4 tipos de deformações locais no processo de estampagem de metal

Tempo estimado de leitura: 37 minutos
Introdução ao processo de estampagem de metais
O processo de estampagem mais básico, como corte, dobra, estampagem profunda, além disso, haverá outros processos de estampagem, como processos de estampagem escolar, flangeamento, abaulamento e redução. O processo de estampagem tem em comum a deformação local, eles são todos através do método de deformação local para alterar a forma do material ou processo e tamanho do blank. Ou seja, com uma variedade de diferentes propriedades de deformação local para alterar a forma e o tamanho do blank (ou por estampagem, dobra, desenho e outros métodos de produtos semi-acabados) do processo de estampagem é chamado de conformação. Ou além de flexão e estampagem profunda para produzir deformação plástica, outros processos de estampagem podem ser chamados de conformação, a forma principal, flangeamento, encolhimento, abaulamento e conformação ondulada, etc.
Diferentes métodos de moldagem têm suas próprias características diferentes. Em relação à forma, por se tratar de uma deformação de traço local, geralmente não produzirá fenômeno de enrugamento ou fissuração, o principal problema é o retorno elástico. Para flangear, abaulamento, muitas vezes aparecem o fenômeno de danos à tração, isso ocorre principalmente porque eles são deformação de tração, tensão de tração da área de deformação é muito grande. Sobre retração e flangeamento externo, instabilidade e enrugamento são muitas vezes causados por tensão de compressão excessiva de deformação, pois são submetidos a deformação por compressão. Na formulação do processo de conformação e projeto da matriz, cada parâmetro do processo deve ser razoavelmente determinado de acordo com as características de deformação.
Neste artigo, o projeto das matrizes de flangeamento das peças da bucha, conforme mostrado na Fig. 1-1, é usado como suporte para exibir de forma abrangente quatro processos de conformação, como dimensionamento, flangeamento, encolhimento e abaulamento.

Quatro tipos de deformações locais
Correção de forma
A correção de forma inclui nivelamento e modelagem, que pertence ao processo de formação de curativos. É realizado principalmente após a estampagem, dobra, estampagem profunda e outros processos de estampagem, principalmente para aparar a rugosidade, o raio do filete ou alguma forma e tamanho das peças de estampagem de acordo com os requisitos qualificados.
O processo de modelagem suave da escola tem as seguintes características.
- A precisão do molde usado para calibração é alta porque a precisão da peça após a calibração é maior.
- Somente na posição local do procedimento de trabalho para produzir pequenas deformações plásticas para atingir o objetivo de melhorar a forma e a precisão dimensional das peças.
- Como a calibração pertence ao processo de acabamento e o retorno elástico é o principal problema, a força de calibração deve ser aplicada às peças do processo quando a prensa atingir o ponto morto inferior. O melhor equipamento utilizado é a prensa fina ou prensa mecânica com boa rigidez e dispositivo de proteção contra sobrecarga.
O nivelamento
O nivelamento geralmente é realizado após o processo de blanking. Como a estampagem após a produção da dobra da cúpula, especialmente o dispositivo de não prensagem da estampagem contínua resultante da produção de mais irregulares. Para a planicidade dos requisitos mais elevados das peças terão de ser niveladas.
De acordo com a espessura da folha e os requisitos da superfície, você pode usar o nivelamento de matriz suave ou nivelamento de matriz de dente.
Para finos macios e que não permitem reentrâncias na superfície das peças, geralmente deve-se utilizar o nivelamento de matrizes lisas. A matriz lisa tem pouco efeito na alteração do estado de tensão interna do material, e ainda há um grande rebote, especialmente para as peças de materiais de alta resistência. O efeito de nivelamento é fraco. Na produção real, às vezes as peças do procedimento de trabalho são empilhadas de costas (dobrando na direção oposta) para nivelar, o que pode receber um certo efeito. A fim de fazer com que o nivelamento não seja afetado pela precisão de orientação do bloco deslizante da prensa, a matriz de nivelamento deve adotar uma estrutura flutuante. Conforme mostrado na Fig. 1-2, a matriz de nivelamento é lisa. Aplicação de matriz lisa para calibração, devido ao maior rebote, especialmente para peças de material de alta resistência, o efeito de nivelamento é relativamente ruim.

Fig. 1-2 Diagrama esquemático da matriz de nivelamento flutuante suave
Para os requisitos de planicidade são altos, o material é de peças grossas ou o limite de resistência é de peças de material duro alto, geralmente adotam o nivelamento do molde de nivelamento dos dentes. Existem dois tipos de matriz de formato de dente: dentes finos e dentes grossos. Os dentes superiores e os dentes inferiores são cruzados, como mostrado na Fig. 1-3, em que os dentes finos são mostrados na Fig. 1-3 (a), os dentes grossos são mostrados na Fig. 1-3 (b), e o tamanho do dente é mostrado na figura. Após o nivelamento com uma matriz de nivelamento de dentes finos, a superfície da peça de trabalho apresenta marcas residuais de dentes finos. A matriz de nivelamento de dentes grossos é adequada para a espessura menor de alumínio, bronze, latão e outras peças. A matriz de nivelamento do dente faz com que o plano escolar das peças forme muitos pequenos pontos de deformação plástica, altere o estado de tensão original das peças, reduza o rebote e o efeito de nivelamento seja bom.
A força de nivelamento pode ser calculada de acordo com a seguinte fórmula:
F=AP (1-1)
Na fórmula:
F—força de nivelamento, N;
A—área das peças de nivelamento, mm2;
P—Pressão por unidade de área de nivelamento, MPa, conforme mostrado na Tabela 1-1.

Fig. 1-3 Diagrama esquemático da matriz de alinhamento do dente
| Métodos | P (MPa) | Métodos | P (MPa) |
| Nivelamento de superfície lisa Nivelamento de matriz | 50~80 | Modelagem de peças de formato aberto | 50~100 |
| Nivelamento de dentes finos Nivelamento de matrizes | 80~120 | Peças de estampagem profunda para reduzir o filete e na parte inferior, modelagem lateral | 150~200 |
| Nivelamento de dentes grossos Nivelamento de matrizes | 100~150 |
A modelagem
Moldagem comumente usada em estampagem profunda, dobra ou outros processos de conformação, através do processo de usinagem, estampagem basicamente tomou forma, mas talvez o raio seja muito grande ou uma certa forma e tamanho ainda não tenham atingido os requisitos dos produtos, você pode use o molde de plástico para produzir o processo de deformação plástica localizada, para atingir o objetivo de melhorar a precisão. O molde de conformação e o molde de conformação antes do processo são semelhantes, mas a precisão e rugosidade da peça de trabalho são maiores, e o raio do filete e a folga são menores.
O método de modelagem de peças de dobra é mostrado na Fig. 1-4. Ao moldar, todo o procedimento de trabalho está no estado de tensão da compressão em três direções, o que altera o estado de tensão do procedimento de trabalho para obter um melhor efeito de modelagem. O comprimento do produto semi-acabado antes da moldagem é ligeiramente maior que o comprimento das peças para garantir que o material esteja em um estado de tensão de três vias ao moldar.

Fig. 1-4. Modelagem de peças dobradas
A forma das peças de desenho flangeadas é mostrada na Fig. 1-5. A modelagem do raio do filete na raiz do flange pequeno requer que a parte externa do filete seja preenchida com material. Se o raio do filete mudar muito, a altura dos produtos semi-acabados pode ser maior que a altura das peças durante o projeto do processo. O suplemento de material pode ser obtido da parte reta da parede durante a modelagem, conforme mostrado na Fig. 1-5 (a) (h' é a altura dos produtos semiacabados e h é a altura dos produtos acabados).
Se a altura do produto semi-acabado for igual à altura das peças, o suplemento de material também pode ser obtido pela contração do flange. No entanto, quando o diâmetro do flange é muito grande, o encolhimento não pode ser alcançado no processo de modelagem. Neste momento, o material só pode ser complementado pelo desbaste da raiz e do material próximo, conforme mostrado na Fig. 1-5 (b) como mostrado, a partir das características de deformação, é equivalente a um pequeno abaulamento de deformação, de modo que o a precisão da modelagem é alta, mas a parte de deformação do alongamento do material não deve ser maior que 2% ~ 5%, caso contrário, o alongamento excessivo das peças pode quebrar.

As peças de estampagem profunda cilíndricas retas podem fazer com que a folga do molde de plástico seja igual a (0,9 ~ 0, 95) t, as peças de plástico de parede reta um pouco mais finas. Esta modelagem também pode ser feita em conjunto com o processo final de estampagem profunda.
Flange
Flange é a borda do furo ou a borda externa da peça sob a ação do molde para virar a vertical ou um certo ângulo da borda reta. De acordo com as características do processo, o flangeamento pode ser dividido em flangeamento interno (como mostrado na Fig. 1-6 (a) e (b)) e flangeamento externo. O flangeamento da borda externa pode ser dividido em flangeamento da borda externa convexa (como mostrado na Fig. 1-6 (c)); A borda externa côncava flangeada (como mostrado na Fig. 1-6 (d)). Além disso, de acordo com a alteração da espessura da borda vertical, ela pode ser dividida em flangeamento fino constante e flangeamento desbaste. As peças flangeadas reais são mostradas na Fig. 1-7.


Flange do furo interno
Flange de furo redondo
- Características de deformação e coeficiente de flangeamento de flangeamento de furo redondo
O método de grade também pode ser usado para flangear furos redondos. A deformação pode ser analisada observando as mudanças da malha antes e depois da deformação, conforme mostrado na Fig. 1-8. Pode-se ver na Figura que a área de deformação é a parte anular entre os diâmetros d e D1. Após o flangeamento, a grade de coordenadas muda da forma de leque para o retângulo. Pode-se observar que o material na zona de deformação se alonga ao longo da direção tangencial, e quanto mais próximo estiver do orifício, maior será o alongamento, que se aproxima do estado de tensão de tração unidirecional. A deformação tangencial é a maior das três deformações principais. A distância entre os círculos concêntricos não muda significativamente, então a deformação radial é pequena e o tamanho radial é ligeiramente reduzido.
A espessura da parede da aresta vertical é afinada, especialmente no orifício. Os estados de tensão e deformação mostrados na figura refletem essas características de deformação da análise acima. O principal perigo do flange de furo redondo é que a borda do furo está rachada. A condição de ruptura depende do grau de deformação.

O grau de deformação do flangeamento do furo circular é representado pela razão entre o diâmetro d do furo pré-moldado antes do flangeamento e o diâmetro D após o flangeamento K. Ou seja:
K=d/D (1-2)
K é chamado de coeficiente de flanger. Obviamente, K é sempre menor que 1. Quanto menor o valor de K, maior o grau de deformação. Ao flangear, o valor mínimo K que pode ser alcançado sob a condição de que a borda do furo não rache é chamado de coeficiente limite de flangeamento expresso por Kmin. Os principais fatores que afetam o coeficiente de flangeamento limite são as propriedades mecânicas do material, a forma do punção, a relação da abertura antes do flangeamento com a espessura do material e o método de processamento do furo pré-fabricado do material, etc. Os furos pré-fabricados são processado principalmente por perfuração ou perfuração. Os coeficientes de flangeamento limitantes do aço de baixo carbono sob várias condições e os coeficientes de flangeamento de vários materiais são mostrados na Tabela 1-2.
| Formulário de perfuração | Método de processamento de furos | Diâmetro relativo do furo pré-fabricado | ||||||||||
| 100 | 50 | 35 | 20 | 15 | 10 | 8 | 6.5 | 5 | 3 | 1 | ||
| Punção cilíndrica | Perfuração | 0.80 | 0.70 | 0.60 | 0.50 | 0.45 | 0.42 | 0.40 | 0.37 | 0.35 | 0.30 | 0.25 |
| 0.85 | 0.75 | 0.65 | 0.60 | 0.55 | 0.52 | 0.50 | 0.50 | 0.48 | 0.47 | - | ||
| Soco protuberante | Perfuração | 0.70 | 0.60 | 0.52 | 0.45 | 0.40 | 0.36 | 0.33 | 0.31 | 0.30 | 0.25 | 0.20 |
| 0.75 | 0.65 | 0.57 | 0.52 | 0.48 | 0.45 | 0.44 | 0.43 | 0.42 | 0.42 | - |
Observação:
Quando o Kmin valor na tabela for usado, pequenas rachaduras aparecerão na borda da boca após o flangeamento real. Se a peça de trabalho não rachar, o coeficiente de flangeamento deve ser aumentado em 10% ~ 15%.
A altura h da primeira estampagem profunda e depois do torneamento do furo pode ser conhecida na Fig. 1-10 (calculada de acordo com a linha do meio).
- O cálculo do processo de flangeamento de furo redondo
No cálculo do processo de flangeamento, é necessário calcular o diâmetro do furo pré-fabricado d de acordo com o tamanho da peça D e calcular a altura de flangeamento H. é necessário desenhar o primeiro, perfurar os furos na parte inferior do desenho e depois o flange. Este artigo discute dois tipos de flangeamento plano e flangeamento profundo, respectivamente.
Antes do flangeamento, os furos pré-fabricados precisam ser processados no tarugo, conforme mostrado na Fig. 1-9. A fórmula para determinar o diâmetro do furo pré-fabricado d é a seguinte

d = D-2 (H-0,43r-0,72t) (1-3)
A equação acima pode ser convertida para o cálculo da altura H da aresta vertical.
H = (D – d) / 2 + 0,43r + 0,72 t = D(1-K)/2 + 0,43 r + 0,72t (1-4)
Se K for substituído na equação acima, a altura máxima permitida do flange Hmax pode ser obtida.
Hmax = D(1-Kmin) + 0,43 r + 0,72 t (1-5)
Quando a altura da peça de trabalho é H>Hmax, uma formação de torneamento de furo pode levar à fratura da borda de orientação das peças. O primeiro desenho profundo pode ser usado neste momento e, em seguida, a parte inferior do desenho pode ser perfurada e flangeada. Neste caso, deve-se determinar primeiro a altura máxima que pode ser alcançada por flangeamento após o pré-esforço e, em seguida, a altura de trefilação e o diâmetro de pré-furação devem ser determinados de acordo com a altura de flangeamento e a altura das peças.

h=(Dd)/2 – (r + t/2) – π(r + t/2)/2
Depois de terminar
h≈(Dd)/2 + 0,57r = D(1 – k)/2 + 0,57r (1-6)
O diâmetro do furo pré-moldado d é
d = KD ou d = D + 1. 14 r – 2 h (1-7)
A altura de desenho h é
h'=H – h + r (1-8)
Flange, fenômeno de afinamento da boca de borda vertical é mais sério. Seu valor aproximado é calculado da seguinte forma.
")
- Cálculo da força de flangeamento
A força de flangeamento F é geralmente pequena. Quando o punção de fundo plano cilíndrico é usado, a força de flangeamento do furo redondo pode ser calculada como
F = 1,1 π (Dd) t σs (1-10)
Na fórmula:
F—força de giro do furo, N;
D - o diâmetro médio da borda vertical após o flangeamento, mm;
d—o diâmetro inicial do furo circular, mm;
t—espessura do branco, mm;
σs — o ponto de escoamento do material, MPa.
- Vire o design da matriz
Em geral, o molde de giro e o molde de desenho têm muitas semelhanças, também existem suportes em branco e não suportes em branco, formais e flip. Ao mesmo tempo, a matriz rotativa geralmente não precisa definir a estrutura da matriz. A Fig. 1-11 mostra as dimensões e formas de vários punções giratórios de furos redondos comuns. A Fig. 1-11 (a)~(c) mostra o punção de flange com furos grandes. Em termos do benefício da deformação do flange, o punção parabólico é o melhor, o punção esférico é o próximo e o punção plano é o segundo. Da dificuldade de processamento do soco para ver o contrário.
A Fig. 1-11 (d) ~(f) mostra uma extremidade do punção com uma parte guia mais longa. A Fig. 1-11 (d) é usada para flangear com um diâmetro de furo superior a 10 mm, a Fig. 1-11 (e) é usada para flangear com um diâmetro de furo inferior a 10 mm e a Fig. 1-11 (f ) é usado para flangeamento inexato sem pré-furo. O raio do filete do punção deve ser o maior possível, o que facilita o torneamento do furo.
A única folga de superfície entre a matriz convexa e côncava é (0,75 ~ 0,85) vezes mais espessa.

Fig. 1-11 Estrutura de punção e matriz de flange e dimensões para furos redondos

Fig. 1-11 Estrutura de punção e matriz de flange e dimensões para furos redondos
Flange de furo não circular
O furo redondo também é chamado de furo de formato especial, por diferentes raios de curvatura do arco convexo, arco côncavo e linhas retas, formando devido a cada parte das propriedades de tensão e deformação serem diferentes, a área linear da parte II pode ser considerada como deformação de flexão, área de seção de arco convexa I deformação de flange, pode ser considerada como área de arco côncavo parte III pode ser vista como deformação de desenho, como mostrado na Fig. 1-12.

A forma e o tamanho da expansão dos furos pré-fabricados são calculados de acordo com o método de expansão de dobra, torneamento e trefilação, respectivamente, e conectados por um arco circular suave. O coeficiente de flangeamento Kf do furo não circular (geralmente se refere ao coeficiente de flangeamento da pequena parte do arco circular) pode ser menor que o coeficiente de flangeamento K do furo circular, que é aproximadamente
Kf= (0,85 ~ 0,90)K (1-11)
Para o coeficiente de flangeamento limite de furos não circulares, consulte a Tabela 1-3 de acordo com o ângulo central α de cada segmento de arco.
| α(°) | 180~360 | 165 | 150 | 135 | 120 | 105 | 90 | 75 | 60 | 45 | 30 | 15 | 0 | |
| A razão de d/t | 50 | 0.8 | 0.73 | 0.67 | 0.6 | 0.53 | 0.47 | 0.4 | 0.33 | 0.21 | 0.2 | 0.14 | 0.07 | Dobrar deformação |
| 33 | 0.6 | 0.55 | 0.5 | 0.45 | 0.4 | 0.35 | 0.3 | 0.25 | 0.2 | 0.15 | 0.1 | 0.05 | ||
| 20 | 0.52 | 0.48 | 0.43 | 0.39 | 0.35 | 0.30 | 0.26 | 0.22 | 0.17 | 0.13 | 0.09 | 0.04 | ||
| 12~8.3 | 0.5 | 0.46 | 0.42 | 0.38 | 0.33 | 0.29 | 0.25 | 0.21 | 0.17 | 0.13 | 0.08 | 0.04 | ||
| 6.6 | 0.48 | 0.44 | 0.4 | 0.36 | 0.32 | 0.28 | 0.24 | 0.2 | 0.16 | 0.12 | 0.08 | 0.04 | ||
| 5 | 0.46 | 0.42 | 0.38 | 0.35 | 0.31 | 0.27 | 0.23 | 0.19 | 0.15 | 0.12 | 0.08 | 0.04 | ||
| 3.3 | 0.45 | 0.41 | 0.375 | 0.34 | 0.30 | 0.26 | 0.225 | 0.185 | 0.145 | 0.11 | 0.08 | 0.04 |
Flangeando a borda externa
De acordo com as propriedades de deformação, o flange externo pode ser dividido em flange de alongamento e flange de compressão.
Flange tipo alongamento
Flangear em um plano ou superfície ao longo de uma curva côncava e não fechada se enquadra nesta categoria, conforme mostrado na Fig. 1-13. A característica comum do flangeamento é que a zona de deformação do tarugo produz principalmente deformação de alongamento tangencial sob a ação da tensão de tração tangencial, de modo que a borda é fácil de quebrar, e o grau de deformação é frequentemente expresso por Eextensão.
Eextensão=b/(Rb) (1-12)
As deformações permitidas de materiais comuns são mostradas na Tabela 1-4.
| Nome e marca do material | Εavaliarx100 | Εpressãox100 | Nome e marca do material | Εavaliarx100 | Εpressãox100 | ||||||
| Moldagem de borracha | Moldagem | Moldagem de borracha | Moldagem | Moldagem de borracha | Moldagem | Moldagem de borracha | Moldagem | ||||
| latão | H62 macio | 30 | 40 | 8 | 45 | aço | 10 | - | 38 | - | 10 |
| H62 duro | 10 | 14 | 4 | 16 | 20 | - | 22 | - | 10 | ||
| H68 macio | 35 | 45 | 8 | 55 | 1Cr18Ni9 macio | - | 15 | - | 10 | ||
| H68 meio duro | 10 | 14 | 4 | 16 | 1Cr18Ni9 duro | - | 40 | - | 10 | ||
| 2Cr18Ni9 | - | 40 | - | 01 | |||||||
| Liga de alumínio | L4 suave | 25 | 30 | 6 | 40 | Liga de alumínio | LF2 duro | 5 | 8 | 3 | 12 |
| L4 difícil | 5 | 8 | 3 | 12 | LY12 macio | 14 | 20 | 6 | 30 | ||
| LF21 suave | 23 | 30 | 6 | 40 | LY12 duro | 6 | 8 | 0.5 | 9 | ||
| LF21 duro | 5 | 8 | 3 | 12 | LY11 macio | 14 | 20 | 4 | 30 | ||
| LF2 suave | 20 | 25 | 6 | 35 | LY11 difícil | 5 | 6 | 0 | 0 |
A deformação do flange plano alongado é semelhante ao flangeamento do furo. Ao flangear, a distribuição de tensões na área de deformação não é uniforme, o que leva ao fenômeno de que a altura da aresta vertical é alta em ambas as extremidades e baixa no meio após o flangeamento. Para obter uma altura de flangeamento plana, as linhas de contorno em ambas as extremidades do tarugo devem ser aparadas antes do flangeamento. A forma mostrada pela linha pontilhada na Fig. 1-13 (a) é moldada após o corte.
No flangeamento de superfície alongada, o fenômeno de enrugamento é fácil de ocorrer no meio do fundo do tarugo, geralmente no design da matriz deve ser usado para evitar o uso do dispositivo de pressão forte, ao mesmo tempo para criar condições propício ao flangeamento, para evitar a parte central do flangeamento prematuro causado pela deformação excessiva do alongamento e até mesmo rachadura da borda vertical.

Fig. 1-13. Flange tipo alongamento
Flange tipo compressão
O flangeamento de um plano ou superfície ao longo de uma curva convexa não fechada é um flangeamento de compressão, conforme mostrado na Fig. 1-14. Sua característica é que a área de deformação do tarugo é submetida principalmente à tensão compressiva tangencial, de modo que a peça de trabalho é fácil de enrugar durante a conformação. Grau de deformação Epressão é indicado como
Epressão=b/(R+b) (1-13)

Fig. 1-14 Flange da classe de compressão
A deformação do flangeamento do plano de compressão é semelhante ao desenho profundo, devido à distribuição desigual de tensão na borda vertical durante o flangeamento, a altura da borda vertical da peça após o flangeamento aparece alta no meio e baixa em ambas as extremidades.
Para obter uma borda vertical plana, a forma expandida do tarugo deve ser modificada, conforme mostrado na Fig. 1-14 (a) linha tracejada. O flangeamento não pode ser corrigido quando a altura é pequena. Além disso, quando a altura do flange é grande, o molde deve ser projetado para evitar o enrugamento do dispositivo de prensagem.
A estrutura da matriz flangeadora
Os tipos de estrutura das matrizes flangeadas comuns são mostrados na Fig. 1-15, que são semelhantes à estrutura das matrizes de estampagem profunda

Fig. 1-15 Tipos de estrutura de matrizes de flangear
1—Placa de empurrão; 2, 7, 9 – Matriz convexa e côncava; 3—Morrer; 4—Soco;
5—Punho de perfuração; 6—Anel de suporte em branco; 8 – Matriz côncava em branco; 10—Telhado
A Fig. 1-16 mostra a matriz composta de flangeamento interno e externo. Pode ser visto no desenho das peças da peça de trabalho que as bordas interna e externa da peça de trabalho precisam de flange. A peça em bruto é posicionada na peça 7 e a peça 7 é montada na placa de prensagem 5. A própria peça 7 é a matriz de flangeamento da borda interna. A placa de prensagem deve ser montada com a matriz flangeadora 3 da borda externa para garantir sua posição exata de acordo com a folga com H7/h6. Neste momento, a placa de prensagem não desempenha apenas o papel de prensar e moldar. Assim, ao pressionar para o ponto morto inferior, ele deve estar em contato rígido com o assento da matriz inferior e, finalmente, desempenha o papel da parte superior.
Após o flangeamento da borda interna, sob a ação da mola, o bloco de elevação 6 levantou a peça de trabalho da matriz de flangeamento da borda interna 7. Empurre a placa 8 devido ao papel da mola, estampando sempre mantenha contato com o blank. Para o ponto morto inferior, e perfurar a placa fixa 2 contato rígido, então a placa de pressão 8 também desempenha um papel de modelagem, fora da peça de trabalho é relativamente suave. No molde para fora das peças, tendo em conta a força da mola pode ser insuficiente, o uso final do dispositivo de empurrar rígido será empurrado para fora da peça.

1—Punho de flange externo; 2—Placa de fixação do punção; 3 - Matriz de flangeamento da borda externa; 4 - Punção de flangeamento da borda interna; 5—Prensa placa; 6—Bloco de peça superior; 7 - Matriz de flangeamento da borda interna; 8—Placa de empurrão
Abaulamento
Sob a ação da matriz, o blank é forçado a reduzir a espessura e a área de superfície do aumento, para obter a geometria das peças do método de processamento de estampagem é chamado de abaulamento. O processo de abaulamento tem suas características únicas, a zona de deformação de abaulamento na direção da superfície da placa é um estado de tensão de tração bidirecional, na direção da espessura da placa é a deformação de desbaste, ou seja, afinamento da espessura e área de superfície aumentada. O abaulamento é usado principalmente para a formação local de peças planas, como barras de reforço, padrões e marcas, o abaulamento de peças ocas, como foles, cilindros de gás de alta pressão e recipientes esféricos, e a formação de tração de placas finas, como pele de aeronaves e automóveis. Os métodos de abaulamento comumente usados incluem abaulamento de matriz rígida e abaulamento de matriz macia com líquido, gás, borracha e outros meios de força.
Devido à estrutura simples do molde da peça de trabalho e à deformação uniforme, o abaulamento da matriz macia pode formar a peça de trabalho de forma complexa. A pesquisa e aplicação de abaulamento de matriz macia tem recebido cada vez mais atenção, como abaulamento hidráulico, abaulamento de borracha, abaulamento explosivo, etc., como mostrado na figura 1-17, pote de aço inoxidável produzido pelo método de abaulamento.

Características de deformação do abaulamento
A Fig. 1-18 mostra a zona de deformação de abaulamento e seu diagrama principal de tensão e deformação quando o punção da cabeça esférica abaula o blank. A parte enegrecida representa a área protuberante. A deformação de abaulamento tem as seguintes características.

- A deformação de abaulamento devido ao blank pela maior força do suporte do blank, ou porque o diâmetro do blank é mais de 3 ~ 4 vezes o diâmetro do furo da matriz, a deformação plástica é limitada a uma faixa de deformação fixa, o material da folha não é transferido para a zona de deformação, nem de fora da zona de deformação para a zona de deformação.
- Na área de deformação de abaulamento, a deformação de abaulamento é um estado de tensão de tração bidirecional na direção da placa (a tensão na direção da espessura da placa é ignorada). A deformação é completada principalmente pelo afinamento da direção da espessura do material que suporta o alongamento na direção da placa. Após a deformação, a espessura do material diminui e a área da superfície aumenta.
- Como a espessura do blank em relação ao tamanho externo do blank é muito pequena, a mudança da tensão de tração ao longo da direção da espessura da placa durante a deformação de abaulamento é muito pequena, então quando a força de abaulamento é removida após o rebote é pequeno, a geometria da peça de trabalho é fácil de ser fixada e a precisão dimensional é fácil de garantir.
- Devido ao estado de tensão de tração bidirecional do material na direção da placa durante a deformação por abaulamento, o limite de formação é restrito principalmente pela fratura por tração. Portanto, a deformação não é fácil de produzir o fenômeno de instabilidade e rugas, a superfície das peças acabadas é lisa e a qualidade é boa.
Formação de ondulação de tarugos planos
Quando o tamanho do blank é maior que 3 vezes o tamanho da deformação, a deformação ocorre apenas na área de contato com o punção, que é o abaulamento local do blank. Os mais comuns na produção são o reforço de prensagem, cascos convexos, poços, padrões e marcas, etc. A Figura 1-19 mostra alguns exemplos de formação de ondulação usando este método. Depois de ondulado formando peças de estampagem, por causa da mudança do momento de inércia das peças e do endurecimento do trabalho do material, pode efetivamente melhorar a rigidez e a resistência das peças. A tecnologia de prensagem de barras de reforço é amplamente utilizada na produção.

Fig. 1-19 Exemplos de peças protuberantes
As formas e dimensões dos reforços são mostradas na Tabela 1-5. Quando na borda do tarugo abaulamento local, porque o material da borda para encolher, então deve ser reservado com antecedência margem de corte, após a formação e, em seguida, extirpado.
| Nome | Diagrama | R | h | D ou B | r | |
| Costela prensada | 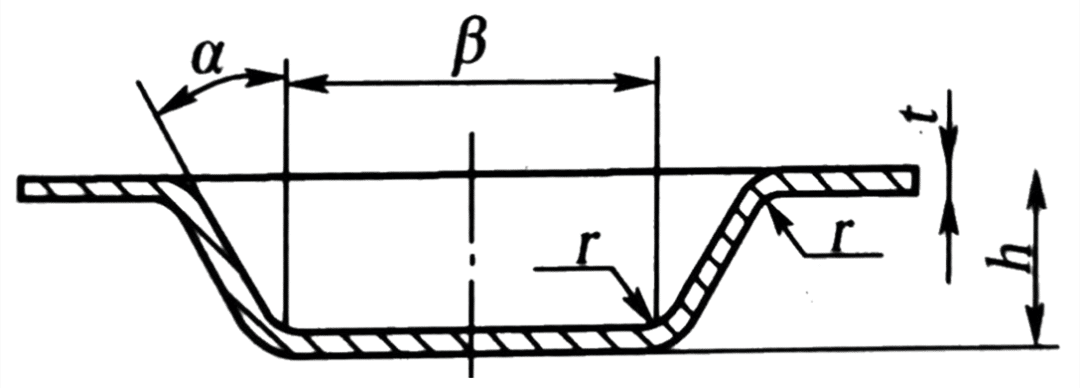 | (3-4)t | (2-3)t | (7-10)t | (1-2)t | |
| Gravação | 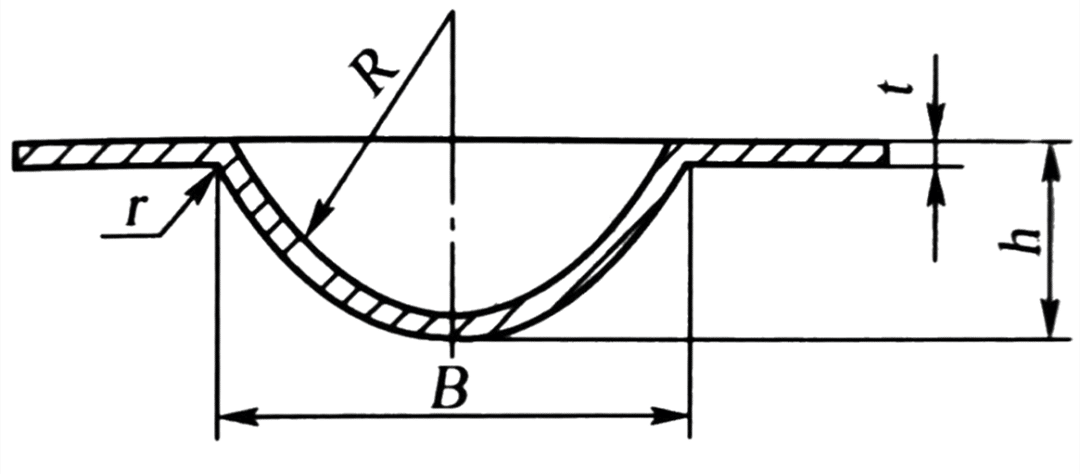 | (1,5-2)t | ≥3h | (0,5-1,5)t | 15°~30° | |
| Diagrama | D(mm) | L(mm) | l(mm) | |||
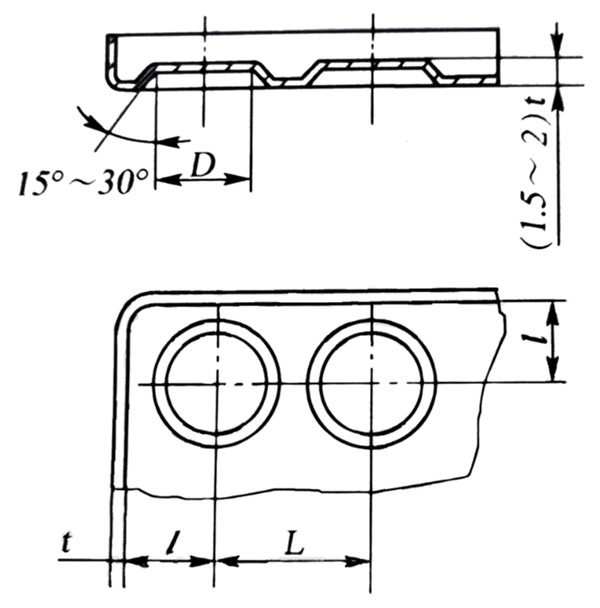 | 6.5 8.5 10.5 13 15 18 24 31 36 43 48 55 | 10 13 15 18 22 26 34 44 51 60 68 78 | 6 7.5 9 11 13 16 20 26 30 35 40 45 |
Normalmente existem dois métodos para determinar o grau de deformação última no método de conformação ondulada, a saber, o método de teste e o método de cálculo. O grau de deformação final da conformação ondulada é afetado principalmente pelas propriedades do material, a forma geométrica das peças, a estrutura da matriz, o método de abaulamento e a lubrificação. Especialmente para as peças de forma complexa, a distribuição de tensão e deformação é mais complexa. As partes perigosas e o grau de deformação final são geralmente determinados pelo método de teste. Para peças de conformação onduladas relativamente simples, o grau de deformação final pode ser aproximadamente determinado de acordo com a seguinte equação, conforme mostrado na Fig. 1-20.
εfinal eu0 (l-l0 ) x 100% ≤ K [ δ ] (1-14)
Na fórmula,
εfinal — O grau de deformação final da formação ondulada;
eu0— São respectivamente o comprimento antes e depois da deformação do material, mm;
[ δ ]—Alongamento da seção do material;
K—Coeficiente de forma, armadura K = 0. 70 ~ 0.75 (reforço esférico é o maior valor, reforço trapezoidal é o menor valor).

Se os enrijecedores requeridos da peça excederem o grau limite de deformação, o método mostrado na Fig. 1-21 pode ser adotado. No primeiro procedimento, um punção esférico de grande diâmetro é usado para inchar para obter uma peça de processo como mostrado na Fig. 1-21 (a). No segundo procedimento, a forma e o tamanho necessários da peça são obtidos conforme mostrado na Fig. 1-21 (b). Se esses dois processos não atenderem aos requisitos, é necessário reduzir a profundidade da peça de trabalho.

- Quando o punção rígido é usado para pressionar os reforços no tarugo plano, a seguinte fórmula pode calcular a pressão de punção necessária.
F=tσbKL (1-15)
Na fórmula,
F—Pressão de impulso, N;
L—Circulação dos reforços, mm;
t—Espessura do material, mm;
σb—A resistência à tração do material, MPa;
K—Coeficiente, geralmente de 0,7~1,0 (tome um valor grande quando a forma do reforço for estreita e profunda, tome um valor pequeno quando a largura for rasa).
- Se abaulamento local de peças pequenas com espessura inferior a 1,5 mm e área de formação inferior a 2000 mm2 é realizada na prensa de manivela, a pressão de punção necessária F pode ser aproximada pela seguinte fórmula.
F=Kt2A (1-16)
Na fórmula,
F—Pressão de perfuração saliente, N;
T—Espessura do material, mm;
A—Área de abaulamento, mm2;
K—O coeficiente é 200~300 N/mm4 para aço e 50 ~ 200 N/mm4 para cobre e alumínio.
A protuberância do tarugo oco
O abaulamento de um tarugo oco é comumente conhecido como abaulamento. É um processo de estampagem no qual as peças de trabalho ocas ou blank tubular se expandem para fora ao longo da direção radial. Por este método, produtos ou peças como cilindros de gás de alta pressão, recipientes esféricos, foles, juntas de bicicleta e assim por diante podem ser formados.
Grau de deformação protuberante
Quando o tarugo oco incha, o material é submetido à ação da tensão de tração para produzir deformação de tração, e o grau de deformação final é expresso pelo coeficiente de abaulamento K, conforme mostrado na Fig. 1-22.
K = dmax/D (1-17)
Na fórmula,
K—Coeficiente de abaulamento e o coeficiente de abaulamento limite (dmax atinge o valor limite d'max quando abaulado) é expresso por Kmax;
dmax—Diâmetro máximo das peças após abaulamento, mm;
D—Diâmetro original do tarugo oco, mm.

A relação entre o coeficiente de abaulamento limite K e o alongamento tangencial do tarugo é
δ = (dmax – D ) = K – 1 ou K = 1 – δ (1-18)
Uma vez que o grau de deformação do tarugo é limitado pelo alongamento do material, o correspondente coeficiente de abaulamento limite pode ser calculado de acordo com a fórmula acima. O valor aproximado do coeficiente de abaulamento limite do material pode ser determinado consultando a tabela. A Tabela 1-6 e a Tabela 1-7 são os coeficientes de abaulamento de alguns materiais para referência.
| Material | Espessura relativa do branco (t / D) x (%) | Espessura relativa do branco (t / D) x (%) | Espessura relativa do branco (t / D) x (%) | Espessura relativa do branco (t / D) x (%) |
| 0.35~0.45 | 0.28~0.32 | |||
| anelamento | Sem recozimento | anelamento | Sem recozimento | |
| Alumínio | 1.25 | 1.2 | 1.2 | 1.15 |
| 10 aço | 1.2 | 1.10 | 1.15 | 1.05 |
| Método de abaulamento | Coeficiente de abaulamento limite |
| Usando uma simples protuberância de borracha | 1.2~1.25 |
| Abaulamento de um blank aplicando uma borracha sob pressão axial | 1.6~1.7 |
| Abaulamento quando aquecido localmente a 200 ~ 500 ℃ | 2.0~2.1 |
| A extremidade do punção cônico é inchada por aquecimento a 380 ℃ | ~3.0 |
Cálculo do tarugo abaulamento
Como pode ser visto na Fig. 1-22, o diâmetro do blank D é
D = dmax/ K (1-19)
O comprimento do branco L é
L =l [l + (0,3~0,4) δ] + b (1-20)
Na fórmula,
l—O comprimento do ônibus na zona de deformação, mm;
δ—O alongamento do tarugo no alongamento tangencial;
B—Margem de corte, geralmente b=5~15 mm.
0,3-0,4 - O coeficiente necessário para reduzir a altura devido ao alongamento tangencial.
Determinação da força de abaulamento
A força de abaulamento F necessária para abaulamento do tarugo oco pode ser calculada da seguinte forma:
F = p*A (1-21)
Na fórmula,
p—Pressão por unidade de área necessária para abaulamento, MPa;
A—Área de abaulamento, mm2.
A pressão p por unidade de área necessária para o abaulamento pode ser aproximada pela equação abaixo.
p = 1,16 σb* 2t/dmax (1-22)
Na fórmula,
σb—Resistência à tração do material, Mpa;
dmax—O diâmetro máximo de abaulamento, mm;
t—A espessura original do material, mm.
Método de abaulamento
Os métodos de abaulamento de peças ocas são geralmente divididos em abaulamento por punção rígido e abaulamento por punção suave.
Conforme mostrado na Fig. 1-23, o punção rígido está saliente. O punção está na forma de uma aba de componente, e o pellet cônico é usado para empurrar o punção dividido para fora para fazer as peças de trabalho se projetarem para fora da forma necessária. Quanto maior o número de punções lobadas, melhor a forma da peça de trabalho e a precisão. Mas as desvantagens são que é difícil obter o corpo giratório correto com alta precisão, a deformação não é uniforme e a estrutura da matriz é complexa.

1—Punho dividido; 2—Eixo; 3—Em branco; 4 - Êmbolo
Conforme mostrado na Fig. 1-24, abaulamento de punção suave, cujo princípio é o uso de granalha de borracha, líquido, gás e aço em vez de punção rígida. O uniforme de deformação do tarugo abaulamento do punção macio pode formar formas complexas de peças, por isso é amplamente utilizado na produção.

Fig. 1-24 Protuberância do punção macio
1—Soco; 2—Modelo côncavo do bloco; 3—Borracha; 4—Cunha lateral; 5—Líquido
Encolher boca
A contração é um processo de conformação no qual o diâmetro da boca de uma peça tubular ou cilíndrica pré-desenhada é reduzido pela pressão na abertura, que é dividida em boca de compressão por punção e boca de compressão rotativa. A tecnologia Shrink é amplamente utilizada na vida diária, pode ser usada para estojos de bala, conchas, cilindros de gás de aço, riser de quadro de bicicleta, tubo de sela de almofada de bicicleta, desenho de tubo de aço e assim por diante.
Grau de deformação e características de deformação da boca de encolhimento
A Fig. 1-25 mostra o diagrama tensão-deformação da contração. No processo de corte, a tensão principal máxima deve ser a tensão de compressão tangencial, a zona de deformação do tarugo pelo efeito da tensão de compressão bidirecional, de modo que a altura do tarugo aumentou, a espessura da parede e o diâmetro diminuíram. Ao mesmo tempo, na zona não deformada, a deformação de instabilidade axial pode ocorrer na parede do cilindro sob a ação da pressão de retração F. Portanto, o grau de deformação final de retração é restrito principalmente pela condição de instabilidade, e o principal problema para ser resolvido é evitar a instabilidade.
O coeficiente de contração N é usado para representar o grau de deformação da contração, conforme mostrado na Fig. 1-25.
n = d / D (1-23)

Na fórmula,
d—Diâmetro após retração, mm;
D—Diâmetro antes do encolhimento, mm.
Quanto menor o coeficiente de retração N, maior o grau de deformação. A Tabela 1-8 é o coeficiente de encolhimento médio de diversos materiais e espessuras, e a Tabela 1-9 é o valor de referência do coeficiente de contração limite permitido de diferentes materiais e modos de suporte. Pode ser visto na Tabela 1-8 e na Tabela 1-9 que quanto melhor a plasticidade do material, maior a espessura e menor o coeficiente de contração. Além disso, quando a matriz suporta a parede do cilindro, o coeficiente de retração limitante pode ser menor.
| Material | Espessura do material t (mm) | Espessura do material t (mm) | Espessura do material t (mm) |
| 1 | >0,5 ~ 1 | ~ 0.5 | |
| Aço | 0.7 ~ 0.65 | 0.75 | 0.8 |
| Latão | 0.7 ~ 0.65 | 0.8 ~ 0.7 | 0.85 |
| Material | Maneira de apoio | Maneira de apoio | Maneira de apoio |
| Sem suporte | Suporte externo | O apoio interno e externo | |
| Alumínio | 0.65 ~ 0.72 | 0.53 ~ 0.57 | 0.27 ~ 0.32 |
| Duralumina (recozido) | 0.73 ~ 0.80 | 0.60 ~ 0.63 | 0.35 ~ 0.40 |
| Duralumina (extinção) | 0.75 ~ 0.80 | 0.68 ~ 0.72 | 0.40 ~ 0.43 |
| Latão H62, H68 | 0.65 ~ 0.70 | 0.50 ~ 0.55 | 0.27 ~ 0.32 |
| Aço suave | 0.70 ~ 0.75 | 0.55 ~ 0.60 | 0.30 ~ 0.35 |
Cálculo do processo de retração
O número de contrações
Se o coeficiente de contração n da peça for maior que o coeficiente de contração permitido, pode ser uma formação de contração. Caso contrário, várias contrações são necessárias. O número de retração k pode ser estimado de acordo com a seguinte fórmula.
k = lgn / lgn0 = (lgd – lgD) /lgn0 (1-24)
Na fórmula, n0 é o coeficiente de contração médio, conforme mostrado na Tabela 1-8.
No caso de contrações múltiplas, o primeiro coeficiente de contração n1 = 0,9n0 é geralmente tomado, e o subsequente é nx = (1,05~1,10) n0. É melhor realizar um tratamento de recozimento após cada procedimento de contração.
Diâmetro de cada encolhimento
d1=n1D
d2=nxd1=n1nxD
d3=nxd1=n1nx2D
…
dx=nxdx-1=n1nxx-1D (1-25)
dx deve ser igual ao diâmetro de contração da peça. Após o encolhimento, devido ao rebote, a peça de trabalho deve ser 0,5% ~ 0,8% maior que o tamanho do molde.
Altura do boleto
Para a peça de trabalho de encolhimento como mostrado na Fig. 1-26, a altura do tarugo antes do encolhimento é calculada pela seguinte fórmula.

Peças de trabalho conforme mostrado na Figura 1-26 (a):

Peças de trabalho conforme mostrado na Figura 1-26 (b):

Peças de trabalho conforme mostrado na Figura 1-26 (c):

Força de redução
Conforme mostrado na Fig. 1-26 (a), a força de retração da parte cônica pode ser calculada pela fórmula abaixo.

Na fórmula,
μ—O coeficiente de atrito entre o blank e a superfície de contato da matriz;
b—Resistência à tração do material, MPa;
K—Coeficiente de velocidade, K=1,15 ao trabalhar na prensa de manivela.
Os outros símbolos são mostrados na Figura 1-26.
Encolhimento da estrutura da matriz
Conforme mostrado na Fig. 1-27, a estrutura de uma matriz de contração típica é feita de aço No.08 com uma espessura de material de 1 mm. A peça de trabalho é formada pela estampagem profunda do cilindro e depois pelo processo de retração. O princípio de funcionamento da matriz é que a peça em bruto é primeiro colocada na manga de suporte externa, a matriz superior é para baixo, a manga de suporte externa e a matriz côncava são primeiro contactadas para completar a formação de encolhimento. O molde empurra o material através da punção.

1—Botão; 2—Modelo inferior; 3、14—Parafusos; 4、11—Pino; 5—Placa fixa; 6—Bloqueio; 7—Manga de balanço; 8—Morrer; 9—Saída superior; 10—Modelo; 12—Vara de alimentação; 13—Alça do molde; 15—Pilar guia; 16-Busca guia



Torne mais fácil para mim projetar matrizes de conformação mais complexas.