Como fazer o layout e projetar a matriz progressiva de várias estações

Tempo estimado de leitura: 30 minutos
Princípio de Layout e Design de Matriz Progressiva Multiestação
No estampagem progressiva peças de processo na matriz progressiva com punção, cada uma vez que é enviada para uma etapa de avanço, chega a um local diferente. Devido ao conteúdo de processamento um do outro não ser o mesmo para cada estação, portanto, no processo de projeto de matriz progressiva, deseja-se determinar a partir de uma chapa de metal em bruto para o processo de formação de peças do produto, o conteúdo de cada estação para o processo de usinagem, o processo de design é o design de layout.
O design de layout é uma das chaves do design de matriz progressiva multi-estação. A otimização do layout está relacionada com a taxa de utilização dos materiais, a precisão da peça, a dificuldade e vida útil da fabricação do molde e a coordenação e estabilidade das várias estações do molde. O layout da matriz progressiva multiestação deve estar de acordo com o princípio de layout de uma matriz de puncionamento comum e considerar os seguintes pontos.
- Em primeiro lugar, faça peças de estampagem para expandir a amostra em branco (3 ~ 5), teste repetidamente a linha no mapa. Depois que o esquema preliminar é determinado, no início do layout do arranjo de perfuração, incisão, corte de resíduos e outras estações de separação. Em seguida, para a outra extremidade do arranjo da estação de formação, organize finalmente a separação da peça de trabalho e do transportador. No arranjo da estação, para evitar a perfuração de meio furo, para evitar a força de perfuração desigual e a quebra.
- A primeira estação é geralmente disposta no orifício guia do processo de perfuração e perfuração. O pino guia é colocado na segunda estação para guiar o material da correia. Nas estações seguintes, o pino guia é definido de acordo com o número de estações e a estação onde o movimento é fácil de ocorrer. O pino guia também pode ser ajustado a cada 2~3 estações nas seguintes estações. A terceira estação pode definir o dispositivo de detecção de erro da etapa de alimentação de acordo com a precisão de posicionamento do material da tira de estampagem.
- O número de furos nas peças de estampagem é maior, e a posição do furo é muito próxima, pode ser distribuída em diferentes estações na punção. Mas o buraco não pode ser devido à influência do processo de formação e deformação subsequentes. Para furos que exigem precisão de posição relativa, a lavagem síncrona deve ser considerada. Quando o molde não pode ser soprado de forma síncrona devido à limitação da resistência do molde, medidas devem ser tomadas para garantir a precisão de sua posição relativa. O buraco complexo pode ser decomposto em algum buraco simples passo a passo.
- Quando houver uma barra de reforço local, ela deve ser disposta antes da punção para evitar a deformação do furo causada pela barra de reforço. Quando o pacote repentino, se houver um furo no centro do pacote repentino, para facilitar o fluxo de materiais, um pequeno furo pode ser perfurado primeiro. Em seguida, a pressão do pacote repentino é apressada para a abertura necessária.
- Para melhorar a resistência de insertos de matriz, placas de descarga e placas fixas. Para garantir que as partes formadoras da posição de instalação não interfiram, pode ser configurado no layout da estação vazia. O número da estação vazia de acordo com os requisitos da estrutura do molde.
- Para peças de conformação de dobra e estampagem profunda, o grau de deformação de cada estação não deve ser muito grande. As peças estampadas com um grande grau de deformação podem ser formadas várias vezes. Isso não só contribui para a garantia de qualidade, mas também para a depuração e acabamento do molde. Para as peças de conformação que requerem alta precisão, a estação de conformação deve ser configurada. Para evitar a estampagem profunda do material na zona de deformação das peças de dobra em forma de U, deve-se considerar a dobra 45 primeiro e depois a dobra a 90°.
- No layout do desenho progressivo, técnicas como corte e ranhura antes do desenho podem ser aplicadas para facilitar o fluxo de materiais.
- A escolha da direção de conformação (para cima ou para baixo) deve ser propícia ao projeto e fabricação do molde, é propícia à alimentação da estrela Chang. Se a direção de conformação for diferente da direção de estampagem, o deslizador oblíquo, a alavanca e o bloco oscilante e outros mecanismos podem ser usados para converter a direção de conformação.
Conteúdo do layout de matriz progressiva de várias estações
O Resultado do Desenho do Layout da Matriz Progressiva Multi-estação é o Desenho do Layout. Uma vez que o desenho de layout é determinado, os seguintes aspectos são determinados.
- Sequência de estampagem de cada parte das peças em branco na matriz.
- O número de estações de molde e o conteúdo de processamento de cada estação.
- A disposição e orientação das peças em branco no material da tira. E refletem a alta e baixa taxa de utilização de materiais.
- O tamanho nominal da distância do passo e a maneira de definir a distância.
- A largura do material.
- Forma do transportador.
Layout no projeto de matriz progressiva inclui três aspectos. Ou seja, layout em branco, design de forma de borda de perfuração e layout de procedimento de trabalho.
- O layout em branco refere-se ao arranjo da forma desenvolvida das peças na tira. O layout em branco deve ser realizado no projeto de todos os tipos de matrizes de estampagem.
- O desenho da forma da aresta de punção refere-se à decomposição da forma geométrica das peças com forma complexa ou furo interno para determinar a sequência de estampagem da forma das peças. Qual é o trabalho de design que deve ser concluído antes do layout do processo.
- layout do processo para determinar o molde pelo número de estações, cada estação dos procedimentos de processamento específicos, é o layout em branco e design de forma de perfuração da síntese. é a chave para o projeto da matriz progressiva. O layout do processo é conhecido como layout.
Um diagrama esquemático do layout acima é mostrado na Fig. 1-1.

Layout em branco
O layout da peça em bruto é para determinar o azimute de corte da forma da peça em bruto das peças estampadas na tira e a relação entre a peça em bruto e a peça em bruto adjacente. O branco na placa pode ser interceptado em muitos azimutes, portanto, há uma variedade de esquemas de layout em branco. Os problemas a seguir precisam ser resolvidos ao projetar o layout em branco.
- Tipo de layout.
- Determinando o valor limite da sobreposição.
- Determinação da distância de avanço (passo).
- Determinação da largura da tira.
- Taxa de utilização de materiais.
O conteúdo acima, além do valor da borda, é maior que a estampagem comum. Outros conteúdos são os mesmos da estamparia comum, e não serão repetidos aqui.
Design de ponta
No projeto de matriz progressiva, para obter as peças complexas (como dobra, estampagem profunda, conformação e outros processos das peças de estampagem) estampando ou simplificando a estrutura da matriz, a forma complexa e a forma interna do furo são geralmente corte várias vezes. O design da forma da aresta de punção é decompor o contorno interno ou externo complexo em várias unidades geométricas simples. Cada unidade forma um novo contorno de puncionamento através de combinação e complemento. Para projetar uma forma razoável da aresta de punção do punção e da matriz côncava. Isso é mostrado na Figura 1-2. Esse processo precisa resolver os seguintes problemas.
Decomposição e Reorganização do Contorno
As peças de estampagem encontradas nos produtos reais são muitas vezes muito complexas. O desenho da forma da aresta de punção é a decomposição e reorganização da aresta de corte, conforme mostrado na Fig. 1-2 (b).

A decomposição de ponta e a recombinação devem ser realizadas após o layout em branco, devendo seguir os seguintes princípios.
- É benéfico simplificar a estrutura da matriz. O número de seções decompostas deve ser o menor possível. A forma do punção e das matrizes côncavas formadas após a recombinação deve ser simples, regular, com resistência suficiente. Deve ser fácil de processar, conforme mostrado na Figura 1-3.

- A decomposição da aresta de corte deve garantir a forma, o tamanho, a precisão e os requisitos de uso das peças do produto.
- Após a decomposição do contorno interno, a conexão entre as seções deve ser reta ou lisa.
- O contato de volta segmentado deve ser o menor possível. Posição de contato sobreposta para evitar as partes fracas das partes do produto e partes importantes da forma, em posição desobstruída.
- A aresta reta com requisitos de tolerância e a aresta com requisitos de ajuste deslizante no processo de uso devem ser cortadas de cada vez e não devem ser divididas. Para evitar o acúmulo de erros. Se a superfície A, como mostrado na Fig. 1-4(a), é a superfície de acoplamento no processo de uso. É melhor escolher a decomposição da aresta de corte como mostrado na Fig. 1-4(c).
- Forma complexa e sulco estreito ou parte da nádega longa e fina da melhor decomposição, a melhor decomposição da forma complexa.
- A direção da rebarba deve ser decomposta quando houver requisitos diferentes.
- A decomposição de ponta deve considerar as condições do equipamento de processamento e os métodos de processamento, para facilitar o processamento.
A decomposição e reorganização da aresta de corte não são únicas, como mostrado na Fig. 1-4. O processo de projeto é flexível, empírico e difícil, portanto, vários esquemas devem ser considerados no projeto. E o esquema ideal deve ser selecionado por meio de comparação abrangente.

A forma básica de junta de sobreposição seccional na decomposição de contorno
Após a decomposição do contorno interno, as juntas sobrepostas são formadas entre cada segmento. A decomposição inadequada levará a problemas de qualidade, como rebarbas, dentes errados, ângulo afiado, ângulo de colapso, juntas de sobreposição irregulares e não lisas.
Existem três formas comuns de juntas de colo.
- Handover, como mostrado na Fig. 1-5 (a). O handover refere-se ao contorno do blank após a decomposição e reorganização, a aresta de corte entre si. Há uma pequena quantidade de sobreposição.

A decomposição da aresta de corte de acordo com o modo de transferência é mais favorável para garantir a qualidade da conexão da junta de transferência. É amplamente utilizado. A quantidade de entrega deve ser maior que 0,5 vezes a espessura do material; Se não for limitado pelo tamanho do orifício de entrega, a quantidade de entrega pode atingir 1 a 2,5 vezes a espessura do material.
- Conexão plana, conforme mostrado na Fig. 1-5 (b). Uma conexão plana é dividir a borda reta das peças em dois cortes. Duas arestas de corte são paralelas e colineares, mas não se sobrepõem.
Quando a junta plana, a precisão de passo, punção e precisão de fabricação de molde côncavo são requisitos mais altos. Que é fácil de produzir rebarbas, dentes errados, problemas de qualidade desigual. Além de ter que ser organizado assim, deve-se tentar evitar o uso desse método de volta. O pino direto deve ser colocado próximo à conexão plana. Se a peça de trabalho for permitida, a largura do segundo corte deve ser aumentada. E o punção deve ser aparado para fazer um pequeno chanfro (geralmente 3~5).
- Corte, como mostrado na Fig. 1-5 (c). O corte está na seção de arco em branco da forma de dobra seccional, ou seja, na primeira estação de puncionamento de uma parte da seção do arco. Em seguida, corte o resto da estação subsequente, antes e depois das duas seções devem ser tangentes.
Layout do Processo
O conteúdo principal do layout do procedimento de trabalho precisa ser resolvido nos seguintes aspectos.
Determinação e sequenciamento do processo
A sequência do processo é a favor do próximo processo para o princípio, faça o processo fácil primeiro, depois o difícil, primeiro a forma do plano de perfuração e depois a forma tridimensional.
O layout do processo de blanking de palco
- Para furar peças com furos, furar primeiro e depois furar, conforme mostrado na Fig. 1-8.
")
Fig. 1-8 Exemplo de layout de supressão de palco (I)
- Tente evitar o uso de punções e matrizes côncavas com formas complexas, ou seja, decomponha os furos ou formas de formas complexas e adote o método de excisão segmentada, conforme mostrado na Fig. 1-4 e Fig. 1-5.
- O tamanho relativo das peças com requisitos rigorosos deve ser apressado na mesma estação. Se não for possível sair correndo na mesma estação, você pode providenciar para sair correndo em uma estação próxima, conforme mostrado na Fig. 1-9.
")
Fig. 1-9 Exemplo de layout de supressão de palco (II)
- Os contornos com requisitos de tamanho e forma elevados devem ser lavados na estação traseira.
- A punção da parte fraca deve ser feita na estação anterior.
- Quando a distância do furo até a borda é pequena e a precisão do furo é alta, se o furo for perfurado primeiro e depois a forma for perfurada, isso pode levar à deformação do furo. Neste caso, a borda externa do furo deve ser lavada antes da perfuração, conforme mostrado na Fig. 1-9.
- Para o processo de puncionamento com grande perímetro de contorno, o processo de puncionamento deve ser disposto o mais no meio possível para fazer coincidir o centro de pressão com o centro geométrico do molde.
O layout do processo de dobra progressiva
- Para dobrar peças com furos, geralmente é necessário perfurar primeiro os furos, depois perfurar e cortar os materiais circundantes das peças dobradas, depois dobrá-los novamente e, finalmente, remover o restante dos resíduos para separar a peça de trabalho da tira, conforme mostrado na Fig. 1-10. No entanto, quando o furo está próximo à área de deformação de flexão e é necessária precisão, ele deve ser dobrado antes da punção para evitar que o furo se deforme.

Fig. 1-10. Um exemplo de layout de dobra
- Ao dobrar, a parte externa deve ser dobrada primeiro e depois a parte interna, conforme mostrado na Fig. 1-11. Quando o raio de curvatura é muito pequeno, um procedimento de modelagem deve ser adicionado.

- A direção da rebarba geralmente deve estar localizada dentro da zona de dobra para reduzir o risco de ruptura da dobra e melhorar a aparência do produto.
- A linha de dobra deve ser disposta em uma direção perpendicular à fibra. Quando as peças devem ser dobradas na direção mutuamente perpendicular ou em várias direções, a linha de dobra deve estar em um ângulo de 30°~60° com a direção da fibra do material da tira.
- Em uma estação, o grau de deformação de flexão não deve ser muito grande. Para peças de dobra complexas, elas devem ser decompostas em uma combinação de processos de dobra simples, que são formados por dobras sucessivas, conforme mostrado na Fig. 1-11. Para peças de dobra complexas que exigem alta precisão, a precisão da peça de trabalho deve ser garantida pelo procedimento de modelagem.
- Quando duas peças de dobra de uma peça têm requisitos de precisão dimensional, elas devem ser formadas na mesma estação para garantir a precisão dimensional.
- Para pequenas peças de dobra de ângulo único, para evitar deformação do transportador e deslizamento lateral durante a dobra, elas devem ser dobradas em pares e depois cortadas.
- Na medida do possível, a direção do golpe do punção é considerada a direção de dobra para simplificar a estrutura do molde.
O Layout do Processo de Desenho Profundo Progressivo
No processo de estampagem profunda progressiva multiestação, ao contrário da estampagem profunda de processo único na forma de uma única peça para alimentar o bloco, é através do material com o transportador, as voltas e o bloco juntos, na forma de componentes em uma alimentação contínua, estampagem profunda progressiva. Isso é mostrado na Fig. 1-12. No entanto, devido à falta de recozimento intermediário na trefilação progressiva, é necessário que o material tenha alta plasticidade. E devido à restrição mútua entre a peça de trabalho no processo de estampagem profunda progressiva, o grau de deformação de cada estação não pode ser muito grande. Devido à grande quantidade de resíduos de peças deixados entre as peças, a taxa de utilização do material é reduzida.
 Desenho profundo com o material sem corte")
 Desenho profundo com corte")
Fig. 1-12 Desenho progressivo de tiras
De acordo com a zona de deformação do material e a separação da tira, a estampagem profunda progressiva pode ser dividida em dois métodos tecnológicos: sem e com entalhes tecnológicos.
- Desenho progressivo sem corte, ou seja, desenho em todo o material da tira, conforme mostrado na Fig. 1-12 (a). Devido às restrições mútuas entre as duas partes de trabalho profundas adjacentes, o material é difícil de fluir na direção longitudinal e é fácil quebrar quando a deformação é grande.
Portanto, o grau de deformação de cada processo não pode ser grande, então o número de estações é maior. A vantagem deste método é economizar materiais.
Devido à dificuldade de fluxo longitudinal do material, é adequado apenas para trefilar peças com grande espessura relativa [ ( t/D ) × 100 > 1 ], pequeno diâmetro relativo do flange ( dt /d = 1,1 ~ 1,5 ) e baixa altura relativa h/d.
- O desenho progressivo com entalhes consiste em cortar todas as aberturas ou fendas adjacentes à peça, conforme mostrado na Fig. 1-12 (b). A interação e a restrição dos dois processos adjacentes são pequenas, e o desenho neste momento é semelhante ao de uma única peça em branco. Portanto, o coeficiente de desenho de cada processo pode ser menor, ou seja, o número de desenhos pode ser menor, e o molde é mais simples. Mas o consumo de matéria-prima é maior. Este tipo de estampagem é geralmente utilizado para estampagem mais difícil, ou seja, a espessura relativa das peças é pequena, o diâmetro relativo do flange é maior e a altura relativa é maior.
Projeto de Estação Vazia
A estação vazia é projetada para garantir a resistência da matriz e facilitar a instalação e ajuste do punção e a instalação de uma estrutura especial ou um possível aumento da necessidade de uma estação. O princípio é o seguinte.
- Para espaçamento entre passos pequenos (menos de 8mm), mais estações vazias devem ser configuradas; para espaçamento entre passos grande (mais de 16 mm), não devem ser definidas mais estações vazias.
- Mais estações vazias podem ser definidas para o posicionamento positivo do pino; caso contrário, menos estações vazias devem ser definidas.
- Para peças de puncionamento de alta precisão, menos estações vazias devem ser configuradas.
Ao controlar o número total de estações, o tamanho da matriz progressiva multiestação com um tamanho de perfil grande pode ser controlado para reduzir o erro cumulativo e melhorar a precisão das peças de puncionamento. No layout do processo, conforme mostrado na Fig. 1-13, a quarta e sexta estações são vagas.

Projeto da transportadora
No projeto de uma matriz progressiva multiestação, as peças do procedimento de trabalho são transferidas para cada estação de trabalho para processamento de estampagem e conformação, e as peças do procedimento de trabalho mantêm o posicionamento estável e correto no processo de alimentação dinâmica, que é chamado de transportador. O Carrier e o layout geral de estampagem da borda são semelhantes, mas o papel é completamente diferente. A borda é ajustada para atender aos requisitos do processo de corte da peça de trabalho do material de tira, e o transportador é projetado para levar o procedimento de trabalho no material de tira para a estação subsequente. De acordo com a forma da peça de punção, propriedades de deformação, espessura do material e outras condições diferentes, o transportador geralmente tem as seguintes formas.
Transportador de material de borda
O transportador de material de borda é uma forma de usar o material de sucata como transportador. Neste momento, há materiais de sucata em torno de toda a peça de trabalho. Este portador tem boa estabilidade e simplicidade, conforme mostrado na Fig. 1-14.

Fig. 1-14. Um exemplo de um transportador de material lateral
Transportadora unilateral
Um transportador de lado único é referido como um transportador único, que é um material com uma certa largura separada em um lado do material de tira e está conectado com o procedimento de trabalho em uma posição apropriada para realizar o transporte das peças do procedimento de trabalho. Um único transportador é adequado para puncionar peças com espessura t acima de 0,5 m, especialmente para peças com dobra em uma extremidade ou em várias direções. Isso é mostrado na Fig. 1-13.
Operadoras bilaterais
Uma transportadora bilateral também é chamada de transportadora padrão, conhecida como transportadora lateral. É um material com uma certa largura separada em ambos os lados do material para transportar as peças do procedimento de trabalho, e as peças do procedimento de trabalho são conectadas no meio dos dois lados do transportador, de modo que o transportador duplo é mais estável que o portador único e tem maior precisão de posicionamento. Este transportador é usado principalmente para materiais finos ( t ≤ 0,2 mm ), a precisão da peça é mais alta, mas a taxa de utilização do material é reduzida, muitas vezes em um único arranjo. Isso é mostrado na Fig. 1-15.

Transportadora Intermediária
O transportador intermediário é semelhante ao transportador unilateral, mas o transportador está localizado no meio da tira, conforme mostrado na Fig. 1-16. É menos material do que um suporte de um lado e um suporte de dois lados. É amplamente utilizado no layout do processo de peças de dobra. É mais adequado para peças com espessura de material t superior a 0,2mm e dobras simétricas em ambos os lados. A largura do transportador intermediário pode ser controlada de forma flexível de acordo com as características das peças, mas não deve ser inferior à largura do transportador único.

Seleção do Formulário de Posicionamento
Como a estampagem progressiva de várias estações é para distribuir o processo de estampagem do produto em várias estações para concluir, a borda de punção das peças de processo da estação frontal e traseira pode ser conectada e combinada com precisão, o que requer que as peças de processo possam ser posicionadas com precisão em cada estação.
O posicionamento pode ser dividido em vertical e horizontal, a direção vertical e de alimentação da barra é a mesma e a direção horizontal e de alimentação da barra é vertical. O posicionamento vertical geral inclui distância e guia e material de guia de posicionamento transversal.
Os métodos de posicionamento comumente usados na matriz progressiva são mostrados na Tabela 1-1.
| Maneira de posicionamento | Lenda | Âmbito de aplicação | |
| Pin de parada | 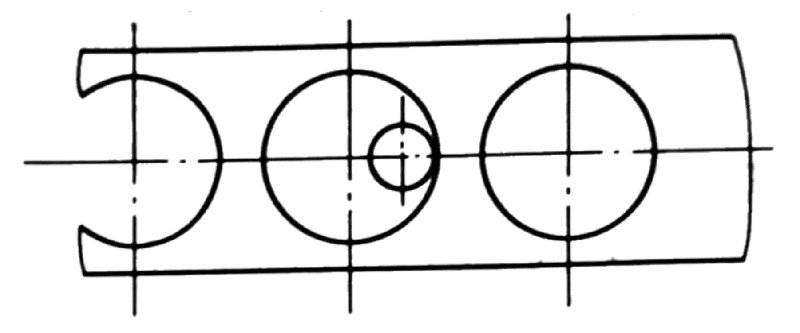 | t > 1,2 mm, requisitos de precisão do produto de tamanho grande (IT10~IT13)Forma simplesAlimentação manual | |
| Lâmina lateral | Lâmina de lado único | 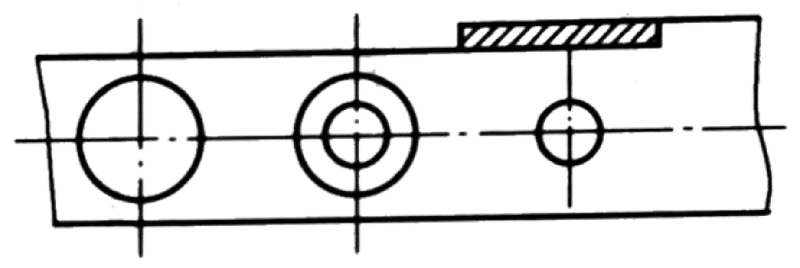 | t = 0. 1-1,5 mmIT11 ~ TT14 precisãoNúmero de localização 3-10 |
| Lâmina lateral | Ambas as lâminas laterais | 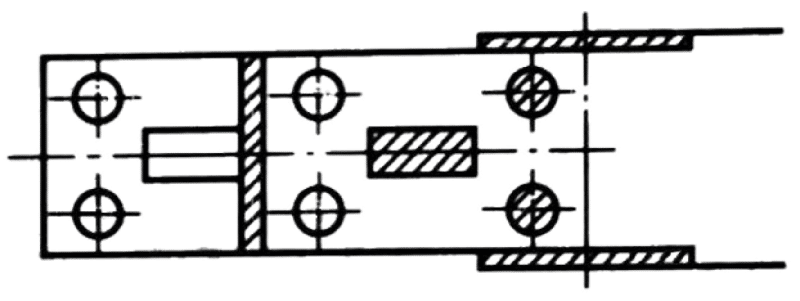 | t = 0. 1-1,5 mmIT11 ~ TT14 precisãoNúmero de localização 3-10 |
| Mecanismo de alimentação automática | A máquina está equipada com um mecanismo de alimentação automática | ||
| Pino guia | Requer alta precisão e é usado em combinação com forma de posicionamento aproximada |
Posicionamento da borda lateral
O posicionamento com a lâmina lateral geralmente deve ser disposto na primeira posição, o objetivo é fazer com que o início do material de estampagem possa ser enviado de acordo com uma certa distância do passo. Quando a lâmina lateral funciona, ela corre uma tira estreita para o lado da tira. O comprimento da tira é igual à distância do passo, que é usada como distância de alimentação.
Existem 3 tipos de formatos de lâminas laterais, conforme mostrado na Fig. 1-17. Conforme mostrado na Fig. 1-17 (a), é uma lâmina lateral retangular, que é simples de fabricar. No entanto, após a lâmina lateral ficar cega, rebarbas aparecerão na borda do material após o corte, afetando a alimentação e o posicionamento preciso do material. A Fig. 1-17 (b) mostra a lâmina lateral dentada, que supera a deficiência da lâmina lateral retangular, mas é difícil de fabricar.
Conforme mostrado na Fig. 1-17 (c), a aresta do canto afiado é inserida no entalhe da aresta do canto afiado para controlar a distância do passo. Embora o material seja economizado, o material da barra precisa ser movido para frente e para trás durante o blanking, o que é inconveniente de operar, por isso é usado principalmente no blanking de metais preciosos.

Quando o lote de produção de estampagem é grande, a borda dupla é usada e a borda dupla pode ser colocada na diagonal ou simetricamente. Conforme mostrado na Fig. 1-18. Adote uma borda dupla, a precisão da peça de trabalho é maior do que a de uma única borda. Quando a tira é destacada de uma lâmina lateral, a segunda lâmina lateral ainda pode definir a distância.

A espessura da lâmina lateral é geralmente de 6 a 10 mm e o comprimento é o comprimento da distância de alimentação do material. O material pode ser feito de aço T10, T10A, CrL2, dureza de têmpera de 62 ~ 64 HRC.
Posicionamento do pino guia
Conforme mostrado na Fig. 1-19, o posicionamento do pino guia é para corrigir a posição da barra inserindo o pino guia instalado na matriz superior no orifício guia na barra, para manter a posição relativa correta entre o punção , a matriz e as peças de trabalho.

1―Punho em branco; 2 ―Pino condutor; 3―Perfuração para perfurar o orifício guia
- Diâmetro do orifício principal
O orifício principal da matriz progressiva está principalmente disposto no transportador da tira (também pode ser disposto no orifício da peça de processo).
Portanto, o tamanho do diâmetro do furo do pino guia afeta diretamente a taxa de utilização do material. Não pode ser muito grande, mas também não pode ser muito pequeno, caso contrário, a força do pino principal não pode ser garantida. Ao determinar o diâmetro do orifício guia, fatores como espessura da folha, material, dureza, tamanho do blank, forma e tamanho do transportador, esquema de layout, guia, requisitos de precisão do produto e características estruturais, velocidade de processamento e assim por diante devem ser considerados de forma abrangente . A Tabela 1-2 é o valor empírico do diâmetro do furo principal.
Borda lateral da borda lateral do bloco da matriz da barra.
| T (mm) | dmin (milímetros) |
| <0,5 | 1.5 |
| 0,5≤ t ≤1,5 | 2.0 |
| > 1,5 | 2.5 |
- Posição do orifício principal
O pino positivo pode ser positivo de duas maneiras: direta e indireta. A chamada guia direta é usar o orifício da própria peça do produto como orifício guia, o pino guia pode ser instalado no punção, mas também pode ser configurado separadamente. Um guia indireto é o uso de um transportador ou resíduos fora do orifício de guia especial para guiar.
O pinhole principal está geralmente fora da primeira estação e o pino principal está imediatamente após a segunda estação. Depois disso, deve ser ajustado a uma distância igual a cada 2~4 estações. Os orifícios principais podem ser duplos ou simples, dependendo da forma da peça de trabalho e da estrutura da matriz. Quando a largura da tira é grande, os orifícios dos pinos principais devem ser duplos.
O pino guia está no posicionamento fino do procedimento de trabalho. Às vezes, causará a deformação ou arranhões do orifício guia, portanto, as peças do produto com alta precisão e requisitos de qualidade devem evitar a guia direta na peça de trabalho.
Posicionamento Misto da Borda Lateral e Pino Guia
Quando a lâmina lateral é misturada com o pino guia, a lâmina lateral é usada para posicionamento aproximado e o pino guia para posicionamento preciso. A Fig. 1-20 mostra um diagrama esquemático da combinação dos dois. Neste momento, a marcação da borda lateral e o orifício do pino guia devem ser colocados na primeira posição, e o pino guia deve ser colocado na posição após o furo guia de perfuração.

1 ― Haste guia; 2―A faca lateral para a borda do material; 3―Bloqueio de borda lateral; 4 ― Pino guia
Exemplo de layout
Processo de design de layout
As partes mostradas na Fig. 1-21 são tomadas como exemplos para ilustrar o processo de design do layout. Por se tratar de uma peça curva, antes de mais nada, deve-se descobrir seu diagrama de expansão (se a peça de estampagem, esta etapa pode ser omitida; Para peças de estampagem profunda, é necessário calcular o tamanho das peças em bruto, Os tempos de desenho, o tamanho dos produtos semi-acabados e a largura das tiras após cada desenho antes do layout e, em seguida, de acordo com o primeiro layout de espaços em branco, depois o design do contorno da ponta de perfuração e as etapas finais do layout do processo.

Fig. 1-21 Peça de trabalho de dobra e seu diagrama de expansão
- Layout em branco
A Fig. 1-22 mostra as quatro formas de layout do blank após a expansão das peças de dobra. Toda a área da peça de trabalho é de cerca de 1133,1 mm (incluindo o orifício quadrado no meio da peça de trabalho e os pequenos orifícios em ambas as extremidades). Após o cálculo, a taxa de utilização de material de cada layout é respectivamente: ηuma = 1133,1/(64 x 26,6) = 0,67, ηb = 1133,1/(26 x 64,3) = 0,68, ηc = 1133,1/(25 x 64,3) = 0,7, ηd = 1133,1/(52 x 30,1) = 0,72.

Fig. 1-22 Padrão de Layout

Fig. 1-22 Padrão de Layout
Assim, a Fig. 1.22 (a) tem a menor taxa de utilização do layout, e a Fig. 1.22 (d) tem a maior taxa de utilização do layout. No entanto, a Fig. 1-22 (d) faz a inclinação da peça, o que exige que os módulos da matriz progressiva também sejam ajustados. O processo de fabricação do molde é complexo, como mostrado na Fig. 1-22 (c) Embora o layout tenha uma alta taxa de utilização de material porque a peça de trabalho é conectada apenas no meio, não é propício para a alimentação estável das estações subsequentes. Geralmente acredita-se que a estabilidade de alimentação do layout na Fig. 1-22 (b) e Fig. 1-22 (d) é boa, então o layout mostrado na Fig. 1-22 (b) é selecionado aqui.
- O design da forma da aresta de corte
De acordo com o layout fixo do blank, o diagrama de decomposição da aresta de corte como mostrado na Fig. 1-23 pode ser projetado. Primeiro, perfure o orifício positivo, dois orifícios pequenos e o orifício quadrado do meio, para que você possa usar o orifício positivo para posicionamento no processamento subsequente. Como os quatro lados devem ser dobrados, é necessário separar a parte dobrada do material da tira antes de dobrar. Para simplificar a estrutura do molde e garantir a resistência do molde, a ranhura de conexão entre as duas peças de trabalho é acelerada em duas etapas. Depois é só cortar as partes que estão presas nos dois lados da tira para dobrá-la.

- Layout do processo
Com base no projeto de layout acima, projete o desenho do layout do processo conforme mostrado na Fig. 1-24. Existem 6 estações de trabalho: furo de perfuração e guia, dois furos pequenos e o furo quadrado médio na primeira estação de trabalho; Posição aberta na segunda estação; A terceira e a quarta posição de trabalho em duas etapas fora da conexão entre as duas peças de trabalho; O quinto é um assento vazio. A 6ª posição dobra e separa a peça de trabalho do material.

Desenho de layout
Após a conclusão do projeto de layout, ele é finalmente expresso na forma de um desenho de layout. O desenho do layout do processo pode ser desenhado de acordo com as etapas a seguir.
- Primeiro, desenhe uma linha horizontal e, em seguida, desenhe o centro de cada estação de acordo com a distância de entrada determinada.
- Da primeira estação, desenhe o conteúdo do processamento de estampagem. Tal como a primeira incisão da estação, desenhe apenas a forma da incisão; Se a primeira estação for perfurar o orifício positivo ou a distância da borda lateral, o orifício positivo ou a borda cega deve ser desenhado.
- Para extrair o conteúdo de processamento da segunda estação, neste momento a primeira estação fora do orifício ou boca cortada também deve ser desenhada.
- Desenhe o conteúdo de processamento da terceira estação, mesmo que esteja vazia, também deve ser desenhada, e a forma processada pela primeira e segunda estação também deve ser expressa aqui.
- E assim sucessivamente, até que todas as estações sejam desenhadas, o último passo é o blanking, bastando desenhar a forma do blanking.
- Verifique se o conteúdo de cada estação está desenhado corretamente e modifique o local incorreto.
- Após a verificação e, em seguida, desenhe a forma da tira, se o layout usando o posicionamento da borda lateral da moldagem, deve desenhar a forma de processamento da borda lateral, desta vez a forma e o tamanho da tira serão determinados.
- Para a conveniência do reconhecimento do mapa, o conteúdo de processamento de cada estação pode ser desenhado na linha de corte ou pintado com cores diferentes.
- Rotule as dimensões necessárias, ou seja, distância de alimentação, largura do material, diâmetro do pino principal, largura da borda lateral, etc., e anote a direção de alimentação, o número de estações e o nome do processo de estampagem de cada estação.
Um exemplo concreto de um desenho de layout é mostrado na Fig. 1-24.


O artigo é muito profissional, vou usá-lo para referência no futuro