4 типа локальных деформаций при штамповке металла

Приблизительное время прочтения: 37 минут
Введение в процесс штамповки металла
Самый простой процесс штамповки, такой как резка, гибка, глубокая вытяжка, помимо этого будут и другие процессы штамповки, такие как скругление, отбортовка, выпуклость и сокращение штамповки. Общим для процесса штамповки является местная деформация, все они осуществляются с помощью метода локальной деформации для изменения формы материала или процесса и размера заготовки. То есть с множеством различных свойств локальной деформации для изменения формы и размера заготовки (или путем вырубки, гибки, вытяжки и других методов полуфабрикатов) процесс штамповки называется формованием. Или, помимо гибки и глубокой вытяжки для получения пластической деформации, другие процессы штамповки можно назвать формованием, основной формой, отбортовкой, усадкой, выпуклостью и волнообразным формованием и т. Д.
У разных методов формования есть свои особенности. Что касается формы, поскольку это локальная деформация следа, обычно не вызывающая сморщивания или растрескивания, основная проблема заключается в упругой отдаче. Для отбортовки, вздутия, часто появляются явления разрушения при растяжении, это в основном потому, что они деформации растяжения, растягивающее напряжение области деформации слишком велико. Что касается усадки и внешнего отбортовки, нестабильность и сморщивание часто вызваны чрезмерным деформационным напряжением сжатия, поскольку они подвергаются деформации сжатия. При формулировании процесса формования и конструкции штампа каждый параметр процесса должен быть обоснованно определен в соответствии с характеристиками деформации.
В этой статье конструкция фланцевых штампов частей втулки, показанная на рис. 1-1, используется в качестве держателя для всестороннего отображения четырех процессов формования, таких как калибровка, отбортовка, усадка и выпуклость.

Четыре типа локальных деформаций
Коррекция формы
Коррекция формы включает выравнивание и придание формы, что относится к процессу формирования повязки. В основном это выполняется после вырубки, гибки, глубокой вытяжки и других процессов штамповки, в основном для того, чтобы обрезать шероховатость, радиус скругления или некоторую форму и размер штампованных деталей в соответствии с квалификационными требованиями.
Процесс плавного формования школы имеет следующие характеристики.
- Точность пресс-формы, используемой для калибровки, высока, потому что точность заготовки после калибровки выше.
- Только в локальном положении рабочего процесса произвести небольшую пластическую деформацию для достижения цели улучшения формы и точности размеров деталей.
- Поскольку калибровка относится к процессу чистовой обработки, а упругая отдача является основной проблемой, калибровочная сила должна применяться к обрабатываемым деталям, когда пресс достигает нижней мертвой точки. Лучшее используемое оборудование - это точный пресс или механический пресс с хорошей жесткостью и устройством защиты от перегрузки.
Выравнивание
Выравнивание обычно выполняется после вырубки. Как вырубка после производства изгиба купола, особенно без пресса устройства непрерывной штамповки вырубки в результате производства более неровной. Для обеспечения ровности более высоких требований детали необходимо выровнять.
В зависимости от толщины листа и требований к поверхности вы можете использовать выравнивание в штампе или зубчатое выравнивание.
Для тонких, мягких и не допускающих вмятин на поверхности деталей, как правило, следует использовать ровный штамп. Гладкая матрица мало влияет на изменение внутреннего напряженного состояния материала, и все же наблюдается значительный отскок, особенно для деталей из высокопрочных материалов. Эффект выравнивания плохой. В реальном производстве иногда части рабочего процесса укладываются друг на друга (изгиб в противоположном направлении) до уровня, что может получить определенный эффект. Чтобы выравнивание не зависело от точности направления скользящего блока пресса, выравнивающая матрица должна иметь плавающую конструкцию. Как показано на рис. 1-2, выравнивающая матрица гладкая. Применение гладкой матрицы для калибровки, из-за большего отскока, особенно для деталей из высокопрочных материалов, эффект выравнивания относительно слабый.

Рис. 1-2 Принципиальная схема гладкой плавающей выравнивающей матрицы
Поскольку требования к плоскостности высоки, материал - это толстые детали или предел прочности - детали из высокотвердого материала, обычно применяют выравнивание зубьев. Существует два типа штампов формы зуба: мелкие и грубые. Верхние зубы и нижние зубы пересекаются, как показано на рис. 1-3, на котором мелкие зубы показаны на рис. 1-3 (a), грубые зубы показаны на рис. 1-3 (b), и размер зуба указан на рисунке. После правки с помощью правильной матрицы с мелкими зубьями на поверхности заготовки остаются остаточные мелкие следы зубьев. Матрица для правки крупных зубьев подходит для обработки деталей из алюминия, бронзы, латуни и других деталей меньшей толщины. Матрица для выравнивания зубьев заставляет плоскость плоскости деталей образовывать множество мелких точек пластической деформации, изменять исходное напряженное состояние деталей, уменьшать отскок, а эффект выравнивания хороший.
Выравнивающее усилие можно рассчитать по следующей формуле:
F = AP (1-1)
В формуле:
F - усилие выравнивания, Н;
А - площадь выравнивающих деталей, мм.2;
P - Давление на единицу площади выравнивания, МПа, как показано в Таблице 1-1.

Рис. 1-3 Принципиальная схема матрицы для выравнивания зубьев
| Методы | P (МПа) | Методы | P (МПа) |
| Ровная поверхность выравнивающего штампа | 50~80 | Формование деталей открытой формы | 50~100 |
| Правильная головка для точного выравнивания зубьев | 80~120 | Детали глубокой вытяжки для уменьшения скругления и снизу, придания формы боковым сторонам | 150~200 |
| Грубое выравнивание зубьев на штампе | 100~150 |
Формирование
Формовка, обычно используемая при глубокой вытяжке, гибке или других процессах формования, в процессе механической обработки штамповка в основном приняла форму, но, возможно, радиус слишком велик, или определенная форма и размер еще не соответствуют требованиям продуктов, вы можете Используйте пластиковую форму для производства локализованного процесса пластической деформации, чтобы достичь цели повышения точности. Формовочная форма и формовочная форма перед процессом похожи, но точность и шероховатость рабочей части выше, а радиус галтеля и зазора меньше.
Способ формования изгибаемых деталей показан на рис. 1-4. При формовании вся рабочая процедура находится в напряженном состоянии трехстороннего сжатия, которое изменяет напряженное состояние рабочего процесса для достижения лучшего эффекта формообразования. Длина полуфабриката перед формованием немного больше, чем длина деталей, чтобы гарантировать, что материал находится в трехстороннем напряженном состоянии при формовании.

Рис. 1-4. Формовка изгибаемых деталей
Формовка фланцевых деталей чертежа показана на рис. 1-5. Для придания формы радиусу скругления в основании малого фланца требуется, чтобы внешняя часть скругления была заполнена материалом. Если радиус скругления сильно изменяется, высота полуфабрикатов может быть больше, чем высота деталей в процессе проектирования. Добавка материала может быть получена из прямой части стенки во время формования, как показано на рис. 1-5 (а) (h '- высота полуфабрикатов, а h - высота готовых изделий).
Если высота полуфабриката равна высоте деталей, добавка материала также может быть получена за счет сжатия фланца. Однако, когда диаметр фланца слишком велик, усадка не может быть достигнута в процессе формования. В это время материал может быть дополнен только утонением корня и близлежащего материала, как показано на рис. 1-5 (b), как показано, исходя из характеристик деформации, что эквивалентно небольшому деформационному вздутию, поэтому Точность формообразования высокая, но деформационная часть удлинения материала не должна быть больше 2% ~ 5%, иначе чрезмерное удлинение деталей может сломаться.

Прямые цилиндрические детали для глубокой вытяжки могут сделать пластмассовый зазор формы равным (0,9 ~ 0,95) т, пластиковые детали с прямой стенкой немного тоньше. Это формование также может быть выполнено в сочетании с окончательным процессом глубокой вытяжки.
Отбортовка
Отбортовка - это край отверстия или внешний край детали под действием формы, чтобы вывернуть вертикаль или определенный угол прямой кромки. По технологическим характеристикам отбортовку можно разделить на отбортовку внутреннюю (как показано на рис. 1-6 (a) и (b)) и внешнюю отбортовку. Отбортовку по внешней кромке можно разделить на отбортовку по выпуклой внешней кромке (как показано на рис. 1-6 (c)); Вогнутый внешний край фланцевый (как показано на рис. 1-6 (d)). Кроме того, по изменению толщины вертикальной кромки его можно разделить на отбортовку с постоянной тонкой кромкой и отбортовку с утонением. Фактические отбортовки показаны на рис. 1-7.


Отбортовка внутреннего отверстия
Отбортовка круглых отверстий
- Деформационные характеристики и коэффициент отбортовки круглых отверстий
Сеточный метод также можно использовать для отбортовки круглых отверстий. Деформацию можно проанализировать, наблюдая за изменениями сетки до и после деформации, как показано на рис. 1-8. Из рисунка видно, что очаг деформации представляет собой кольцевую часть между диаметром d и D1. После отбортовки координатная сетка изменится с веерной на прямоугольную. Видно, что материал в зоне деформации удлиняется в тангенциальном направлении, и чем ближе он к отверстию, тем больше будет удлинение, что близко к состоянию однонаправленного растягивающего напряжения. Касательная деформация - самая большая из трех основных деформаций. Расстояние между концентрическими окружностями существенно не меняется, поэтому радиальная деформация мала, а радиальный размер немного уменьшается.
Толщина стенки вертикального края уменьшена, особенно у отверстия. Состояния напряжений и деформаций, показанные на рисунке, отражают эти деформационные характеристики приведенного выше анализа. Основная опасность отбортовки круглого отверстия состоит в том, что край отверстия имеет трещину. Состояние разрыва зависит от степени деформации.

Степень деформации отбортовки круглого отверстия представлена отношением диаметра d сборного отверстия до отбортовки к диаметру D после отбортовки K. То есть:
К = d / D (1-2)
K называется коэффициентом отбортовки. Очевидно, что K всегда меньше 1. Чем меньше значение K, тем больше степень деформации. При отбортовке минимальное значение K, которое может быть достигнуто при условии, что кромка отверстия не растрескивается, называется предельным коэффициентом отбортовки, выражаемым через Kmin. Основными факторами, влияющими на предельный коэффициент отбортовки, являются механические свойства материала, форма пуансона, отношение отверстия до отбортовки к толщине материала, а также метод обработки предварительно изготовленного отверстия из материала и т. Д. в основном обрабатываются штамповкой или сверлением. Предельные коэффициенты отбортовки низкоуглеродистой стали в различных условиях и коэффициенты отбортовки для различных материалов показаны в Таблице 1-2.
| Форма штампа | Метод обработки отверстий | Относительный диаметр сборных отверстий | ||||||||||
| 100 | 50 | 35 | 20 | 15 | 10 | 8 | 6.5 | 5 | 3 | 1 | ||
| Цилиндрический пуансон | Пробивка отверстий | 0.80 | 0.70 | 0.60 | 0.50 | 0.45 | 0.42 | 0.40 | 0.37 | 0.35 | 0.30 | 0.25 |
| 0.85 | 0.75 | 0.65 | 0.60 | 0.55 | 0.52 | 0.50 | 0.50 | 0.48 | 0.47 | - | ||
| Удар выпуклый | Пробивка отверстий | 0.70 | 0.60 | 0.52 | 0.45 | 0.40 | 0.36 | 0.33 | 0.31 | 0.30 | 0.25 | 0.20 |
| 0.75 | 0.65 | 0.57 | 0.52 | 0.48 | 0.45 | 0.44 | 0.43 | 0.42 | 0.42 | - |
Примечание:
Когда Kмин значение, указанное в таблице, небольшие трещины появятся на краю устья после отбортовки. Если заготовка не растрескивается, коэффициент отбортовки следует увеличить на 101ТП1Т ~ 151ТП1Т.
Высота h первой глубокой вытяжки, а затем точения отверстия может быть известна из рис. 1-10 (рассчитана по средней линии).
- Расчет процесса отбортовки круглых отверстий
При расчете процесса отбортовки необходимо рассчитать диаметр заводского отверстия d в соответствии с размером детали D и рассчитать высоту отбортовки H. Если плоскую заготовку невозможно вывернуть непосредственно на требуемую высоту H, она необходимо сначала нарисовать, пробить отверстия внизу чертежа, а потом фланец. В этой статье обсуждаются два вида плоских отбортовок и отбортовок с глубокой вытяжкой соответственно.
Перед отбортовкой готовые отверстия необходимо обработать на заготовке, как показано на рис. 1-9. Формула для определения диаметра сборного отверстия d выглядит следующим образом

d = D-2 (H-0,43r-0,72т) (1-3)
Вышеприведенное уравнение можно преобразовать в расчет высоты H вертикального края.
H = (D - d) / 2 + 0,43r + 0,72 t = D (1-K) / 2 + 0,43 r + 0,72t (1-4)
Если подставить K в приведенное выше уравнение, можно получить максимально допустимую высоту отбортовки Hmax.
ЧАСМаксимум = D (1-Kмин) + 0,43 г + 0,72 т (1-5)
Когда высота заготовки H > HМаксимумформовка отверстия может привести к разрушению ориентировочной кромки деталей. В это время можно использовать первую глубокую вытяжку, а затем можно вырубить нижнюю часть чертежа и отфланцевать ее. В этом случае сначала должна быть определена максимальная высота, которая может быть достигнута путем отбортовки отбортовки после предварительной вытяжки, а затем должна быть определена высота вытяжки и диаметр предварительной штамповки в соответствии с высотой отбортовки и высотой деталей.

h = (Dd) / 2 - (r + t / 2) - π (r + t / 2) / 2
После завершения
h≈ (Dd) / 2 + 0,57r = D (1 - k) / 2 + 0,57r (1-6)
Диаметр отверстия для сборного железобетона d равен
d = KD или d = D + 1. 14 r - 2 h (1-7)
Высота рисунка h составляет
h '= H - h + r (1-8)
Отбортовка, истончение устья вертикального края является более серьезным. Его приблизительное значение рассчитывается следующим образом.
")
- Расчет усилия отбортовки
Усилие отбортовки F обычно невелико. Когда используется цилиндрический пуансон с плоским дном, усилие отбортовки круглого отверстия можно рассчитать как
F = 1.1 π (Dd) t σs (1-10)
В формуле:
F - усилие поворота отверстия, Н;
D - средний диаметр вертикальной кромки после отбортовки, мм;
d - начальный диаметр круглого отверстия, мм;
t - толщина заготовки, мм;
σs - предел текучести материала, МПа.
- Переверните дизайн штампа
В общем, токарный штамп и волочильный штамп имеют много общего, есть также держатели для заготовок, а не держатели для заготовок, формальные и перекидные. В то же время оборачивающемуся штампу обычно не требуется устанавливать рамку штампа. На рис. 1-11 показаны размеры и формы нескольких обычных пуансонов для поворота круглых отверстий. На рис. 1-11 (a) ~ (c) показан пуансон для отбортовки с большими отверстиями. Что касается деформации отбортовки, параболический пуансон является лучшим, шаровой - следующим, а плоский - вторым. От сложности обработки удара, чтобы увидеть обратное.
На рис. 1-11 (d) ~ (f) показан конец пуансона с более длинной направляющей частью. Рис. 1-11 (d) используется для отбортовки с диаметром отверстия более 10 мм, Рис. 1-11 (e) используется для отбортовки с диаметром отверстия менее 10 мм, а Рис. 1-11 (f ) используется для неточного отбортовки без предварительного отверстия. Радиус скругления пуансона должен быть как можно большим, что способствует точению отверстия.
Одиночный зазор между выпуклой и вогнутой головками в (0,75 ~ 0,85) раза больше.

Рис. 1-11 Конструкция и размеры пуансона и матрицы для отбортовки отверстий для круглых отверстий

Рис. 1-11 Конструкция и размеры пуансона и матрицы для отбортовки отверстий для круглых отверстий
Отбортовка некруглых отверстий
Круглое отверстие также называется отверстием специальной формы, из-за разного радиуса кривизны выпуклой дуги, вогнутой дуги и прямых линий, образующихся из-за того, что каждая часть напряжения и деформационные свойства различны, область линейной части II может рассматриваться как деформация изгиба, выпуклая дуга сечения I деформация отбортовки, может рассматриваться как вогнутая дуга, часть III области может рассматриваться как деформация чертежа, как показано на рис. 1-12.

Форма и размер расширения предварительно изготовленных отверстий рассчитываются в соответствии с методом расширения изгиба, поворота и вытяжки соответственно и соединяются плавной дугой окружности. Коэффициент отбортовки Kж некруглого отверстия (обычно относится к коэффициенту отбортовки небольшой части с круговой дугой) может быть меньше, чем коэффициент отбортовки K круглого отверстия, который примерно равен
Kж= (0,85 ~ 0,90) К (1-11)
Для получения предельного коэффициента отбортовки некруглых отверстий, пожалуйста, обратитесь к Таблице 1-3 в соответствии с центральным углом α каждого сегмента дуги.
| α (°) | 180~360 | 165 | 150 | 135 | 120 | 105 | 90 | 75 | 60 | 45 | 30 | 15 | 0 | |
| Отношение d / t | 50 | 0.8 | 0.73 | 0.67 | 0.6 | 0.53 | 0.47 | 0.4 | 0.33 | 0.21 | 0.2 | 0.14 | 0.07 | Гибка деформация |
| 33 | 0.6 | 0.55 | 0.5 | 0.45 | 0.4 | 0.35 | 0.3 | 0.25 | 0.2 | 0.15 | 0.1 | 0.05 | ||
| 20 | 0.52 | 0.48 | 0.43 | 0.39 | 0.35 | 0.30 | 0.26 | 0.22 | 0.17 | 0.13 | 0.09 | 0.04 | ||
| 12~8.3 | 0.5 | 0.46 | 0.42 | 0.38 | 0.33 | 0.29 | 0.25 | 0.21 | 0.17 | 0.13 | 0.08 | 0.04 | ||
| 6.6 | 0.48 | 0.44 | 0.4 | 0.36 | 0.32 | 0.28 | 0.24 | 0.2 | 0.16 | 0.12 | 0.08 | 0.04 | ||
| 5 | 0.46 | 0.42 | 0.38 | 0.35 | 0.31 | 0.27 | 0.23 | 0.19 | 0.15 | 0.12 | 0.08 | 0.04 | ||
| 3.3 | 0.45 | 0.41 | 0.375 | 0.34 | 0.30 | 0.26 | 0.225 | 0.185 | 0.145 | 0.11 | 0.08 | 0.04 |
Отбортовка внешнего края
По деформационным свойствам внешний отбортовку можно разделить на отбортовку с удлинением и отбортовку на сжатие.
Отбортовка удлиненного типа
Отбортовки на плоскости или поверхности по вогнутой и незамкнутой кривой все попадают в эту категорию, как показано на рис. 1-13. Общей чертой отбортовки является то, что зона деформации заготовки в основном вызывает касательную деформацию удлинения под действием касательного растягивающего напряжения, поэтому кромка легко растрескивается, а степень деформации часто выражается Eрасширение.
Eрасширение= b / (Rb) (1-12)
Допустимые деформации обычных материалов показаны в Таблице 1-4.
| Название и марка материала | Εтемпх100 | Εдавлениех100 | Название и марка материала | Εтемпх100 | Εдавлениех100 | ||||||
| Резиновый молдинг | Формование пресс-форм | Резиновый молдинг | Формование пресс-форм | Резиновый молдинг | Формование пресс-форм | Резиновый молдинг | Формование пресс-форм | ||||
| латунь | H62 мягкий | 30 | 40 | 8 | 45 | сталь | 10 | - | 38 | - | 10 |
| H62 жесткий | 10 | 14 | 4 | 16 | 20 | - | 22 | - | 10 | ||
| H68 мягкий | 35 | 45 | 8 | 55 | 1Cr18Ni9 мягкий | - | 15 | - | 10 | ||
| H68 полутвердый | 10 | 14 | 4 | 16 | 1Cr18Ni9 жесткий | - | 40 | - | 10 | ||
| 2Cr18Ni9 | - | 40 | - | 01 | |||||||
| Алюминиевый сплав | L4 мягкий | 25 | 30 | 6 | 40 | Алюминиевый сплав | LF2 жесткий | 5 | 8 | 3 | 12 |
| L4 жесткий | 5 | 8 | 3 | 12 | LY12 мягкий | 14 | 20 | 6 | 30 | ||
| LF21 мягкий | 23 | 30 | 6 | 40 | LY12 жесткий | 6 | 8 | 0.5 | 9 | ||
| LF21 жесткий | 5 | 8 | 3 | 12 | LY11 мягкий | 14 | 20 | 4 | 30 | ||
| LF2 мягкий | 20 | 25 | 6 | 35 | LY11 жесткий | 5 | 6 | 0 | 0 |
Деформация удлиненного плоского отбортовки аналогична отбортовке отверстий. При отбортовке распределение напряжений в зоне деформации неоднородно, что приводит к тому, что высота вертикального края после отбортовки велика на обоих концах и мала посередине. Чтобы получить плоскую высоту отбортовки, перед отбортовкой необходимо обрезать контурные линии на обоих концах заготовки. Форма, показанная пунктирной линией на рис. 1-13 (a), имеет форму после обрезки.
При отбортовке с удлиненной поверхностью явление сморщивания легко может возникнуть в середине нижней части заготовки, как правило, в конструкции матрицы следует использовать, чтобы предотвратить использование устройства сильного прессования, в то же время для создания условий способствует отбортовке, чтобы предотвратить преждевременное отбортовку в средней части, вызванное чрезмерной деформацией удлинения и даже растрескиванием вертикальной кромки.

Рис. 1-13. Отбортовка удлиненного типа
Отбортовка компрессионного типа
Отбортовка плоскости или поверхности по выпуклой незамкнутой кривой является отбортовкой на сжатие, как показано на рис. 1-14. Его особенностью является то, что зона деформации заготовки в основном подвергается касательному сжимающему напряжению, поэтому заготовка легко мнется при формовании. Степень деформации Eдавление обозначается как
Eдавление= b / (R + b) (1-13)

Рис. 1-14 Отбортовка по классу сжатия
Деформация отбортовки в плоскости сжатия аналогична глубокой вытяжке, из-за неравномерного распределения напряжения на вертикальной кромке во время отбортовки высота вертикальной кромки детали после отбортовки кажется высокой посередине и низкой на обоих концах.
Для получения плоской вертикальной кромки расширенную форму заготовки необходимо изменить, как показано на рис. 1-14 (а) пунктирной линией. Отбортовку нельзя исправить при небольшой высоте. Кроме того, при большой высоте отбортовки форма должна быть спроектирована таким образом, чтобы не допускать образования складок прижимного устройства.
Конструкция отбортовки штампа
Типы конструкции обычных штампов для отбортовки показаны на рис. 1-15, которые аналогичны конструкции штампов для глубокой вытяжки.

Рис. 1-15 Типы конструкции фланцевых плашек
1 - Толкатель; 2, 7, 9 - штампик выпуклый и вогнутый; 3 - умереть; 4 - Пуансон;
5 - пробойник; 6 - кольцо держателя заглушки; 8 - штамп для вырубки вогнутый; 10 - Крыша
На рис. 1-16 показаны композитная матрица с внутренним и внешним отбортовкой. Из чертежа деталей детали видно, что внутренние и внешние края детали нуждаются в отбортовке. Заготовка размещается на детали 7, а деталь 7 устанавливается на плиту пресса 5. Сама деталь 7 представляет собой отбортовку внутренней кромки. Прижимная пластина должна быть собрана с отбортовкой 3 внешнего края, чтобы обеспечить ее точное положение в соответствии с зазором с H7 / h6. В это время прижимная пластина не только выполняет функции прессования и формования. Таким образом, при нажатии на нижнюю мертвую точку он должен плотно прилегать к нижнему гнезду матрицы и, наконец, играть роль верхней части.
После отбортовки внутренней кромки под действием пружины домкрат 6 отбортовал заготовку от штампа 7 отбортовки внутренней кромки. Толкающая пластина 8 из-за роли пружины, штамповка всегда удерживает контакт с заготовкой. К нижней мертвой точке точка и пробойник фиксированная пластина 2 жесткий контакт, поэтому толкающая пластина 8 также играет роль формообразования, из заготовки относительно гладко. На пресс-форме из деталей, учитывая, что пружина может быть недостаточной прочности, при окончательном использовании жесткого толкающего устройства будет вытеснена из заготовки.

1 - пуансон наружного фланца; 2 - крепежная пластина пуансона; 3 - штамп для отбортовки внешней кромки, 4 - пуансон для отбортовки внутренней кромки; 5 - плита пресса; 6 - блок верхней части; 7 - плашка для отбортовки внутренней кромки; 8 - Толкающая пластина
Выпуклость
Под действием штампа заготовка вынуждена уменьшаться по толщине, а площадь поверхности увеличиваться, для получения геометрии деталей метод штамповки называется выпуклостью. Процесс выпучивания имеет свои уникальные характеристики, зона деформации выпуклости в направлении поверхности пластины представляет собой двустороннее растягивающее напряженное состояние, в направлении толщины пластины происходит деформация утонения, то есть утонение толщины и увеличение площади поверхности. Выпуклость в основном используется для местного формования плоских заготовок, таких как арматурные стержни, узоры и метки, выпучивания полых заготовок, таких как сильфоны, газовые баллоны высокого давления и сферические контейнеры, а также формования на растяжение тонких пластин, таких как авиационная и автомобильная кожа. Обычно используемые методы вздутия включают выпуклость жесткой матрицы и мягкую выпуклость матрицы жидкостью, газом, резиной и другими силовыми средами.
Благодаря простой конструкции пресс-формы и равномерной деформации, мягкая выпуклость матрицы позволяет формировать заготовку сложной формы. Все больше и больше внимания уделяется исследованиям и применению мягких выпуклостей штампа, таких как гидравлическое выпучивание, резиновое выпучивание, взрывное вздутие и т. Д., Как показано на рис. 1-17, горшок из нержавеющей стали, изготовленный методом выпучивания.

Деформационные характеристики вздутия
На рис. 1-18 показана зона выпуклой деформации и ее основная диаграмма напряжений и деформаций, когда пуансон с шаровой головкой выбивает заготовку. Черная часть представляет собой выпуклую область. Выпуклая деформация имеет следующие характеристики.

- Выпуклая деформация из-за заготовки из-за большей силы держателя заготовки, или из-за того, что диаметр заготовки более чем в 3-4 раза превышает диаметр отверстия матрицы, пластическая деформация ограничивается фиксированным диапазоном деформации, листовой материал не переносится в зону деформации, а также извне зоны деформации в зону деформации.
- В области деформации выпуклости деформация выпуклости представляет собой состояние с двунаправленным растягивающим напряжением в направлении пластины (напряжение в направлении толщины пластины не учитывается). Деформация в основном завершается утонением в направлении толщины материала, поддерживающим удлинение в направлении пластины. После деформации толщина материала уменьшается, а площадь поверхности увеличивается.
- Поскольку толщина заготовки по отношению к внешнему размеру заготовки очень мала, изменение растягивающего напряжения вдоль направления толщины пластины во время деформации выпуклости очень мало, поэтому, когда сила выпуклости снимается после отскока, небольшие, геометрию заготовки легко исправить, а точность размеров легко обеспечить.
- Из-за двунаправленного напряженного состояния материала при растяжении в направлении пластины во время деформации выпуклостью предел формования в основном ограничивается разрушением при растяжении. Таким образом, при деформации непросто вызвать явление нестабильности и морщин, поверхность готовых деталей гладкая, а качество хорошее.
Волнообразное формование плоской заготовки
Когда размер заготовки превышает размер деформации более чем в 3 раза, деформация происходит только в области контакта с пуансоном, что является локальным выпуклостью заготовки. Наиболее распространенными в производстве являются прессованная арматура, выпуклые корпуса, ямки, рисунки и отметки и т. Д. На рис. 1-19 показаны некоторые примеры волнообразного формования с использованием этого метода. После волнообразного формирование штампованных деталей, из-за изменения момента инерции деталей и деформационного упрочнения материала, можно эффективно улучшить жесткость и прочность деталей. В производстве широко применяется технология прессования арматуры.

Рис. 1-19 Примеры выступающих частей
Формы и размеры ребер жесткости показаны в Таблице 1-5. При локальном вздутии кромки заготовки из-за усадки материала кромки следует заранее отложить край резания, после формирования и затем вырезать.
| Имя | Диаграмма | р | час | D или B | р | |
| Прессованное ребро | 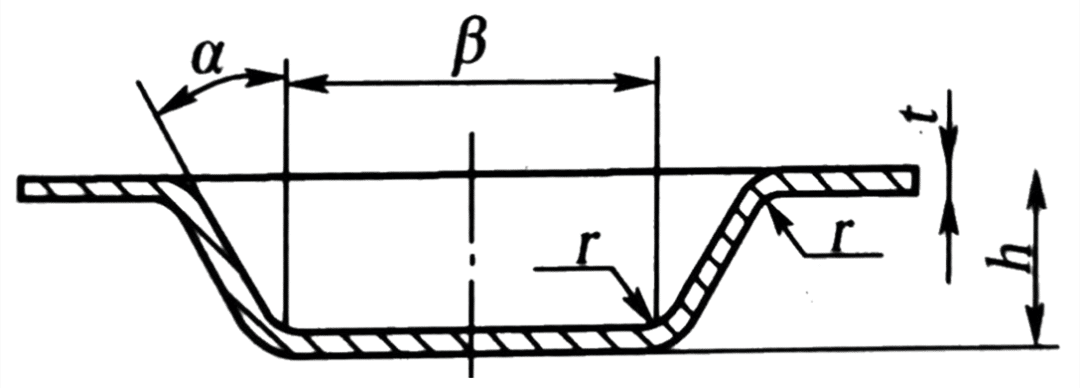 | (3-4) т | (2-3) т | (7-10) т | (1-2) т | |
| Тиснение | 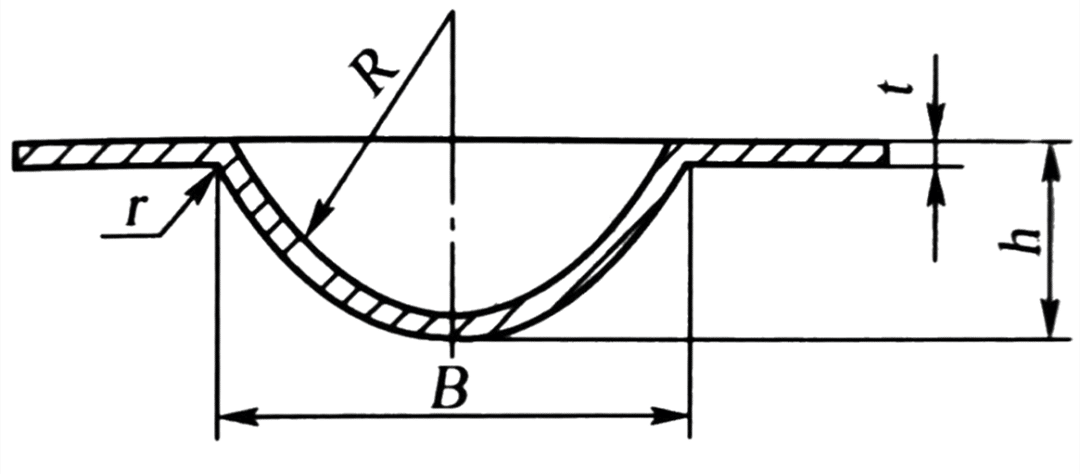 | (1,5-2) т | ≥3ч | (0,5-1,5) т | 15 ° ~ 30 ° | |
| Диаграмма | D (мм) | L (мм) | l (мм) | |||
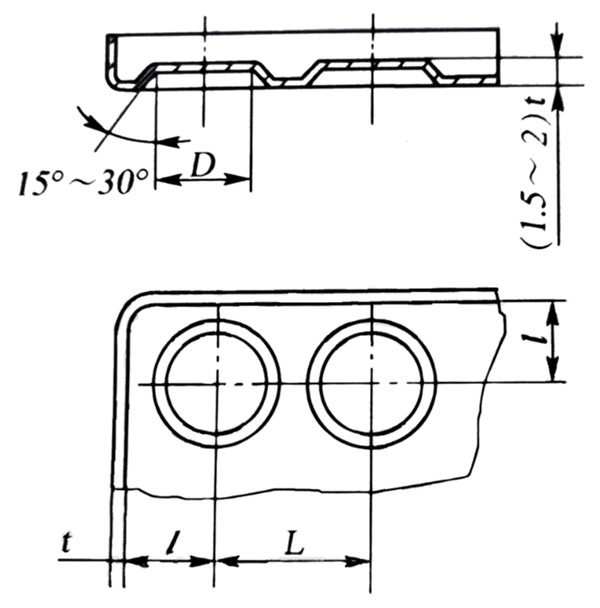 | 6.5 8.5 10.5 13 15 18 24 31 36 43 48 55 | 10 13 15 18 22 26 34 44 51 60 68 78 | 6 7.5 9 11 13 16 20 26 30 35 40 45 |
Обычно существует два метода определения степени предельной деформации при волнообразном способе формования, а именно метод испытания и метод расчета. На предельную степень деформации волнообразного формования в основном влияют свойства материала, геометрическая форма деталей, конструкция штампа, метод выпучивания и смазка. Особенно для деталей сложной формы распределение напряжений и деформаций более сложное. Опасные части и степень предельной деформации обычно определяются методом испытаний. Для относительно простых волнообразных формовочных деталей предельную степень деформации можно приблизительно определить по следующему уравнению, как показано на рис. 1-20.
εокончательный л0 (l - l0 ) x 100% ≤ K [δ] (1–14)
В формуле
εокончательный —Предельная степень деформации волнообразной формовки;
л 、 л0- соответственно длина до и после деформации материала, мм;
[δ] - удлинение сечения материала;
K - коэффициент формы, арматура K = 0. 70 ~ 0,75 (сферическая арматура - наибольшее значение, трапециевидная арматура - наименьшее значение).

Если требуемые ребра жесткости детали превышают предельную степень деформации, можно использовать метод, показанный на рис. 1-21. В первой процедуре сферический пуансон большого диаметра используется для выпучивания и получения технологической детали, как показано на рис. 1-21 (а). Во второй процедуре достигаются необходимые форма и размер детали, как показано на Рис. 1-21 (b). Если эти два процесса не соответствуют требованиям, необходимо уменьшить глубину заготовки.

- Когда жесткий пуансон используется для вдавливания ребер жесткости в плоскую заготовку, следующая формула может рассчитать необходимое давление штамповки.
F = tσбKL (1-15)
В формуле
F - импульсное давление, Н;
L - Обхват ребер жесткости, мм;
t - толщина материала, мм;
σб- предел прочности материала при растяжении, МПа;
K - коэффициент, обычно принимайте 0,7 ~ 1,0 (принимайте большое значение, когда форма арматуры узкая и глубокая, принимайте малое значение, когда ширина мала).
- При локальном выпучивании мелких деталей толщиной менее 1,5 мм и площадью формования менее 2000 мм2 выполняется на кривошипно-шатунном прессе, необходимое давление штамповки F можно приблизительно определить по следующей формуле.
F = Kt2А (1-16)
В формуле
F - давление выпуклого пуансона, Н;
Т - толщина материала, мм;
A - Площадь выпуклости, мм.2;
K - коэффициент 200 ~ 300 Н / мм.4 для стали и 50 ~ 200 Н / мм4 для меди и алюминия.
Выпуклость полой заготовки
Выпуклость полой заготовки обычно называется выпуклостью. Это процесс штамповки, при котором полые рабочие части или трубчатая заготовка расширяются наружу в радиальном направлении. С помощью этого метода могут быть сформированы такие изделия или детали, как газовые баллоны высокого давления, сферические контейнеры, сильфоны, тройники велосипеда и т. Д.
Степень деформации выпуклости
Когда полая заготовка вздувается, материал подвергается действию растягивающего напряжения, вызывающего деформацию растяжения, а конечная степень деформации выражается коэффициентом выпучивания K, как показано на рис. 1-22.
K = dМаксимум/ D (1-17)
В формуле
K - коэффициент выпучивания и предельный коэффициент выпучивания (dМаксимум достигает предельного значения d 'Максимум при выпячивании) выражается KМаксимум;
dМаксимум- максимальный диаметр деталей после выпуклости, мм;
D - Исходный диаметр полой заготовки, мм.

Связь между предельным коэффициентом выпучивания K и касательным удлинением заготовки имеет вид
δ = (dМаксимум - D) = K - 1 или K = 1 - δ (1-18)
Поскольку степень деформации заготовки ограничивается удлинением материала, соответствующий предельный коэффициент выпучивания можно рассчитать по приведенной выше формуле. Приблизительное значение предельного коэффициента вздутия материала можно определить, просмотрев таблицу. В таблицах 1-6 и 1-7 приведены коэффициенты выпучивания некоторых материалов для справки.
| Материал | Относительная толщина заготовки (т / Д) х (1ТП1Т) | Относительная толщина заготовки (т / Д) х (1ТП1Т) | Относительная толщина заготовки (т / Д) х (1ТП1Т) | Относительная толщина заготовки (т / Д) х (1ТП1Т) |
| 0.35~0.45 | 0.28~0.32 | |||
| Отжиг | Без отжига | Отжиг | Без отжига | |
| Алюминий | 1.25 | 1.2 | 1.2 | 1.15 |
| 10 сталь | 1.2 | 1.10 | 1.15 | 1.05 |
| Метод выпуклости | Предельный коэффициент вздутия |
| Используя простую выпуклость из резины | 1.2~1.25 |
| Выпуклость заготовки при наложении ластика под осевым давлением | 1.6~1.7 |
| Вздутие при локальном нагревании до 200 ~ 500 ℃ | 2.0~2.1 |
| Конец конического пуансона вздувается при нагревании до 380 ℃. | ~3.0 |
Расчет выпуклой заготовки
Как видно из рис. 1-22, диаметр заготовки D равен
D = dМаксимум/ К (1-19)
Длина заготовки L составляет
L = l [l + (0,3 ~ 0,4) δ] + b (1-20)
В формуле
l - длина автобуса в очаге деформации, мм;
δ - удлинение заготовки при касательном растяжении;
B - Предел обрезки, обычно берут b = 5 ~ 15 мм.
0,3-0,4 - коэффициент, необходимый для уменьшения высоты из-за касательного удлинения.
Определение силы выпуклости
Усилие выпучивания F, необходимое для выпучивания полой заготовки, можно рассчитать следующим образом:
F = p * A (1-21)
В формуле
p - давление на единицу площади, необходимое для вздутия, МПа;
A - Площадь выпуклости, мм.2.
Давление p на единицу площади, необходимое для вздутия, можно приблизительно оценить по приведенному ниже уравнению.
р = 1,16 σб* 2т / сутМаксимум (1-22)
В формуле
σб- Предел прочности материала, МПа;
dМаксимум- максимальный диаметр выпуклости, мм;
t - исходная толщина материала, мм.
Метод выпуклости
Способы выпучивания полых деталей обычно делятся на выпуклость жесткого пуансона и выпуклость мягкого пуансона.
Как показано на рис. 1-23, жесткий пуансон выпирает. Пуансон выполнен в виде откидной створки, а коническая гранула используется для выталкивания разрезного пуансона, чтобы рабочие части вышли из требуемой формы. Чем больше количество лопастных пуансонов, тем лучше форма заготовки и точность. Но недостатки заключаются в том, что трудно получить правильное вращающееся тело с высокой точностью, деформация неоднородна, а конструкция штампа сложна.

1 - пробойник; 2 - шпиндель; 3 - пусто; 4 - Плунжер
Как показано на рис. 1-24, пуансон мягкий выпуклый, принцип которого заключается в использовании резиновой, жидкой, газовой и стальной дроби вместо жесткого пуансона. Мягкий пуансон выпуклой формы деформации заготовки позволяет формировать детали сложной формы, поэтому широко используется в производстве.

Рис. 1-24 Выпуклость мягкого пуансона
1 - Пуансон; 2 - блочная вогнутая матрица; 3 - резина; 4 - Боковой клин; 5 - Жидкость
Уменьшить рот
Усадка - это процесс формования, при котором диаметр горловины трубчатой или предварительно вытянутой цилиндрической части уменьшается за счет давления в отверстии, которое делится на горловину сжатия пуансона и горловину вращательного сжатия. Термоусадочная технология широко используется в повседневной жизни, может использоваться для гильз, гильз, стальных газовых баллонов, подступенка велосипедной рамы, седельной трубы велосипедной подушки, чертежей стальных труб и т. Д.
Степень деформации и деформационные характеристики усадочной горловины
На рис. 1-25 показана диаграмма деформации усадки. В процессе резки максимальным главным напряжением должно быть касательное напряжение сжатия, зона деформации заготовки под действием двунаправленного напряжения сжатия, чтобы высота заготовки увеличивалась, а толщина и диаметр стенки уменьшались. В то же время в недеформированной зоне на стенке цилиндра может возникать осевая неустойчивая деформация под действием давления усадки F. Следовательно, предельная степень деформации усадки в основном ограничивается условием нестабильности, а основная проблема заключается в решить - это предотвратить нестабильность.
Коэффициент усадки N используется для представления степени деформации усадки, как показано на рис. 1-25.
п = d / D (1-23)

В формуле
d - Диаметр после усадки, мм;
D - Диаметр до усадки, мм.
Чем меньше коэффициент усадки N, тем больше степень деформации. Таблица 1-8 - средний коэффициент усадки разные материалы и толщина, а таблица 1-9 представляет собой справочное значение допустимого предельного коэффициента усадки для различных материалов и типов опор. Из таблиц 1-8 и 1-9 видно, что чем лучше пластичность материала, тем больше толщина и меньше коэффициент усадки. Кроме того, когда матрица поддерживает стенку цилиндра, предельный коэффициент усадки может быть меньше.
| Материал | Толщина материала t (мм) | Толщина материала t (мм) | Толщина материала t (мм) |
| 1 | > 0,5 ~ 1 | ~ 0.5 | |
| Сталь | 0.7 ~ 0.65 | 0.75 | 0.8 |
| Латунь | 0.7 ~ 0.65 | 0.8 ~ 0.7 | 0.85 |
| Материал | Поддерживающий способ | Поддерживающий способ | Поддерживающий способ |
| Неподдерживаемый | Внешняя поддержка | Внутренняя и внешняя поддержка | |
| Алюминий | 0.65 ~ 0.72 | 0.53 ~ 0.57 | 0.27 ~ 0.32 |
| Дуралюмин (отожженный) | 0.73 ~ 0.80 | 0.60 ~ 0.63 | 0.35 ~ 0.40 |
| Дуралюмин (закалка) | 0.75 ~ 0.80 | 0.68 ~ 0.72 | 0.40 ~ 0.43 |
| Латунь H62, H68 | 0.65 ~ 0.70 | 0.50 ~ 0.55 | 0.27 ~ 0.32 |
| Мягкая сталь | 0.70 ~ 0.75 | 0.55 ~ 0.60 | 0.30 ~ 0.35 |
Расчет процесса усадки
Количество усадок
Если коэффициент усадки n заготовки больше допустимого коэффициента усадки, это может быть формирование усадки. В противном случае потребуется несколько сокращений. Количество усадки k можно оценить по следующей формуле.
k = lgn / lgn0 = (lgd - lgD) / lgn0 (1-24)
В формуле n0 - средний коэффициент усадки, как показано в Таблице 1-8.
В случае множественных сокращений первый коэффициент сжатия n1 = 0,9 п0 обычно берется, а последующий - nИкс = (1,05 ~ 1,10) п0. Лучше всего проводить один отжиг после каждой процедуры сжатия.
Диаметр каждой усадки
d1= п1D
d2= пИксd1= п1пИксD
d3= пИксd1= п1пИкс2D
…
dИкс= пИксdх-1= п1пИксх-1D (1-25)
dИкс должен быть равен усадочному диаметру заготовки. После усадки из-за отскока заготовка должна быть на 0,5% ~ 0,8% больше, чем размер формы.
Высота заготовки
Для усадочной заготовки, показанной на рис. 1-26, высота заготовки перед усадкой рассчитывается по следующей формуле.

Заготовки, показанные на Рисунке 1-26 (а):

Заготовки, показанные на Рисунке 1-26 (b):

Заготовки, показанные на Рисунке 1-26 (c):

Снижение силы
Как показано на Рис. 1-26 (a), усилие усадки конической части можно рассчитать по формуле, приведенной ниже.

В формуле
μ - коэффициент трения между заготовкой и контактной поверхностью матрицы;
б - предел прочности материала, МПа;
K - коэффициент скорости, K = 1,15 при работе на кривошипно-шатунном прессе.
Остальные символы показаны на Рисунке 1-26.
Структура термоусадочной матрицы
Как показано на рис. 1-27, структура типичной усадочной матрицы изготовлена из стали № 08 с толщиной материала 1 мм. Заготовка формируется путем глубокой вытяжки цилиндра, а затем процесса усадки. Принцип работы матрицы заключается в том, что сначала заготовка помещается во внешнюю опорную втулку, верхняя матрица направляется вниз, внешняя опорная втулка и вогнутая матрица сначала контактируют для завершения формирования усадки. Форма проталкивает материал по пути штамповки.

1 - толкатель; 2 - нижний шаблон; 3、14 - Болты; 4、11 - Булавка; 5 - неподвижная пластина; 6 - Блок; 7 - Гильза поворотная; 8 - умереть; 9 - выходное отверстие верхнее; 10 - Шаблон; 12 - Штанга питательная; 13 - ручка формы; 15 - Стойка направляющая; 16 — Направляющая втулка



Упростите для меня разработку более сложной формовочной матрицы.