4 Arten lokaler Verformungen im Metallstanzprozess

Geschätzte Lesezeit: 37 Protokoll
Einführung in den Metallstanzprozess
Die einfachsten Stanzverfahren wie Schneiden, Biegen, Tiefziehen, dazu kommen weitere Umformverfahren wie Schul-, Bördel-, Ausbauch- und Reduzierstanzverfahren. Der Stanzprozess hat gemeinsam, dass er zur lokalen Verformung gehört, sie alle durch die lokale Verformungsmethode, um die Form des Materials oder den Prozess und die Rohlingsgröße zu ändern. Das heißt, bei einer Vielzahl von unterschiedlichen Eigenschaften der lokalen Verformung zur Änderung des Rohlings (oder durch Stanzen, Biegen, Ziehen und andere Verfahren von Halbzeugen) Form und Größe des Stanzvorgangs wird als Umformen bezeichnet. Oder neben dem Biegen und Tiefziehen zur Erzeugung einer plastischen Verformung können andere Stanzverfahren als Umformen bezeichnet werden, die Hauptform, Bördeln, Schrumpfen, Ausbeulen und wellenförmiges Umformen usw.
Verschiedene Formverfahren haben ihre eigenen unterschiedlichen Eigenschaften. In Bezug auf die Form, da es sich um eine lokale Spurverformung handelt, die im Allgemeinen kein Falten- oder Rissphänomen erzeugt, ist das Hauptproblem die Rückfederung. Beim Bördeln, Ausbeulen, treten häufig Zugschäden auf, dies liegt hauptsächlich daran, dass es sich um Zugverformungen handelt, die Zugspannung im Verformungsbereich zu groß ist. Über Schwinden und Außenbördeln, Instabilität und Faltenbildung werden häufig durch zu hohe Verformung Druckspannungen verursacht, weil sie einer Druckverformung unterliegen. Bei der Formulierung des Umformprozesses und des Werkzeugdesigns sollte jeder Prozessparameter entsprechend den Verformungseigenschaften angemessen bestimmt werden.
In diesem Beitrag wird die in Abb. 1-1 gezeigte Bördelwerkzeugkonstruktion von Buchsenteilen als Träger verwendet, um vier Umformverfahren wie Kalibrieren, Bördeln, Schrumpfen und Ausbauchen umfassend darzustellen.

Vier Arten von lokalen Deformationen
Formkorrektur
Die Formkorrektur umfasst das Nivellieren und Formen, das zum Formgebungsprozess des Verbands gehört. Es wird meistens nach dem Stanzen, Biegen, Tiefziehen und anderen Stanzprozessen durchgeführt, hauptsächlich um die Rauheit, den Kehlradius oder eine Form und Größe der Stanzteile an die qualifizierten Anforderungen anzupassen.
Der schulische glatte Formgebungsprozess weist die folgenden Merkmale auf.
- Die Genauigkeit der zum Kalibrieren verwendeten Form ist hoch, weil die Genauigkeit des Werkstücks nach dem Kalibrieren höher ist.
- Nur in der lokalen Position des Arbeitsverfahrens zur Erzeugung einer kleinen plastischen Verformung, um den Zweck der Verbesserung der Form und Maßhaltigkeit von Teilen zu erreichen.
- Da die Kalibrierung zum Endbearbeitungsprozess gehört und die Rückfederung das Hauptproblem darstellt, sollte die Kalibrierkraft auf die Prozessteile aufgebracht werden, wenn die Presse den unteren Totpunkt erreicht. Am besten verwendet man die Feinpresse oder die mechanische Presse mit guter Steifigkeit und Überlastsicherung.
Die Nivellierung
Das Richten wird in der Regel nach dem Stanzvorgang durchgeführt. B. das Stanzen nach der Herstellung des Dombogens, ist insbesondere die nicht drückende Vorrichtung des kontinuierlichen Stanzens durch die Herstellung ungleichmäßiger. Für die Ebenheit der höheren Anforderungen müssen die Teile nivelliert werden.
Je nach Blechstärke und Anforderung an die Oberfläche können Sie Glatt- oder Zahn-Matrizenrichten einsetzen.
Für dünne weiche und keine Einkerbungen auf der Oberfläche der Teile zulassen, sollte im Allgemeinen eine glatte Werkzeugnivellierung verwendet werden. Die glatte Matrize hat wenig Einfluss auf die Änderung des inneren Spannungszustands des Materials, und es gibt immer noch einen großen Rückprall, insbesondere bei Teilen aus hochfesten Materialien. Die Einebnungswirkung ist schlecht. In der tatsächlichen Produktion werden die Teile des Arbeitsvorgangs manchmal Rücken an Rücken (in die entgegengesetzte Richtung gebogen) auf eine Ebene gestapelt, was einen bestimmten Effekt erzielen kann. Um die Nivellierung nicht durch die Führungsgenauigkeit des Gleitblocks der Presse zu beeinträchtigen, sollte das Nivellierungswerkzeug besser eine schwimmende Struktur annehmen. Wie in Abb. 1-2 gezeigt, ist die Richtmatrize glatt. Anwendung glatter Matrize zum Kalibrieren, aufgrund des größeren Rückpralls, insbesondere bei hochfesten Materialteilen, ist die Einebnungswirkung relativ schlecht.

Abb. 1-2 Schematische Darstellung einer glatt schwimmenden Richtmatrize
Da die Anforderungen an die Ebenheit hoch sind, das Material dicke Teile sind oder die Festigkeitsgrenze hochharte Materialteile sind, nehmen Sie normalerweise die Nivellierung der Zahnnivellierung an. Es gibt zwei Arten von Zahnformen: feine Zähne und grobe Zähne. Die oberen Zähne und die unteren Zähne schneiden sich, wie in Abb. 1-3 gezeigt, wobei feine Zähne in Abb. 1-3 (a) und grobe Zähne in Abb. 1-3 (b) und dargestellt sind Zahngröße ist in der Abbildung dargestellt. Nach dem Richten mit einem feinzahnigen Richteisen weist die Oberfläche des Werkstücks Restfeinzahnspuren auf. Grobzahn-Nivellierwerkzeug eignet sich für die geringere Dicke von Aluminium, Bronze, Messing und anderen Teilen. Durch die Zahnnivellierungsmatrize bildet die Schulebene der Teile viele kleine Punkte plastischer Verformung, ändert den ursprünglichen Spannungszustand der Teile, verringert den Rückprall und der Nivellierungseffekt ist gut.
Die Nivellierkraft kann nach folgender Formel berechnet werden:
F=AP (1-1)
In der Formel:
F – Nivellierkraft, N;
A – Fläche der Nivellierteile, mm2;
P – Nivellierungsdruck pro Einheitsfläche, MPa, wie in Tabelle 1-1 gezeigt.

Abb. 1-3 Schematische Darstellung der Zahnausrichtungsmatrize
| Methoden | P (MPa) | Methoden | P (MPa) |
| Glatte Oberflächennivellierung | 50~80 | Offene Formteile formen | 50~100 |
| Feinzahn-Nivelliermatrizen-Nivellierung | 80~120 | Tiefziehteile zum Reduzieren der Ausrundung und an der Unterseite zur seitlichen Formgebung | 150~200 |
| Grobzahn-Nivelliermatrizen-Nivellierung | 100~150 |
Die Formgebung
Formgebung, die üblicherweise beim Tiefziehen, Biegen oder anderen Umformprozessen verwendet wird, durch den Bearbeitungsprozess hat das Stanzen im Grunde genommen Form angenommen, aber vielleicht ist der Radius zu groß, oder eine bestimmte Form und Größe haben die Anforderungen der Produkte noch nicht erreicht, können Sie Verwenden Sie Kunststoffformen, um einen lokalisierten plastischen Verformungsprozess zu erzeugen, um den Zweck der Verbesserung der Präzision zu erreichen. Die Formgebungsform und die Formgebungsform vor dem Prozess sind ähnlich, aber die Präzision und Rauheit des Arbeitsteils sind höher und der Radius der Kehle und des Spalts sind kleiner.
Das Formgebungsverfahren zum Biegen von Teilen ist in Abb. 1-4 dargestellt. Beim Formen befindet sich der gesamte Arbeitsvorgang im Spannungszustand der Kompression in drei Richtungen, wodurch der Spannungszustand des Arbeitsvorgangs geändert wird, um eine bessere Formgebungswirkung zu erzielen. Die Länge des Halbzeugs vor dem Umformen ist etwas größer als die Länge der Teile, um sicherzustellen, dass sich das Material beim Umformen in einem dreifachen Spannungszustand befindet.

Abb. 1-4. Formgebung von Biegeteilen
Die Formgebung von gebördelten Ziehteilen ist in Bild 1-5 dargestellt. Die Ausformung des Rundungsradius an der Wurzel des kleinen Flansches erfordert, dass der äußere Teil der Rundung mit Material gefüllt wird. Ändert sich der Rundungsradius stark, kann die Höhe der Halbzeuge bei der Prozessauslegung größer sein als die Höhe der Teile. Die Materialergänzung kann während der Formgebung aus dem geraden Wandteil gewonnen werden, wie in Abb. 1-5 (a) gezeigt (h' ist die Höhe der Halbzeuge und h ist die Höhe der Fertigteile).
Wenn die Höhe des Halbzeugs gleich der Höhe der Teile ist, kann die Materialergänzung auch durch das Einschnüren des Flansches erzielt werden. Wenn jedoch der Durchmesser des Flansches zu groß ist, kann die Schrumpfung im Formungsprozess nicht erreicht werden. Zu diesem Zeitpunkt kann das Material nur durch das Ausdünnen der Wurzel und des nahegelegenen Materials ergänzt werden, wie in Fig. 1-5 (b) wie gezeigt, von den Verformungseigenschaften, gleichbedeutend mit einer kleinen Verformungsausbeulung ist, also der Die Formgenauigkeit ist hoch, aber der Verformungsteil der Materialdehnung sollte nicht größer als 2% ~ 5% sein, da sonst eine übermäßige Dehnung der Teile brechen kann.

Gerade zylindrische Tiefziehteile können Kunststoffformabstand gleich (0,9 ~ 0,95) t machen, Kunststoffteile gerade Wand etwas dünner. Diese Formgebung kann auch in Verbindung mit dem abschließenden Tiefziehvorgang erfolgen.
Bördeln
Bördeln ist die Bohrungskante oder die Außenkante des Teils unter der Wirkung der Form, um die Senkrechte oder einen bestimmten Winkel der geraden Kante herauszudrehen. Das Bördeln kann nach seinen Verfahrenseigenschaften in Innenbördeln (wie in Abb. 1-6 (a) und (b) dargestellt) und Außenbördeln unterteilt werden. Die Außenkantenbördelung kann unterteilt werden in konvexe Außenkantenbördelung (wie in Abb. 1-6 (c) gezeigt); Die konkave Außenkante ist gebördelt (wie in Fig. 1-6 (d) gezeigt). Darüber hinaus kann es entsprechend der Änderung der vertikalen Kantendicke in konstantes dünnes Bördeln und dünneres Bördeln unterteilt werden. Die eigentlichen Bördelteile sind in Abb. 1-7 dargestellt.


Bördeln der Innenbohrung
Rundlochbördelung
- Verformungseigenschaften und Bördelbeiwert beim Rundlochbördeln
Das Rasterverfahren kann auch zum Bördeln von runden Löchern verwendet werden. Die Verformung kann analysiert werden, indem die Änderungen des Netzes vor und nach der Verformung beobachtet werden, wie in Abb. 1-8 gezeigt. Aus der Figur ist ersichtlich, dass der Verformungsbereich der ringförmige Teil zwischen Durchmesser d und D1 ist. Nach dem Bördeln ändert sich das Koordinatenraster von der Fächerform zum Rechteck. Es ist ersichtlich, dass sich das Material in der Verformungszone entlang der tangentialen Richtung dehnt, und je näher es an der Öffnung ist, desto größer wird die Dehnung sein, was dem Zustand einer unidirektionalen Zugspannung nahe kommt. Die Tangentialdehnung ist die größte der drei Hauptdehnungen. Der Abstand zwischen den konzentrischen Kreisen ändert sich nicht wesentlich, daher ist die radiale Verformung gering und die radiale Größe leicht verringert.
Die Wandstärke der vertikalen Kante wird verdünnt, insbesondere an der Öffnung. Die in der Abbildung dargestellten Spannungs- und Dehnungszustände spiegeln diese Verformungsmerkmale der obigen Analyse wider. Die Hauptgefahr beim Bördeln runder Löcher besteht darin, dass der Rand des Lochs reißt. Der Bruchzustand hängt vom Verformungsgrad ab.

Der Grad der Bördelverformung des Rundlochs wird durch das Verhältnis des Durchmessers d des Fertigteillochs vor dem Bördeln zum Durchmesser D nach dem Bördeln K dargestellt. Das heißt:
K=d/D (1-2)
K wird als Bördelkoeffizient bezeichnet. Offensichtlich ist K immer kleiner als 1. Je kleiner der Wert von K ist, desto größer ist der Verformungsgrad. Beim Bördeln wird der Mindestwert K, der unter der Bedingung erreicht werden kann, dass der Lochrand nicht reißt, als Grenzbördelbeiwert bezeichnet, der durch Kmin ausgedrückt wird. Die Hauptfaktoren, die den Grenzbördelkoeffizienten beeinflussen, sind die mechanischen Eigenschaften des Materials, die Form des Stempels, das Verhältnis der Öffnung vor dem Bördeln zur Dicke des Materials und die Verarbeitungsmethode des Materials vorgefertigte Löcher usw. Vorgefertigte Löcher sind hauptsächlich durch Stanzen oder Bohren verarbeitet. Die Grenzbördelkoeffizienten von kohlenstoffarmem Stahl unter verschiedenen Bedingungen und die Bördelkoeffizienten verschiedener Werkstoffe sind in Tabelle 1-2 aufgeführt.
| Stanzform | Lochbearbeitungsverfahren | Relativer Durchmesser des vorgefertigten Lochs | ||||||||||
| 100 | 50 | 35 | 20 | 15 | 10 | 8 | 6.5 | 5 | 3 | 1 | ||
| Zylindrischer Stempel | Lochstanzen | 0.80 | 0.70 | 0.60 | 0.50 | 0.45 | 0.42 | 0.40 | 0.37 | 0.35 | 0.30 | 0.25 |
| 0.85 | 0.75 | 0.65 | 0.60 | 0.55 | 0.52 | 0.50 | 0.50 | 0.48 | 0.47 | — | ||
| Punsch prall | Lochstanzen | 0.70 | 0.60 | 0.52 | 0.45 | 0.40 | 0.36 | 0.33 | 0.31 | 0.30 | 0.25 | 0.20 |
| 0.75 | 0.65 | 0.57 | 0.52 | 0.48 | 0.45 | 0.44 | 0.43 | 0.42 | 0.42 | — |
Notiz:
Als die kMindest Wert in der Tabelle verwendet wird, treten nach dem eigentlichen Bördeln kleine Risse an der Mündungskante auf. Wenn das Werkstück nicht reißen darf, sollte der Bördelkoeffizient um 10% ~ 15% erhöht werden.
Aus Bild 1-10 ist die Höhe h des ersten Tiefziehens und anschließenden Lochdrehens bekannt (berechnet nach Mittellinie).
- Die Prozessberechnung des Rundlochbördelns
Bei der Berechnung des Bördelvorgangs ist es erforderlich, den Durchmesser des vorgefertigten Lochs d entsprechend der Größe des Stücks D zu berechnen und die Bördelhöhe H zu berechnen. Wenn der flache Rohling nicht direkt auf die erforderliche Höhe H gedreht werden kann, ist es erforderlich Es ist notwendig, zuerst zu zeichnen, Löcher am unteren Rand der Zeichnung zu stanzen und dann zu flanschen. In diesem Dokument werden zwei Arten von Flachbördeln bzw. Tiefziehbördeln behandelt.
Vor dem Bördeln müssen am Knüppel vorgefertigte Löcher bearbeitet werden, wie in Abb. 1-9 dargestellt. Die Formel zur Bestimmung des Durchmessers des vorgefertigten Lochs d lautet wie folgt

d = D-2 (H-0,43r-0,72t) (1-3)
Die obige Gleichung kann auf die Berechnung der Höhe H der vertikalen Kante umgerechnet werden.
H = (D – d) / 2 + 0,43 r + 0,72 t = D(1-K)/2 + 0,43 r + 0,72 t (1-4)
Setzt man K in obige Gleichung ein, erhält man die maximal zulässige Bördelhöhe Hmax.
hmax = D(1-KMindest) + 0,43 r + 0,72 t (1-5)
Wenn die Höhe des Werkstücks H>H istmax, kann ein Lochdrehformen zum Bruch der Orientierungskante der Teile führen. Zu diesem Zeitpunkt kann das erste Tiefziehen verwendet werden, und dann kann der Boden des Tiefziehens gestanzt und gebördelt werden. In diesem Fall ist zunächst die maximal erreichbare Bördelhöhe nach dem Vorziehen zu ermitteln und dann die Ziehhöhe und der Vorstanzdurchmesser entsprechend der Bördelhöhe und der Teilehöhe festzulegen.

h=(Dd)/2 – (r + t/2) – π(r + t/2)/2
Nach dem Beenden
h≈(Dd)/2 + 0,57r = D(1 – k)/2 + 0,57r (1-6)
Der Durchmesser des vorgefertigten Lochs ist d
d = KD oder d = D + 1. 14 r – 2 h (1-7)
Die Zeichnungshöhe h ist
h'=H – h + r (1-8)
Bördelndes, vertikales Randverdünnungsphänomen ist schwerwiegender. Sein ungefährer Wert wird wie folgt berechnet.
")
- Berechnung der Bördelkraft
Die Bördelkraft F ist im Allgemeinen klein. Bei Verwendung des zylindrischen Flachbodenstempels errechnet sich die Bördelkraft des Rundlochs zu
F = 1,1 π (Dd) t σs (1-10)
In der Formel:
F – Lochdrehkraft, N;
D – der mittlere Durchmesser der vertikalen Kante nach dem Bördeln, mm;
d – Anfangsdurchmesser des kreisförmigen Lochs, mm;
t – Dicke des Rohlings, mm;
σs —Streckgrenze des Materials, MPa.
- Würfeldesign umdrehen
Generell haben Drehwerkzeug und Ziehwerkzeug viele Gemeinsamkeiten, es gibt auch Blechhalter und Nichtblechhalter, Formal und Flip. Gleichzeitig braucht die Wendematrize den Matrizenrahmen in der Regel nicht einzustellen. Abb. 1-11 zeigt die Abmessungen und Formen einiger gängiger Rundloch-Wendestempel. Abb. 1-11 (a)~(c) zeigt den Bördelstempel mit großen Löchern. In Bezug auf den Vorteil der Bördelverformung ist der parabolische Stempel der beste, der Kugelstempel der nächste und der flache Stempel der zweite. Von der Stanzbearbeitungsschwierigkeit ist das Gegenteil zu sehen.
Abb. 1-11 (d) ~(f) zeigt ein Stempelende mit längerem Führungsteil. Abb. 1-11 (d) wird für Bördelungen mit einem Lochdurchmesser von mehr als 10 mm verwendet, Abb. 1-11 (e) wird für Bördelungen mit einem Lochdurchmesser von weniger als 10 mm verwendet und Abb. 1-11 (f ) wird zum ungenauen Bördeln ohne Vorbohrung verwendet. Der Radius der Ausrundung des Stempels sollte möglichst groß sein, was dem Lochdrehen förderlich ist.
Der einzelne Oberflächenspalt zwischen der konvexen und der konkaven Düse ist (0,75 ~ 0,85) mal dicker.

Abb. 1-11 Aufbau und Abmessungen von Bördelstempel und Matrize für runde Löcher

Abb. 1-11 Aufbau und Abmessungen von Bördelstempel und Matrize für runde Löcher
Bördeln von nicht kreisförmigen Löchern
Das runde Loch wird auch als speziell geformtes Loch bezeichnet, durch unterschiedliche Krümmungsradien des konvexen Bogens, des konkaven Bogens und der geraden Linien, die sich aufgrund der unterschiedlichen Spannungs- und Verformungseigenschaften jedes Teils bilden, kann der lineare Teil II-Bereich als betrachtet werden Biegeverformung, konvexer Bogenabschnitt Bereich I Bördelverformung, kann als konkaver Bogenbereich betrachtet werden Teil III Bereich kann als Ziehverformung angesehen werden, wie in Abb. 1-12.

Form und Aufweitungsmaß der vorgefertigten Löcher werden nach der Aufweitungsmethode Biegen, Drehen bzw. Ziehen berechnet und durch einen glatten Kreisbogen verbunden. Der Bördelbeiwert KF des nicht kreisförmigen Lochs (bezieht sich im Allgemeinen auf den Bördelkoeffizienten des kleinen kreisförmigen Bogenteils) kleiner sein kann als der Bördelkoeffizient K des kreisförmigen Lochs, der grob ist
KF= (0,85 ~ 0,90)K (1-11)
Für den Grenzbördelungskoeffizienten von nicht kreisförmigen Löchern siehe Tabelle 1-3 entsprechend dem Zentriwinkel α jedes Bogensegments.
| α(°) | 180~360 | 165 | 150 | 135 | 120 | 105 | 90 | 75 | 60 | 45 | 30 | 15 | 0 | |
| Das Verhältnis von d/t | 50 | 0.8 | 0.73 | 0.67 | 0.6 | 0.53 | 0.47 | 0.4 | 0.33 | 0.21 | 0.2 | 0.14 | 0.07 | Biegen Verformung |
| 33 | 0.6 | 0.55 | 0.5 | 0.45 | 0.4 | 0.35 | 0.3 | 0.25 | 0.2 | 0.15 | 0.1 | 0.05 | ||
| 20 | 0.52 | 0.48 | 0.43 | 0.39 | 0.35 | 0.30 | 0.26 | 0.22 | 0.17 | 0.13 | 0.09 | 0.04 | ||
| 12~8.3 | 0.5 | 0.46 | 0.42 | 0.38 | 0.33 | 0.29 | 0.25 | 0.21 | 0.17 | 0.13 | 0.08 | 0.04 | ||
| 6.6 | 0.48 | 0.44 | 0.4 | 0.36 | 0.32 | 0.28 | 0.24 | 0.2 | 0.16 | 0.12 | 0.08 | 0.04 | ||
| 5 | 0.46 | 0.42 | 0.38 | 0.35 | 0.31 | 0.27 | 0.23 | 0.19 | 0.15 | 0.12 | 0.08 | 0.04 | ||
| 3.3 | 0.45 | 0.41 | 0.375 | 0.34 | 0.30 | 0.26 | 0.225 | 0.185 | 0.145 | 0.11 | 0.08 | 0.04 |
Bördeln der Außenkante
Nach den Verformungseigenschaften kann man die Außenbördelung in Dehnungsbördelung und Druckbördelung unterteilen.
Verlängerungsbördelung
Bördeln auf einer Ebene oder Oberfläche entlang einer konkaven und nicht geschlossenen Kurve fällt alles in diese Kategorie, wie in Abb. 1-13 gezeigt. Das gemeinsame Merkmal des Bördelns besteht darin, dass die Verformungszone des Knüppels unter Einwirkung der tangentialen Zugspannung hauptsächlich eine tangentiale Dehnungsverformung erzeugt, sodass die Kante leicht zu brechen ist und der Verformungsgrad häufig durch E ausgedrückt wirdVerlängerung.
EVerlängerung=b/(Rb) (1-12)
Die zulässigen Verformungen gängiger Werkstoffe sind in Tabelle 1-4 aufgeführt.
| Name und Marke des Materials | EBewertungx100 | EDruckx100 | Name und Marke des Materials | EBewertungx100 | EDruckx100 | ||||||
| Gummiformteil | Formbildung | Gummiformteil | Formbildung | Gummiformteil | Formbildung | Gummiformteil | Formbildung | ||||
| Messing | H62 weich | 30 | 40 | 8 | 45 | Stahl | 10 | — | 38 | — | 10 |
| H62 hart | 10 | 14 | 4 | 16 | 20 | — | 22 | — | 10 | ||
| H68 weich | 35 | 45 | 8 | 55 | 1Cr18Ni9 weich | — | 15 | — | 10 | ||
| H68 halbhart | 10 | 14 | 4 | 16 | 1Cr18Ni9 hart | — | 40 | — | 10 | ||
| 2Cr18Ni9 | — | 40 | — | 01 | |||||||
| Aluminiumlegierung | L4 weich | 25 | 30 | 6 | 40 | Aluminiumlegierung | LF2 hart | 5 | 8 | 3 | 12 |
| L4 hart | 5 | 8 | 3 | 12 | LY12 weich | 14 | 20 | 6 | 30 | ||
| LF21 weich | 23 | 30 | 6 | 40 | LY12 hart | 6 | 8 | 0.5 | 9 | ||
| LF21 hart | 5 | 8 | 3 | 12 | LY11 weich | 14 | 20 | 4 | 30 | ||
| LF2 weich | 20 | 25 | 6 | 35 | LY11 hart | 5 | 6 | 0 | 0 |
Die längliche ebene Bördelverformung ist ähnlich der Lochbördelung. Beim Bördeln ist die Spannungsverteilung im Verformungsbereich ungleichmäßig, was zu dem Phänomen führt, dass die Höhe der senkrechten Kante nach dem Bördeln an beiden Enden hoch und in der Mitte niedrig ist. Um eine flache Bördelhöhe zu erhalten, sollten die Konturlinien an beiden Enden des Knüppels vor dem Bördeln beschnitten werden. Die durch die gepunktete Linie in Abb. 1-13 (a) gezeigte Form wird nach dem Trimmen geformt.
Beim Bördeln der länglichen Oberfläche tritt das Faltenbildungsphänomen leicht in der Mitte des Bodens des Knüppels auf. Im Allgemeinen sollte bei der Gestaltung der Matrize verwendet werden, um die Verwendung der starken Pressvorrichtung zu verhindern und gleichzeitig Bedingungen zu schaffen förderlich für das Bördeln, um den mittleren Teil des vorzeitigen Bördelns zu verhindern, der durch übermäßige Dehnungsverformung und sogar Rissbildung der vertikalen Kante verursacht wird.

Abb. 1-13. Verlängerungsbördelung
Bördeln vom Kompressionstyp
Die Bördelung einer Ebene oder Fläche entlang einer konvexen, nicht geschlossenen Kurve ist eine Druckbördelung, wie in Bild 1-14 dargestellt. Charakteristisch ist, dass der Knüppelverformungsbereich hauptsächlich tangentialer Druckspannung ausgesetzt ist, sodass das Werkstück beim Umformen leicht knittert. Verformungsgrad EDruck wird bezeichnet als
EDruck=b/(R+b) (1-13)

Abb. 1-14 Druckstufenbördelung
Die Bördelverformung in der Druckebene ähnelt dem Tiefziehen, da aufgrund der ungleichmäßigen Spannungsverteilung an der vertikalen Kante während des Bördelns die Höhe der vertikalen Kante des Teils nach dem Bördeln in der Mitte hoch und an beiden Enden niedrig erscheint.
Um eine flache vertikale Kante zu erhalten, muss die expandierte Form des Knüppels modifiziert werden, wie in Fig. 1-14 (a) gestrichelte Linie gezeigt. Bördeln kann nicht korrigiert werden, wenn die Höhe klein ist. Wenn die Bördelhöhe groß ist, sollte die Form außerdem so gestaltet sein, dass ein Falten der Pressvorrichtung verhindert wird.
Die Struktur des Bördelwerkzeugs
Die Aufbauarten gängiger Bördelwerkzeuge sind in Abb. 1-15 dargestellt, die dem Aufbau von Tiefziehwerkzeugen ähneln

Abb. 1-15 Aufbauarten von Bördelbacken
1 – Schubbrett; 2, 7, 9 – konvexe und konkave Matrize; 3 – Sterben; 4 – Locher;
5 – Stanzstempel; 6 – Rohling-Haltering; 8 – konkaver Stanzstempel; 10 – Dach
Abb. 1-16 zeigt das innere und äußere Bördelverbundwerkzeug. Aus der Zeichnung der Werkstückteile ist ersichtlich, dass die Innen- und Außenkanten des Werkstücks gebördelt werden müssen. Der Rohling wird auf Teil 7 positioniert und Teil 7 wird auf der Pressplatte 5 montiert. Teil 7 selbst ist die Bördelmatrize der Innenkante. Die Pressplatte muss mit dem Bördelstempel 3 der Außenkante zusammengebaut werden, um ihre genaue Position gemäß dem Spiel mit H7/h6 sicherzustellen. Zu diesem Zeitpunkt spielt die Pressplatte nicht nur die Rolle des Pressens und Formens. Beim Pressen bis zum unteren Totpunkt sollte es also in starrem Kontakt mit dem unteren Werkzeugsitz stehen und schließlich die Rolle des Oberteils übernehmen.
Nach dem Bördeln der Innenkante hob der Hebeblock 6 unter der Wirkung der Feder das Werkstück von der Matrize 7 zum Bördeln der Innenkante. Die Druckplatte 8 hält aufgrund der Rolle der Feder immer Kontakt mit dem Rohling. Um den unteren Totpunkt und die feststehende Platte 2 des Stempels in starren Kontakt zu bringen, spielt die Druckplatte 8 auch eine formende Rolle, aus dem Werkstück heraus ist es relativ glatt. Beim Ausformen der Teile, unter Berücksichtigung der möglicherweise unzureichenden Federkraft, wird die endgültige Verwendung der starren Schiebevorrichtung aus dem Werkstück herausgedrückt.

1 – äußerer Flanschstempel; 2 – Locherbefestigungsplatte; 3 – Außenkantenbördelstempel; 4 – Innenkantenbördelstempel; 5 – Druckplatte; 6 – Block des oberen Stücks; 7 – Innenkantenbördelwerkzeug; 8 – Druckplatte
Prall
Unter der Wirkung des Stempels wird der Rohling gezwungen, die Dicke zu verringern und die Oberfläche zu vergrößern, um die Geometrie der Teile des Stanzbearbeitungsverfahrens zu erhalten, das als Ausbeulen bezeichnet wird. Der Wölbungsprozess hat seine einzigartigen Eigenschaften, die Wölbungsverformungszone in Richtung der Plattenoberfläche ist ein zweiseitiger Zugspannungszustand, in Richtung der Plattendicke ist die Verformung dünner, dh die Dicke wird dünner und die Oberfläche vergrößert. Das Ausbeulen wird hauptsächlich zum lokalen Umformen von flachen Rohlingen wie Verstärkungsstäben, Mustermustern und Markierungen, zum Ausbeulen von hohlen Rohlingen wie Bälgen, Hochdruckgasflaschen und kugelförmigen Behältern und zum Zugformen von dünnen Platten wie z Flugzeug- und Autohaut. Die üblicherweise verwendeten Ausbeulverfahren umfassen das Ausbeulen mit starrer Form und das Ausbeulen mit weicher Form mit Flüssigkeit, Gas, Gummi und anderen Kraftmedien.
Aufgrund der einfachen Formstruktur des Werkstücks und der gleichmäßigen Verformung kann die weiche Formwölbung das Werkstück mit komplexer Form formen. Der Erforschung und Anwendung des Ausbeulens weicher Matrizen wurde immer mehr Aufmerksamkeit geschenkt, wie z.

Verformungseigenschaften des Ausbeulens
Abb. 1-18 zeigt die Wölbungszone und ihr prinzipielles Spannungs-Dehnungs-Diagramm, wenn der Kugelkopfstempel die Platine wölbt. Der geschwärzte Teil stellt den vorgewölbten Bereich dar. Die Wölbungsverformung hat die folgenden Eigenschaften.

- Die pralle Verformung aufgrund des Rohlings durch die größere Niederhalterkraft oder weil der Rohlingsdurchmesser mehr als das 3- bis 4-fache des Durchmessers des Matrizenlochs beträgt, die plastische Verformung auf einen festen Verformungsbereich begrenzt ist, wird das Blechmaterial nicht übertragen in die Verformungszone, noch von außerhalb der Verformungszone in die Verformungszone.
- Im Wölbungsverformungsbereich ist die Wölbungsverformung ein bidirektionaler Zugspannungszustand in Plattenrichtung (die Spannung in Plattendickenrichtung wird vernachlässigt). Die Verformung wird hauptsächlich durch Verdünnen in Materialdickenrichtung vervollständigt, wodurch die Dehnung in Plattenrichtung unterstützt wird. Nach der Verformung nimmt die Materialdicke ab und die Oberfläche zu.
- Da die Dicke des Rohlings relativ zur Außengröße des Rohlings sehr klein ist, ist die Änderung der Zugspannung entlang der Dickenrichtung der Platte während der Wölbungsverformung sehr klein, also wenn die Wölbungskraft nach dem Rückprall entfernt wird klein, die Geometrie des Werkstücks lässt sich leicht fixieren und die Maßhaltigkeit lässt sich leicht sicherstellen.
- Aufgrund des bidirektionalen Zugspannungszustandes des Werkstoffes in Richtung der Platte bei praller Verformung wird die Umformgrenze hauptsächlich durch Zugbruch eingeschränkt. Daher ist die Verformung nicht einfach, um das Phänomen der Instabilität und Faltenbildung zu erzeugen, die Oberfläche der fertigen Teile ist glatt und die Qualität ist gut.
Welligkeitsbildung bei Flachknüppeln
Wenn die Größe des Rohlings größer als das 3-fache der Verformungsgröße ist, tritt die Verformung nur im Kontaktbereich mit dem Stempel auf, was die lokale Ausbeulung des Rohlings ist. Die in der Produktion üblichen sind die Pressbewehrung, konvexe Rümpfe, Vertiefungen, Muster und Markierungen usw. Abbildung 1-19 zeigt einige Beispiele für das Formen von Wellen mit dieser Methode. Nach wellenförmig Stanzteile bilden, aufgrund der Änderung des Trägheitsmoments der Teile und der Materialverfestigung, kann die Steifigkeit und Festigkeit der Teile effektiv verbessern. Die Technologie des Pressens von Bewehrungsstäben ist in der Produktion weit verbreitet.

Abb. 1-19 Beispiele für ausgebeulte Teile
Die Formen und Abmessungen der Steifen sind in Tabelle 1-5 dargestellt. Kommt es in der Knüppelkante zu lokalen Aufwölbungen, weil das Kantenmaterial schrumpft, so sollte vorab der Schnittrand nach der Umformung beiseite gelegt und dann ausgeschnitten werden.
| Name | Diagramm | R | h | D oder B | R | |
| Gepresste Rippe | 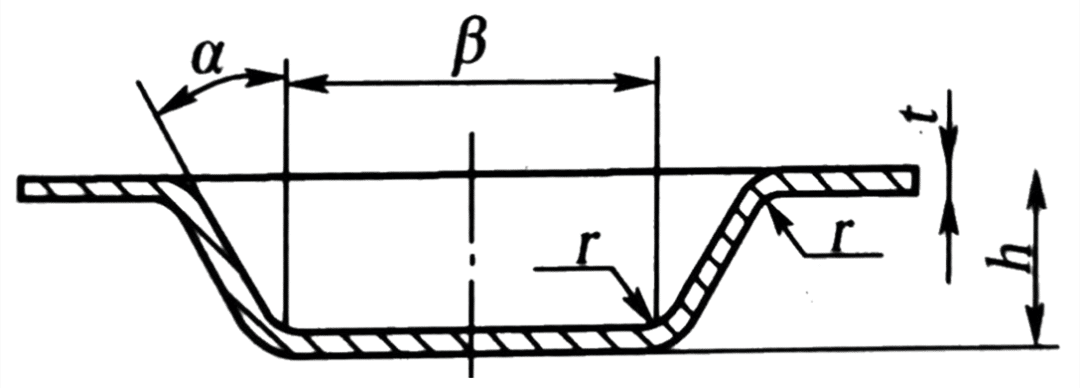 | (3-4)t | (2-3)t | (7-10)t | (1-2)t | |
| Prägung | 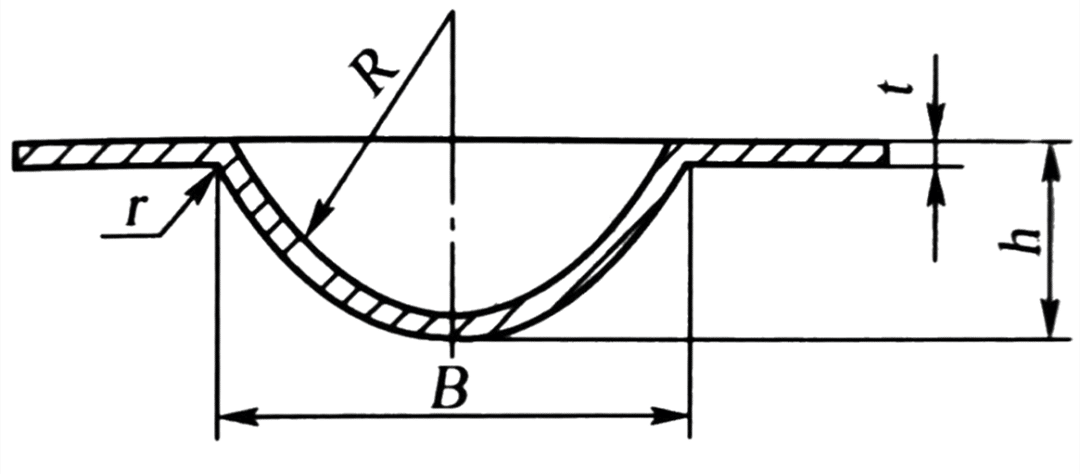 | (1,5-2) t | ≥3 Std | (0,5-1,5) t | 15°~30° | |
| Diagramm | D (mm) | Länge (mm) | L (mm) | |||
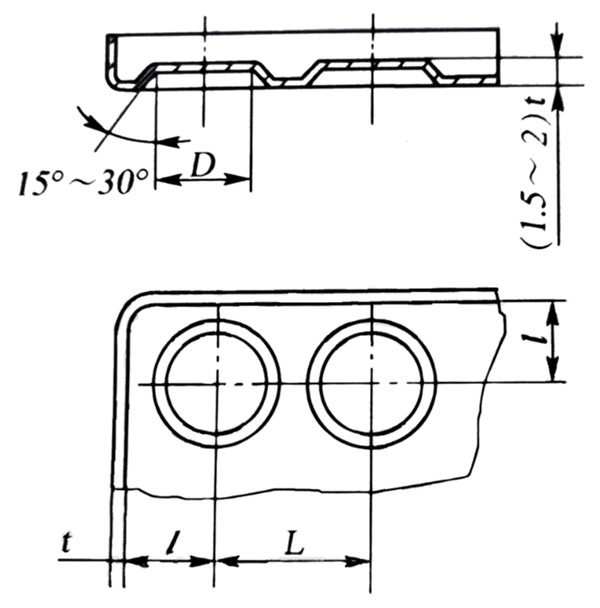 | 6.5 8.5 10.5 13 15 18 24 31 36 43 48 55 | 10 13 15 18 22 26 34 44 51 60 68 78 | 6 7.5 9 11 13 16 20 26 30 35 40 45 |
Üblicherweise gibt es zwei Methoden, um den Grad der endgültigen Verformung beim Wellenformverfahren zu bestimmen, nämlich das Prüfverfahren und das Berechnungsverfahren. Der endgültige Verformungsgrad beim Wellenformen wird hauptsächlich von den Materialeigenschaften, der geometrischen Form der Teile, der Werkzeugstruktur, dem Wölbungsverfahren und der Schmierung beeinflusst. Insbesondere bei Teilen mit komplexer Form ist die Spannungs- und Dehnungsverteilung komplexer. Die gefährlichen Teile und der Grad der endgültigen Verformung werden im Allgemeinen durch das Prüfverfahren bestimmt. Für relativ einfache wellenförmige Umformteile kann der endgültige Verformungsgrad näherungsweise nach folgender Gleichung bestimmt werden, wie in Bild 1-20 dargestellt.
εultimative l0 ( ll0 ) x 100% ≤ K [ δ ] (1-14)
In der Formel
εultimative —Der endgültige Verformungsgrad der wellenförmigen Umformung;
ll0— sind jeweils die Länge vor und nach Verformung des Materials, mm;
[ δ ] – Dehnung des Materialabschnitts;
K – Formbeiwert, Bewehrung K = 0,70 ~ 0,75 (kugelförmige Bewehrung ist der größte Wert, trapezförmige Bewehrung ist der kleinste Wert).

Wenn die erforderlichen Versteifungen des Bauteils den Grenzverformungsgrad überschreiten, kann das Verfahren nach Bild 1-21 angewendet werden. Beim ersten Verfahren wird ein kugelförmiger Stempel mit großem Durchmesser zum Ausbeulen verwendet, um ein Bearbeitungsteil wie in Abb. 1-21 (a) gezeigt zu erhalten. Im zweiten Verfahren werden die erforderliche Form und Größe des Teils wie in Abb. 1-21 (b) gezeigt erhalten. Reichen diese beiden Verfahren nicht aus, muss die Werkstücktiefe reduziert werden.

- Wenn der starre Stempel verwendet wird, um die Versteifungen in den Flachbolzen zu pressen, kann die folgende Formel den erforderlichen Stanzdruck berechnen.
F=tσBKL (1-15)
In der Formel
F – Impulsdruck, N;
L – Umfang der Versteifungen, mm;
t – Materialstärke, mm;
σB—Die Zugfestigkeit des Materials, MPa;
K – Koeffizient, nehmen Sie im Allgemeinen 0,7–1,0 an (nehmen Sie einen großen Wert an, wenn die Form der Bewehrung schmal und tief ist, nehmen Sie einen kleinen Wert an, wenn die Breite flach ist).
- Bei lokaler Ausbeulung von Kleinteilen mit einer Dicke von weniger als 1,5 mm und einer Umformfläche von weniger als 2000 mm2 an der Kurbelpresse durchgeführt wird, kann der erforderliche Stanzdruck F durch folgende Formel angenähert werden.
F=Kt2A (1-16)
In der Formel
F – Wölbungsstempeldruck, N;
T – Materialstärke, mm;
A – Vorwölbungsbereich, mm2;
K—Koeffizient ist 200~300 N/mm4 für Stahl und 50 ~ 200 N/mm4 für Kupfer und Aluminium.
Die Wölbung des Hohlblocks
Das Ausbeulen eines hohlen Knüppels ist allgemein als Ausbeulen bekannt. Es ist ein Stanzprozess, bei dem sich die hohlen Arbeitsteile oder der röhrenförmige Rohling entlang der radialen Richtung nach außen ausdehnt. Durch dieses Verfahren können Produkte oder Teile wie Hochdruckgaszylinder, kugelförmige Behälter, Faltenbälge, Fahrrad-T-Stücke und so weiter geformt werden.
Grad der Wölbungsverformung
Wenn sich der Hohlblock wölbt, wird das Material einer Zugspannung ausgesetzt, um eine Zugverformung zu erzeugen, und der endgültige Verformungsgrad wird durch den Wölbungskoeffizienten K ausgedrückt, wie in Abb. 1-22 gezeigt.
K = dmax/D (1-17)
In der Formel
K – Ausbeulkoeffizient und Grenzausbeulkoeffizient (dmax erreicht den Grenzwert d'max beim Ausbeulen) wird durch K ausgedrücktmax;
Dmax—Der maximale Durchmesser der Teile nach dem Ausbeulen, mm;
D – Ursprünglicher Durchmesser des Hohlknüppels, mm.

Die Beziehung zwischen dem Grenzausbeulungskoeffizienten K und der tangentialen Dehnung des Knüppels ist
δ = (dmax – D ) = K – 1 oder K = 1 – δ (1-18)
Da der Umformgrad des Knüppels durch die Materialdehnung begrenzt ist, lässt sich der entsprechende Grenzausbeulkoeffizient nach obiger Formel berechnen. Der ungefähre Wert des Grenzwölbungskoeffizienten des Materials kann durch Nachschlagen in der Tabelle bestimmt werden. Tabelle 1-6 und Tabelle 1-7 sind die Wölbungskoeffizienten einiger Materialien als Referenz.
| Material | Relative Rohlingsdicke (t / D) x (%) | Relative Rohlingsdicke (t / D) x (%) | Relative Rohlingsdicke (t / D) x (%) | Relative Rohlingsdicke (t / D) x (%) |
| 0.35~0.45 | 0.28~0.32 | |||
| Glühen | Ohne Glühen | Glühen | Ohne Glühen | |
| Aluminium | 1.25 | 1.2 | 1.2 | 1.15 |
| 10 Stahl | 1.2 | 1.10 | 1.15 | 1.05 |
| Ausbeulmethode | Wölbungskoeffizient begrenzen |
| Mit einer einfachen Wölbung aus Gummi | 1.2~1.25 |
| Ausbeulen eines Rohlings durch Aufbringen eines Radiergummis unter axialem Druck | 1.6~1.7 |
| Ausbeulen bei lokaler Erwärmung auf 200~500℃ | 2.0~2.1 |
| Das Ende des sich verjüngenden Stempels wird durch Erhitzen auf 380 ° C ausgebaucht | ~3.0 |
Berechnung des prallen Knüppels
Wie aus Bild 1-22 ersichtlich, ist der Rohlingsdurchmesser D
D = dmax/K (1-19)
Die Länge des Leerzeichens L ist
L = l [ l + (0,3~0,4) δ ] + b (1-20)
In der Formel
l – Die Länge des Busses in der Verformungszone, mm;
δ – Die Dehnung des Knüppels beim tangentialen Strecken;
B – Trimmrand, nehmen Sie im Allgemeinen b = 5~15 mm.
0,3–0,4 – Der Koeffizient, der erforderlich ist, um die Höhe aufgrund der tangentialen Dehnung zu reduzieren.
Bestimmung der Ausbeulkraft
Die für das Ausbeulen von Hohlblöcken erforderliche Ausbeulkraft F kann wie folgt berechnet werden:
F = p*A (1-21)
In der Formel
p – Druck pro Flächeneinheit, der zum Ausbeulen erforderlich ist, MPa;
A – Vorwölbungsbereich, mm2.
Der zum Ausbeulen erforderliche Druck p pro Flächeneinheit kann durch die folgende Gleichung angenähert werden.
p = 1,16 σB* 2t / Tagmax (1-22)
In der Formel
σB—Zugfestigkeit des Materials, Mpa;
Dmax—Der maximale Wölbungsdurchmesser, mm;
t – Die ursprüngliche Dicke des Materials, mm.
Ausbeulmethode
Die Verfahren zum Ausbeulen von Hohlteilen werden im Allgemeinen in Ausbeulen mit starrem Stempel und Ausbeulen mit weichem Stempel unterteilt.
Wie in Abb. 1-23 zu sehen ist, wölbt sich der starre Stempel. Der Stempel hat die Form einer Komponentenklappe, und das sich verjüngende Pellet wird verwendet, um den geteilten Stempel herauszudrücken, damit sich die Arbeitsteile aus der erforderlichen Form wölben. Je höher die Anzahl der gelappten Stempel, desto besser die Form des Werkstücks und die Genauigkeit. Die Nachteile bestehen jedoch darin, dass es schwierig ist, den richtigen Drehkörper mit hoher Präzision zu erhalten, die Verformung nicht gleichmäßig ist und die Formstruktur komplex ist.

1 – Geteilter Stempel; 2 – Spindel; 3 – Leer; 4 – Kolben
Wie in Abb. 1-24 gezeigt, weiche Stempelausbeulung, deren Prinzip die Verwendung von Gummi, Flüssigkeit, Gas und Stahlschrot anstelle von starrem Stempel ist. Die gleichmäßige Verformung von weichen Stempeln mit prallen Knüppeln kann komplexe Formen von Teilen bilden, weshalb sie in der Produktion weit verbreitet ist.

Abb. 1-24 Ausbauchung des weichen Stempels
1 – Locher; 2 – Konkave Blockmatrize; 3 – Gummi; 4 – Seitenkeil; 5 – Flüssigkeit
Mund verkleinern
Schrumpfen ist ein Umformverfahren, bei dem der Durchmesser der Mündung eines rohrförmigen oder vorgezogenen zylindrischen Teils durch Druck an der Mündung verringert wird, die in Stempelpressmaul und Rotationspressmaul unterteilt wird. Die Schrumpftechnologie ist im täglichen Leben weit verbreitet und kann für Patronenhülsen, Granaten, Stahlgasflaschen, Fahrradrahmenerhöhungen, Fahrradpolstersattelrohre, Stahlrohrzüge usw. verwendet werden.
Verformungsgrad und Verformungsverhalten des Schrumpfmauls
Abb. 1-25 zeigt das Spannungs-Dehnungs-Diagramm der Schwindung. Beim Schneiden sollte die maximale Hauptspannung die tangentiale Druckspannung sein, die Knüppelverformungszone durch die Wirkung der bidirektionalen Druckspannung, so dass die Knüppelhöhe zunahm, die Wandstärke und der Durchmesser abnahmen. Gleichzeitig kann in der unverformten Zone eine axiale Instabilitätsverformung an der Zylinderwand unter der Wirkung des Schrumpfungsdrucks F auftreten. Daher wird der endgültige Verformungsgrad der Schrumpfung hauptsächlich durch den Instabilitätszustand beschränkt und das Hauptproblem auf gelöst werden soll, um die Instabilität zu verhindern.
Der Schwindungskoeffizient N wird verwendet, um den Verformungsgrad der Schwindung darzustellen, wie in Abb. 1-25 gezeigt.
n = d / D (1-23)

In der Formel
d – Durchmesser nach dem Schrumpfen, mm;
D – Durchmesser vor Schrumpfung, mm.
Je kleiner der Schwindungskoeffizient N, desto größer der Verformungsgrad. Tabelle 1-8 ist der durchschnittliche Schrumpfungskoeffizient von verschiedene Materialien und Dicken, und Tabelle 1-9 ist der Referenzwert des zulässigen Grenzschrumpfungskoeffizienten verschiedener Materialien und Stützarten. Aus Tabelle 1-8 und Tabelle 1-9 ist ersichtlich, dass je besser die Plastizität des Materials ist, desto größer die Dicke und desto kleiner der Schrumpfungskoeffizient. Außerdem kann der Grenzschrumpfungskoeffizient kleiner sein, wenn die Form die Zylinderwand stützt.
| Material | Materialstärke t (mm) | Materialstärke t (mm) | Materialstärke t (mm) |
| 1 | >0,5 ~ 1 | ~ 0.5 | |
| Stahl | 0.7 ~ 0.65 | 0.75 | 0.8 |
| Messing | 0.7 ~ 0.65 | 0.8 ~ 0.7 | 0.85 |
| Material | Unterstützender Weg | Unterstützender Weg | Unterstützender Weg |
| Nicht unterstützt | Unterstützung von außen | Die interne und externe Unterstützung | |
| Aluminium | 0.65 ~ 0.72 | 0.53 ~ 0.57 | 0.27 ~ 0.32 |
| Duraluminium (geglüht) | 0.73 ~ 0.80 | 0.60 ~ 0.63 | 0.35 ~ 0.40 |
| Duraluminium (Abschrecken) | 0.75 ~ 0.80 | 0.68 ~ 0.72 | 0.40 ~ 0.43 |
| Messing H62, H68 | 0.65 ~ 0.70 | 0.50 ~ 0.55 | 0.27 ~ 0.32 |
| Baustahl | 0.70 ~ 0.75 | 0.55 ~ 0.60 | 0.30 ~ 0.35 |
Berechnung des Schwindungsprozesses
Die Anzahl der Schrumpfungen
Wenn der Schwindungskoeffizient n des Werkstücks größer ist als der zulässige Schwindungskoeffizient, kann es sich um eine Schrumpfumformung handeln. Andernfalls sind mehrere Kontraktionen erforderlich. Die Zahl der Schrumpfungen k kann nach folgender Formel abgeschätzt werden.
k = lgn / lgn0 = ( lgd – lgD ) / lgn0 (1-24)
In der Formel, n0 ist der durchschnittliche Schrumpfungskoeffizient, wie in Tabelle 1-8 gezeigt.
Bei Mehrfachkontraktionen ist der erste Kontraktionskoeffizient n1 = 0,9 k0 wird im Allgemeinen genommen, und die nachfolgende ist nx = (1,05~1,10) k0. Führen Sie am besten nach jedem Schrumpfvorgang eine Glühbehandlung durch.
Durchmesser jeder Schrumpfung
D1=n1D
D2=nxD1=n1nxD
D3=nxD1=n1nx2D
…
Dx=nxDx-1=n1nxx-1D (1-25)
Dx muss gleich dem Schrumpfdurchmesser des Werkstücks sein. Nach dem Schrumpfen sollte das Werkstück aufgrund des Rückpralls 0,51 TP2T ~ 0,81 TP2T größer sein als die Formgröße.
Höhe des Knüppels
Für das schrumpfende Werkstück nach Bild 1-26 errechnet sich die Höhe des Knüppels vor dem Schrumpfen nach folgender Formel.

Werkstücke wie in Abbildung 1-26 (a) gezeigt:

Werkstücke wie in Abbildung 1-26 (b) gezeigt:

Werkstücke wie in Abbildung 1-26 (c) gezeigt:

Reduzierende Kraft
Wie in Abb. 1-26 (a) gezeigt, kann die Schrumpfkraft des konischen Teils mit der folgenden Formel berechnet werden.

In der Formel
μ – Der Reibungskoeffizient zwischen dem Rohling und der Kontaktfläche der Matrize;
b – Zugfestigkeit des Materials, MPa;
K – Geschwindigkeitsbeiwert, K=1,15 bei Arbeiten an der Kurbelpresse.
Die anderen Symbole sind in Abbildung 1-26 dargestellt.
Schrumpfwerkzeugstruktur
Wie in Abb. 1-27 gezeigt, besteht die Struktur eines typischen Schrumpfwerkzeugs aus Nr. 08-Stahl mit einer Materialstärke von 1 mm. Durch das Tiefziehen des Zylinders und den anschließenden Schrumpfprozess entsteht das Werkstück. Das Arbeitsprinzip der Matrize besteht darin, dass der Rohling zuerst in die äußere Stützhülse eingelegt wird, die obere Matrize nach unten zeigt, die äußere Stützhülse und die konkave Matrize zuerst kontaktiert werden, um das Schrumpfformen abzuschließen. Die Form drückt das Material durch den Weg des Stanzens.

1 – Schubstange; 2 – untere Schablone; 3, 14 – Schrauben; 4, 11 – Stift; 5 – feste Platte; 6 – Blockieren; 7 – Swing-Ärmel; 8 – Sterben; 9 – oberer Auslass; 10 – Schablone; 12 – Futterstange; 13 – Formgriff; 15 – Führungssäule; 16 – Führungsbuchse



Erleichtern Sie mir die Konstruktion komplexerer Umformwerkzeuge.