4 loại biến dạng cục bộ trong quy trình dập kim loại

Thời gian đọc ước tính: 37 phút
Giới thiệu quy trình dập kim loại
Quy trình dập cơ bản nhất như cắt, uốn, khoét sâu, ngoài ra sẽ có các quy trình tạo hình khác như quy trình dập trường, gấp mép, dập phồng, dập giảm. Quá trình dập có điểm chung là đều thuộc biến dạng cục bộ, chúng đều thông qua phương pháp biến dạng cục bộ để thay đổi hình dạng của vật liệu hoặc quá trình và kích thước phôi. Có nghĩa là, với một loạt các tính chất khác nhau của biến dạng cục bộ để thay đổi phôi (hoặc bằng cách làm trống, uốn, kéo, và các phương pháp bán thành phẩm khác) hình dạng và kích thước của quá trình dập được gọi là tạo hình. Hoặc ngoài việc uốn và kéo sâu để tạo ra biến dạng dẻo, các quá trình dập khác có thể được gọi là tạo hình, định hình chính, gấp mép, co ngót, tạo hình phồng và nhấp nhô, v.v.
Các phương pháp đúc khác nhau có những đặc điểm riêng khác nhau. Về hình dạng, bởi vì nó là một dấu vết biến dạng cục bộ, nói chung sẽ không tạo ra hiện tượng nhăn hoặc nứt, vấn đề chính là độ đàn hồi. Đối với mặt bích, phồng, thường xuất hiện hiện tượng đứt gãy do kéo, nguyên nhân chủ yếu là do chúng bị biến dạng kéo, vùng biến dạng ứng suất kéo quá lớn. Về hiện tượng co ngót và gấp mép ngoài, mất ổn định và nhăn thường do ứng suất nén biến dạng quá mức, vì chúng chịu biến dạng nén. Trong việc lập quy trình tạo hình và thiết kế khuôn, mỗi thông số quy trình cần được xác định một cách hợp lý theo các đặc tính biến dạng.
Trong bài báo này, thiết kế khuôn dập mặt bích của các bộ phận ống lót như trong Hình 1-1 được sử dụng làm chất mang để hiển thị toàn diện bốn quá trình tạo hình, chẳng hạn như định cỡ, gấp mép, co lại và phồng lên.

Bốn loại biến dạng cục bộ
Chỉnh sửa hình dạng
Chỉnh sửa hình dạng bao gồm san lấp mặt bằng và định hình, thuộc về quá trình định hình mặc quần áo. Nó chủ yếu được thực hiện sau quá trình chần, uốn, kéo sâu và các quy trình dập khác, chủ yếu để cắt độ nhám, bán kính phi lê hoặc một số hình dạng và kích thước của các bộ phận dập theo yêu cầu đủ tiêu chuẩn.
Quá trình tạo hình trơn trường có các đặc điểm sau.
- Độ chính xác của khuôn dùng để hiệu chuẩn cao vì độ chính xác của phôi sau khi hiệu chuẩn cao hơn.
- Chỉ ở vị trí cục bộ của quy trình làm việc để tạo ra biến dạng dẻo nhỏ để đạt được mục đích cải thiện hình dạng và độ chính xác kích thước của các bộ phận.
- Bởi vì việc hiệu chuẩn thuộc về quá trình hoàn thiện và vấn đề chính của lò xo là chính, nên lực hiệu chỉnh sẽ được tác động lên các bộ phận của quá trình khi máy ép đạt đến tâm chết dưới cùng. Thiết bị tốt nhất được sử dụng là máy ép mịn hoặc máy ép cơ có độ cứng tốt và thiết bị bảo vệ quá tải.
San lấp mặt bằng
Việc san lấp mặt bằng thường được thực hiện sau quá trình tẩy trắng. Khi phôi sau khi sản xuất của vòm uốn cong, đặc biệt là thiết bị không ép của phôi liên tục chết do sản xuất không đồng đều hơn. Đối với độ phẳng của các yêu cầu cao hơn của các bộ phận sẽ cần phải được san bằng.
Tùy theo độ dày của tấm và yêu cầu của bề mặt, bạn có thể sử dụng máy mài phẳng hoặc máy mài phẳng.
Đối với loại mềm mỏng và không cho phép có vết lõm trên bề mặt của các bộ phận, thường nên sử dụng khuôn phẳng mịn. Khuôn dập nhẵn ít ảnh hưởng đến việc thay đổi trạng thái ứng suất bên trong của vật liệu, và vẫn có độ bật lớn, đặc biệt đối với các chi tiết của vật liệu có độ bền cao. Hiệu quả san lấp mặt bằng kém. Trong thực tế sản xuất, đôi khi các bộ phận của quy trình làm việc được xếp chồng lên nhau (uốn ngược chiều) để ngang bằng, có thể nhận được một hiệu quả nhất định. Để làm cho việc san lấp mặt bằng không bị ảnh hưởng bởi độ chính xác dẫn hướng của khối trượt của máy ép, khuôn ép san phẳng tốt hơn nên sử dụng một cấu trúc nổi. Như thể hiện trong Hình 1-2, khuôn ép phẳng nhẵn. Ứng dụng của khuôn nhẵn để hiệu chuẩn, do độ bật lớn hơn, đặc biệt là đối với các bộ phận vật liệu có độ bền cao, hiệu quả cân bằng tương đối kém.

Hình 1-2 Sơ đồ sơ đồ của khuôn san phẳng nổi mịn
Đối với các yêu cầu về độ phẳng cao, vật liệu là các bộ phận dày hoặc giới hạn độ bền là các bộ phận vật liệu cứng cao, thông thường, áp dụng cân bằng khuôn răng. Có hai loại hình dạng răng chết: răng mịn và răng thô. Răng trên và răng dưới giao nhau, như trong Hình 1-3, trong đó răng mịn được thể hiện trong Hình 1-3 (a), răng thô được hiển thị trong Hình 1-3 (b), và kích thước răng được thể hiện trong hình. Sau khi làm phẳng bằng khuôn mài phẳng răng mịn, bề mặt của phôi có các vết răng mịn còn sót lại. Khuôn mài phẳng răng thô phù hợp với độ dày nhỏ hơn của nhôm, đồng, đồng thau và các bộ phận khác. Khuôn răng san phẳng làm cho mặt phẳng trường của chi tiết hình thành nhiều chấm nhỏ biến dạng dẻo, làm thay đổi trạng thái ứng suất ban đầu của chi tiết, giảm sức bật, hiệu quả san phẳng tốt.
Lực san phẳng có thể được tính theo công thức sau:
F = AP (1-1)
Trong công thức:
F - lực san lấp mặt bằng, N;
A — diện tích của các bộ phận san lấp mặt bằng, mm2;
P — Áp suất trên một đơn vị diện tích san lấp mặt bằng, MPa, như trong Bảng 1-1.

Hình 1-3 Sơ đồ khuôn khuôn răng căn chỉnh
| Phương pháp | P (MPa) | Phương pháp | P (MPa) |
| Làm phẳng bề mặt phẳng bằng khuôn bế | 50~80 | Mở hình dạng các bộ phận định hình | 50~100 |
| Làm phẳng răng mịn làm phẳng khuôn | 80~120 | Các bộ phận vẽ sâu để giảm phần phi lê và ở phía dưới, tạo hình bên | 150~200 |
| San lấp mặt bằng răng thô | 100~150 |
Tạo hình
Định hình thường được sử dụng trong các quá trình kéo sâu, uốn hoặc các quá trình tạo hình khác, qua quá trình gia công, khuôn dập về cơ bản đã thành hình, nhưng có thể bán kính quá lớn, hoặc một hình dạng và kích thước nào đó chưa đạt yêu cầu của sản phẩm, bạn có thể sử dụng khuôn nhựa sản xuất địa phương hóa quá trình biến dạng dẻo, để đạt được mục đích nâng cao độ chính xác. Khuôn tạo hình và khuôn tạo hình trước khi quy trình tương tự nhau, nhưng độ chính xác và độ nhám của bộ phận làm việc cao hơn, đồng thời bán kính của miếng fillet và khe hở nhỏ hơn.
Phương pháp tạo hình của các bộ phận uốn được thể hiện trong Hình 1-4. Khi định hình, toàn bộ quy trình làm việc ở trạng thái ứng suất nén ba hướng, điều này làm thay đổi trạng thái ứng suất của quy trình làm việc để đạt được hiệu quả định hình tốt hơn. Chiều dài của bán thành phẩm trước khi tạo hình lớn hơn một chút so với chiều dài của các bộ phận để đảm bảo rằng vật liệu ở trạng thái ứng suất ba chiều khi tạo hình.

Hình 1-4. Định hình các bộ phận uốn
Hình 1-5. Việc định hình bán kính miếng phi lê ở gốc của mặt bích nhỏ yêu cầu phần bên ngoài của miếng phi lê phải được lấp đầy bằng vật liệu. Nếu bán kính của miếng fillet thay đổi lớn, chiều cao của bán thành phẩm có thể lớn hơn chiều cao của các bộ phận trong quá trình thiết kế. Phần bổ sung nguyên liệu có thể được lấy từ phần thành thẳng trong quá trình định hình, như trong Hình 1-5 (a) (h 'là chiều cao của bán thành phẩm và h là chiều cao của thành phẩm).
Nếu chiều cao của bán thành phẩm bằng chiều cao của các bộ phận, thì phần bổ sung nguyên liệu cũng có thể thu được nhờ sự co của mặt bích. Tuy nhiên, khi đường kính của mặt bích quá lớn thì không thể đạt được độ co ngót trong quá trình tạo hình. Tại thời điểm này, vật liệu chỉ có thể được bổ sung bằng cách làm mỏng gốc và vật liệu lân cận, như trong Hình 1-5 (b) như hình vẽ, từ các đặc tính biến dạng, tương đương với một biến dạng nhỏ phồng lên, do đó Độ chính xác định hình cao, nhưng phần biến dạng của độ giãn dài vật liệu không được lớn hơn 2% ~ 5%, nếu không, độ giãn dài quá mức của các bộ phận có thể bị gãy.

Các bộ phận rút sâu hình trụ thẳng có thể làm cho khe hở khuôn nhựa bằng (0,9 ~ 0. 95) t, bộ phận nhựa thẳng thành mỏng hơn một chút. Việc tạo hình này cũng có thể được thực hiện cùng với quá trình vẽ sâu cuối cùng.
Bích
Mặt bích là mép lỗ hoặc mép ngoài của chi tiết dưới tác dụng của khuôn làm bật ra phương thẳng đứng hoặc một Góc nào đó của mép thẳng. Theo các đặc tính quy trình của nó, mặt bích có thể được chia thành mặt bích bên trong (như thể hiện trong Hình 1-6 (a) và (b)) và mặt bích bên ngoài. Mặt bích mép ngoài có thể được chia thành mặt bích mép ngoài lồi (như trong Hình 1-6 (c)); Cạnh lõm bên ngoài gấp mép (như trong Hình 1-6 (d)). Ngoài ra, theo sự thay đổi của độ dày cạnh dọc, nó có thể được chia thành mặt bích mỏng không đổi và mặt bích mỏng dần. Các bộ phận mặt bích thực tế được thể hiện trong Hình 1-7.


Găng lỗ bên trong
Mặt bích lỗ tròn
- Đặc điểm biến dạng và hệ số gấp mép của mặt bích lỗ tròn
Phương pháp lưới cũng có thể được sử dụng cho các lỗ tròn gấp mép. Biến dạng có thể được phân tích bằng cách quan sát những thay đổi của lưới trước và sau khi biến dạng, như trong Hình 1-8. Có thể thấy vùng biến dạng là phần hình khuyên nằm giữa đường kính d và D1. Sau khi gấp mép, lưới tọa độ chuyển từ hình quạt sang hình chữ nhật. Có thể thấy rằng vật liệu trong vùng biến dạng kéo dài theo phương tiếp tuyến, và càng gần lỗ thoát thì độ giãn dài càng lớn, gần với trạng thái ứng suất kéo một phương. Biến dạng tiếp tuyến là biến dạng lớn nhất trong ba biến dạng chính. Khoảng cách giữa các vòng tròn đồng tâm không thay đổi đáng kể nên biến dạng hướng tâm nhỏ và kích thước hướng tâm giảm nhẹ.
Độ dày thành của mép dọc bị mỏng đi, đặc biệt là ở lỗ thoát nước. Các trạng thái của ứng suất và biến dạng thể hiện trong hình phản ánh các đặc điểm biến dạng của phân tích trên. Mối nguy hiểm chính của việc gấp mép lỗ tròn là mép lỗ bị nứt. Tình trạng đứt gãy phụ thuộc vào mức độ biến dạng.

Mức độ biến dạng mặt bích của lỗ tròn được biểu thị bằng tỷ số giữa đường kính d của lỗ đúc sẵn trước khi ghép bích và đường kính D sau khi gấp mép K. Nghĩa là:
K = d / D (1-2)
K được gọi là hệ số gấp mép. Rõ ràng K luôn nhỏ hơn 1. Giá trị K càng nhỏ thì mức độ biến dạng càng lớn. Khi gấp mép, giá trị nhỏ nhất K có thể đạt được trong điều kiện mép lỗ không bị nứt được gọi là hệ số gấp mép giới hạn biểu thị bằng Kmin. Các yếu tố chính ảnh hưởng đến hệ số gấp mép giới hạn là tính chất cơ học của vật liệu, hình dạng của cú đấm, tỷ lệ giữa khẩu độ trước khi gấp mép và độ dày của vật liệu, và phương pháp gia công của vật liệu lỗ đúc sẵn, v.v. Các lỗ đúc sẵn là gia công chủ yếu bằng cách đục lỗ hoặc khoan. Hệ số mặt bích giới hạn của thép cacbon thấp trong các điều kiện khác nhau và hệ số mặt bích của các vật liệu khác nhau được thể hiện trong Bảng 1-2.
| Hình thức đấm | Phương pháp xử lý lỗ | Đường kính tương đối của lỗ đúc sẵn | ||||||||||
| 100 | 50 | 35 | 20 | 15 | 10 | 8 | 6.5 | 5 | 3 | 1 | ||
| Cú đấm hình trụ | Đục lỗ | 0.80 | 0.70 | 0.60 | 0.50 | 0.45 | 0.42 | 0.40 | 0.37 | 0.35 | 0.30 | 0.25 |
| 0.85 | 0.75 | 0.65 | 0.60 | 0.55 | 0.52 | 0.50 | 0.50 | 0.48 | 0.47 | - | ||
| Đấm phồng | Đục lỗ | 0.70 | 0.60 | 0.52 | 0.45 | 0.40 | 0.36 | 0.33 | 0.31 | 0.30 | 0.25 | 0.20 |
| 0.75 | 0.65 | 0.57 | 0.52 | 0.48 | 0.45 | 0.44 | 0.43 | 0.42 | 0.42 | - |
Ghi chú:
Khi Kmin Giá trị trong bảng được sử dụng, các vết nứt nhỏ sẽ xuất hiện ở mép miệng sau khi ghép bích thực tế. Nếu phôi không được phép nứt, hệ số gấp mép phải được tăng lên 10% ~ 15%.
Chiều cao h của lần vẽ sâu đầu tiên và sau đó tiện lỗ có thể được biết từ Hình 1-10 (tính theo đường giữa).
- Quá trình tính toán mặt bích lỗ tròn
Trong quá trình tính toán gấp mép, cần tính đường kính của lỗ đúc sẵn d theo kích thước của mảnh D và tính chiều cao gấp mép H. Khi phôi phẳng không thể tiện trực tiếp ở độ cao yêu cầu H, nó là cần thiết để vẽ các lỗ đầu tiên, đục lỗ ở dưới cùng của bản vẽ, và sau đó là mặt bích. Bài báo này thảo luận về hai loại mặt bích phẳng và mặt bích vẽ sâu tương ứng.
Trước khi gấp mép, các lỗ đúc sẵn cần được xử lý trên phôi, như trong Hình 1-9. Công thức xác định đường kính của lỗ đúc sẵn d như sau

d = D-2 (H-0,43r-0,72t) (1-3)
Phương trình trên có thể được chuyển thành phép tính chiều cao H của cạnh thẳng đứng.
H = (D - d) / 2 + 0,43r + 0,72 t = D (1-K) / 2 + 0,43 r + 0,72t (1-4)
Nếu thay K vào phương trình trên thì có thể nhận được chiều cao gấp mép cho phép lớn nhất Hmax.
Htối đa = D (1-Kmin) + 0,43 r + 0,72t (1-5)
Khi chiều cao của phôi là H > Htối đa, hình thành lỗ tiện có thể dẫn đến gãy mép định hướng của các bộ phận. Bản vẽ sâu đầu tiên có thể được sử dụng tại thời điểm này, sau đó phần dưới của bản vẽ có thể được đục lỗ và gấp mép. Trong trường hợp này, chiều cao lớn nhất có thể đạt được bằng cách ghép bích sau khi vẽ sơ bộ phải được xác định trước, sau đó chiều cao của bản vẽ và đường kính đột lỗ trước phải được xác định theo chiều cao của mặt bích và chiều cao của các bộ phận.

h = (Dd) / 2 - (r + t / 2) - π (r + t / 2) / 2
Sau khi kết thúc
h≈ (Dd) / 2 + 0,57r = D (1 - k) / 2 + 0,57r (1-6)
Đường kính của lỗ đúc sẵn d là
d = KD hoặc d = D + 1. 14 r - 2 h (1-7)
Chiều cao bản vẽ h là
h '= H - h + r (1-8)
Hiện tượng mỏng mép mép, mép dọc ngày càng nghiêm trọng. Giá trị gần đúng của nó được tính như sau.
")
- Tính toán lực gấp mép
Lực gấp mép F nói chung là nhỏ. Khi sử dụng đột lỗ đáy phẳng hình trụ, lực gấp mép của lỗ tròn có thể được tính như
F = 1,1 π (Dd) t σNS (1-10)
Trong công thức:
F - lực tiện lỗ, N;
D - đường kính trung bình của cạnh dọc sau khi gấp mép, mm;
d - đường kính ban đầu của lỗ tròn, mm;
t - độ dày của mẫu trống, mm;
σNS —Điểm chảy của vật liệu, MPa.
- Lật lại thiết kế khuôn
Nhìn chung, khuôn lật và khuôn vẽ có rất nhiều điểm giống nhau, cũng có khuôn giữ trống và không có khuôn trống, hình thức và khuôn lật. Đồng thời, khuôn bế lần lượt nói chung không cần thiết lập khung khuôn. Hình 1-11 cho thấy kích thước và hình dạng của một số đột lỗ tròn phổ biến. Hình 1-11 (a) ~ (c) cho thấy đột dập mặt bích với các lỗ lớn. Xét về lợi ích của sự biến dạng mặt bích, cú đấm parabol là tốt nhất, cú đấm bóng là tiếp theo và cú đấm phẳng là thứ hai. Từ độ khó xử lý cú đấm để thấy điều ngược lại.
Hình 1-11 (d) ~ (f) cho thấy một đầu đột với phần dẫn hướng dài hơn. Hình 1-11 (d) được sử dụng cho mặt bích có đường kính lỗ lớn hơn 10mm, Hình 1-11 (e) được sử dụng cho mặt bích có đường kính lỗ nhỏ hơn 10mm và Hình 1-11 (f ) được sử dụng cho mặt bích không chính xác mà không có lỗ trước. Bán kính của phi lê của đột lỗ phải càng lớn càng tốt, điều này có lợi cho việc tiện lỗ.
Khe hở bề mặt đơn giữa khuôn lồi và khuôn lõm dày hơn (0,75 ~ 0,85) lần.

Hình 1-11 Cấu trúc và kích thước khuôn đột lỗ mặt bích cho các lỗ tròn

Hình 1-11 Cấu trúc và kích thước khuôn đột lỗ mặt bích cho các lỗ tròn
Mặt bích lỗ không tròn
Lỗ tròn còn được gọi là lỗ có hình dạng đặc biệt, bởi bán kính cong khác nhau của cung lồi, cung lõm và các đường thẳng, hình thành do mỗi phần có tính ứng suất và biến dạng khác nhau, phần tuyến tính II có thể coi là biến dạng uốn, phần cung lồi khu vực I biến dạng mặt bích, có thể được coi là phần cung lõm khu vực III có thể được xem như là biến dạng vẽ, như thể hiện trong hình 1-12.

Hình dạng và kích thước mở rộng của các lỗ đúc sẵn được tính toán theo phương pháp mở rộng uốn, tiện, vẽ tương ứng và được nối với nhau bằng một cung tròn trơn. Hệ số gấp mép Kf của lỗ không tròn (thường dùng để chỉ hệ số gấp mép của phần cung tròn nhỏ) có thể nhỏ hơn hệ số gấp mép K của lỗ tròn, khoảng
Kf= (0,85 ~ 0,90) K (1-11)
Đối với hệ số gấp mép giới hạn của lỗ không tròn, vui lòng tham khảo Bảng 1-3 theo góc α ở tâm của mỗi đoạn cung.
| α (°) | 180~360 | 165 | 150 | 135 | 120 | 105 | 90 | 75 | 60 | 45 | 30 | 15 | 0 | |
| Tỷ số d / t | 50 | 0.8 | 0.73 | 0.67 | 0.6 | 0.53 | 0.47 | 0.4 | 0.33 | 0.21 | 0.2 | 0.14 | 0.07 | Uốn sự biến dạng |
| 33 | 0.6 | 0.55 | 0.5 | 0.45 | 0.4 | 0.35 | 0.3 | 0.25 | 0.2 | 0.15 | 0.1 | 0.05 | ||
| 20 | 0.52 | 0.48 | 0.43 | 0.39 | 0.35 | 0.30 | 0.26 | 0.22 | 0.17 | 0.13 | 0.09 | 0.04 | ||
| 12~8.3 | 0.5 | 0.46 | 0.42 | 0.38 | 0.33 | 0.29 | 0.25 | 0.21 | 0.17 | 0.13 | 0.08 | 0.04 | ||
| 6.6 | 0.48 | 0.44 | 0.4 | 0.36 | 0.32 | 0.28 | 0.24 | 0.2 | 0.16 | 0.12 | 0.08 | 0.04 | ||
| 5 | 0.46 | 0.42 | 0.38 | 0.35 | 0.31 | 0.27 | 0.23 | 0.19 | 0.15 | 0.12 | 0.08 | 0.04 | ||
| 3.3 | 0.45 | 0.41 | 0.375 | 0.34 | 0.30 | 0.26 | 0.225 | 0.185 | 0.145 | 0.11 | 0.08 | 0.04 |
Ghép mép ngoài
Theo tính chất biến dạng, mặt bích bên ngoài có thể được chia thành mặt bích kéo dài và mặt bích nén.
Loại kéo dài mặt bích
Các đường gấp mép trên một mặt phẳng hoặc bề mặt dọc theo một đường cong lõm và không kín đều thuộc loại này, như thể hiện trong Hình 1-13. Đặc điểm chung của mặt bích là vùng biến dạng của phôi chủ yếu sinh ra biến dạng kéo dài tiếp tuyến dưới tác dụng của ứng suất kéo tiếp tuyến nên mép dễ bị nứt, mức độ biến dạng thường biểu thị bằng E.sự mở rộng.
Esự mở rộng= b / (Rb) (1-12)
Các biến dạng cho phép của các vật liệu thông thường được nêu trong Bảng 1-4.
| Tên và thương hiệu của vật liệu | Εtỷ lệx100 | Εsức épx100 | Tên và thương hiệu của vật liệu | Εtỷ lệx100 | Εsức épx100 | ||||||
| Đúc cao su | Khuôn tạo hình | Đúc cao su | Khuôn tạo hình | Đúc cao su | Khuôn tạo hình | Đúc cao su | Khuôn tạo hình | ||||
| thau | H62 mềm | 30 | 40 | 8 | 45 | Thép | 10 | - | 38 | - | 10 |
| H62 cứng | 10 | 14 | 4 | 16 | 20 | - | 22 | - | 10 | ||
| H68 mềm | 35 | 45 | 8 | 55 | 1Cr18Ni9 mềm | - | 15 | - | 10 | ||
| H68 nửa cứng | 10 | 14 | 4 | 16 | 1Cr18Ni9 cứng | - | 40 | - | 10 | ||
| 2Cr18Ni9 | - | 40 | - | 01 | |||||||
| Hợp kim nhôm | L4 mềm | 25 | 30 | 6 | 40 | Hợp kim nhôm | LF2 cứng | 5 | 8 | 3 | 12 |
| L4 khó | 5 | 8 | 3 | 12 | LY12 mềm | 14 | 20 | 6 | 30 | ||
| LF21 mềm | 23 | 30 | 6 | 40 | LY12 cứng | 6 | 8 | 0.5 | 9 | ||
| LF21 cứng | 5 | 8 | 3 | 12 | LY11 mềm | 14 | 20 | 4 | 30 | ||
| LF2 mềm | 20 | 25 | 6 | 35 | LY11 khó | 5 | 6 | 0 | 0 |
Biến dạng mặt bích mặt phẳng kéo dài tương tự như mặt bích lỗ. Khi ghép bích, sự phân bố ứng suất trong vùng biến dạng không đồng đều dẫn đến hiện tượng chiều cao của mép dọc cao ở hai đầu và thấp ở giữa sau khi gấp bích. Để có được chiều cao gấp mép phẳng, các đường bao ở cả hai đầu của phôi phải được cắt bớt trước khi gấp mép. Hình dạng được thể hiện bằng đường chấm trong Hình 1-13 (a) được định hình sau khi cắt tỉa.
Ở phần mặt bích kéo dài, hiện tượng nhăn dễ xảy ra ở phần giữa của đáy phôi, nói chung trong thiết kế khuôn dập nên tránh sử dụng thiết bị ép mạnh, đồng thời tạo điều kiện. Có lợi cho việc gấp mép, để ngăn chặn phần giữa của mặt bích sớm do biến dạng kéo dài quá mức và thậm chí làm nứt mép dọc.

Hình 1-13. Loại kéo dài mặt bích
Mặt bích kiểu nén
Mặt bích của một mặt phẳng hoặc bề mặt dọc theo một đường cong lồi, không kín là một mặt bích nén, như thể hiện trong Hình 1-14. Đặc điểm của nó là vùng biến dạng phôi chủ yếu chịu ứng suất nén tiếp tuyến nên phôi dễ bị nhăn khi tạo hình. Độ biến dạng Esức ép được biểu thị là
Esức ép= b / (R + b) (1-13)

Hình. 1-14 Mặt bích lớp nén
Biến dạng mặt bích của mặt phẳng nén tương tự như bản vẽ sâu, vì sự phân bố ứng suất không đều trên mép dọc trong quá trình gấp mép, chiều cao của mép dọc của chi tiết sau khi gấp mép có vẻ cao ở giữa và thấp ở hai đầu.
Để có được cạnh thẳng đứng phẳng, hình dạng mở rộng của phôi phải được sửa đổi, như thể hiện trong Hình 1-14 (a) đường đứt nét. Không thể sửa chữa mặt bích khi chiều cao nhỏ. Ngoài ra, khi chiều cao gấp mép lớn, khuôn cần được thiết kế để chống nhăn thiết bị ép.
Cấu trúc của khuôn dập
Các loại cấu trúc của khuôn dập mặt bích phổ biến được thể hiện trong Hình 1-15, tương tự như cấu trúc của khuôn dập sâu

Hình 1-15 Các loại cấu trúc của khuôn dập mặt bích
1 — Bảng đẩy; 2, 7, 9 — Lồi và lõm chết; 3 — Chết; 4 — Đấm;
5 — Đục đột lỗ; 6 — Vòng giữ trống; 8 — Khuôn lõm lõm; 10 — Mái nhà
Hình 1-16 cho thấy khuôn ghép mặt bích bên trong và bên ngoài. Có thể thấy từ bản vẽ các bộ phận của phôi rằng các cạnh bên trong và bên ngoài của phôi cần có mặt bích. Trống được định vị trên mảnh 7, và mảnh 7 được gắn trên tấm ép 5. Bản thân chi tiết 7 là khuôn gấp mép của mép trong. Tấm ép phải được lắp ráp với khuôn gấp mép 3 của mép ngoài để đảm bảo vị trí chính xác của nó theo khe hở với H7 / h6. Lúc này đĩa ép không chỉ đóng vai trò ép và tạo hình. Vì vậy, khi ép đến tâm chết dưới cùng, nó phải tiếp xúc cứng với ghế chết dưới, và cuối cùng đóng vai trò của phần trên cùng.
Sau khi gấp mép trong, dưới tác dụng của lò xo, khối kích 6 kích phôi ra khỏi khuôn gấp mép trong 7. Tấm đẩy 8 do có vai trò của lò xo nên tấm dập luôn giữ tiếp xúc với phôi. Đến điểm chết dưới cùng tâm, và cố định tấm 2 cố định tiếp xúc cứng, do đó tấm đẩy 8 cũng đóng vai trò định hình, ra khỏi phôi tương đối trơn tru. Trên khuôn ra khỏi các bộ phận, có thể tính đến lò xo không đủ độ bền, sử dụng thiết bị đẩy cứng cuối cùng sẽ bị đẩy ra khỏi phôi.

1 — Mặt bích bên ngoài đột lỗ; 2 — Tấm cố định đột; 3 - Khuôn gấp mép ngoài; 4 - Đục gấp mép trong; 5 — Tấm ép; 6 — Khối mảnh trên cùng; 7 — Khuôn gấp mép bên trong; 8 — Tấm đẩy
Phồng
Dưới tác dụng của khuôn dập, phôi buộc phải giảm chiều dày và diện tích bề mặt tăng lên, để có được dạng hình học của các chi tiết phương pháp gia công dập được gọi là phồng. Quá trình phồng có đặc điểm riêng, vùng biến dạng phồng theo phương của bề mặt tấm là trạng thái ứng suất kéo hai chiều, theo phương của bề dày tấm là biến dạng mỏng đi, tức là bề dày mỏng đi và diện tích bề mặt tăng lên. Phồng được sử dụng chủ yếu để tạo hình cục bộ của trống phẳng như thanh gia cố, mẫu hoa văn và nhãn hiệu, làm phồng trống rỗng như ống thổi, bình khí áp suất cao và bình chứa hình cầu, và kéo căng các tấm mỏng như da máy bay và ô tô. Các phương pháp làm phồng thường được sử dụng bao gồm phồng khuôn cứng và phồng khuôn mềm bằng chất lỏng, khí, cao su và các phương tiện chịu lực khác.
Do cấu trúc khuôn đơn giản của phôi và biến dạng đồng đều, khuôn phồng mềm có thể tạo thành phôi có hình dạng phức tạp. Việc nghiên cứu và ứng dụng các loại phào mềm ngày càng được chú ý như phào thủy lực, phào cao su, phào chỉ nổ,… như hình 1-17 là sản phẩm nồi inox được sản xuất theo phương pháp ép phồng.

Đặc điểm biến dạng của phồng
Hình 1-18 cho thấy vùng biến dạng phồng lên và biểu đồ ứng suất và biến dạng chính của nó khi cú đấm đầu bi làm phồng trống. Phần bôi đen thể hiện vùng phồng lên. Biến dạng phồng có các đặc điểm sau.

- Biến dạng phồng do trống bởi lực giữ trống lớn hơn, hoặc do đường kính trống lớn hơn 3 ~ 4 lần đường kính của lỗ khuôn, biến dạng dẻo được giới hạn trong một phạm vi biến dạng cố định, vật liệu tấm không chuyển vào vùng biến dạng, cũng như từ bên ngoài vùng biến dạng vào vùng biến dạng.
- Trong vùng biến dạng phồng, biến dạng phồng là trạng thái ứng suất kéo hai chiều theo phương của tấm (bỏ qua ứng suất theo phương chiều dày tấm). Sự biến dạng chủ yếu được hoàn thành bằng cách làm mỏng theo hướng chiều dày vật liệu hỗ trợ sự kéo dài theo hướng tấm. Sau khi biến dạng, chiều dày vật liệu giảm, và diện tích bề mặt tăng lên.
- Do chiều dày của phôi so với kích thước bên ngoài của phôi là rất nhỏ, nên sự thay đổi của ứng suất kéo dọc theo hướng chiều dày của tấm trong quá trình biến dạng phồng là rất nhỏ, do đó khi loại bỏ lực phồng sau khi bật lại là nhỏ, hình dạng hình học của phôi dễ sửa, và độ chính xác về kích thước dễ đảm bảo.
- Do trạng thái ứng suất kéo hai chiều của vật liệu theo phương của tấm trong quá trình biến dạng phồng, giới hạn hình thành chủ yếu bị hạn chế bởi đứt gãy do kéo. Vì vậy việc biến dạng không dễ sinh ra hiện tượng mất ổn định và nhăn nheo, bề mặt chi tiết hoàn thiện nhẵn và chất lượng tốt.
Phôi phẳng tạo sóng
Khi kích thước của trống lớn hơn 3 lần kích thước biến dạng thì biến dạng chỉ xảy ra ở vùng tiếp xúc với đột lỗ, là hiện tượng phồng cục bộ của trống. Những hình thức phổ biến trong sản xuất là gia cố ép, vỏ lồi, rỗ, hoa văn và dấu, ... Hình 1-19 cho thấy một số ví dụ về tạo hình nhấp nhô bằng phương pháp này. Sau khi nhấp nhô hình thành các bộ phận dập, bởi vì sự thay đổi của mômen quán tính của các bộ phận và vật liệu làm việc cứng lại, có thể cải thiện hiệu quả độ cứng và sức mạnh của các bộ phận. Công nghệ ép thanh cốt thép được sử dụng rộng rãi trong sản xuất.

Hình 1-19 Ví dụ về các bộ phận phồng lên
Các dạng và kích thước của chất làm cứng được thể hiện trong Bảng 1-5. Khi ở cục bộ cạnh phôi phôi phồng lên, vì vật liệu cạnh để co lại, do đó nên dành lề cắt trước, sau khi hình thành rồi mới cắt bỏ.
| Tên | Biểu đồ | NS | h | D hoặc B | r | |
| Sườn ép | 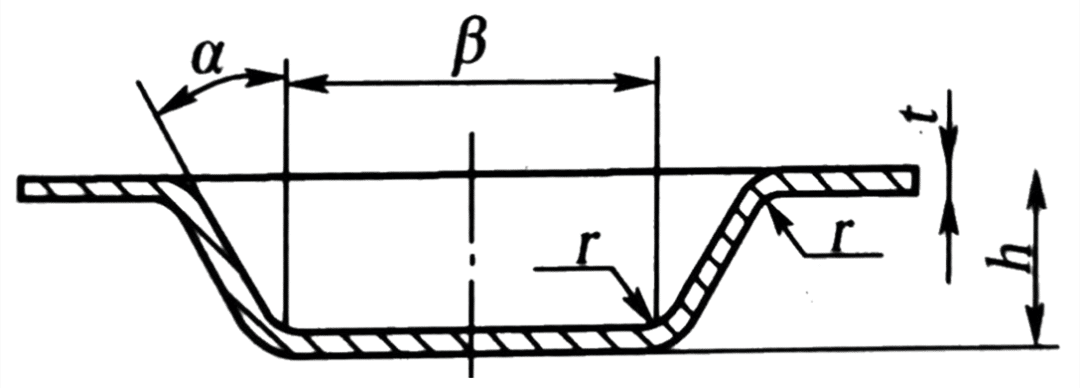 | (3-4) t | (2-3) t | (7-10) t | (1-2) t | |
| Dập nổi | 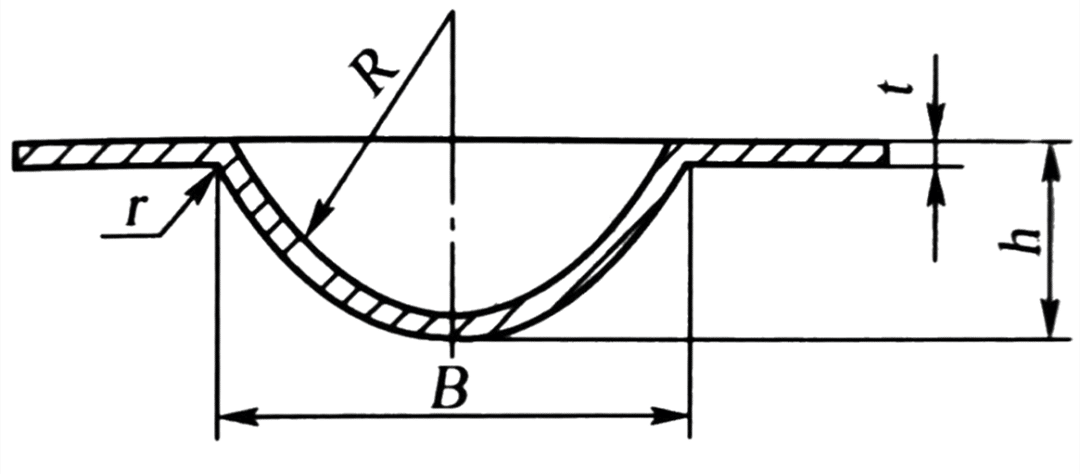 | (1,5-2) t | ≥3 giờ | (0,5-1,5) t | 15 ° ~ 30 ° | |
| Biểu đồ | D (mm) | L (mm) | l (mm) | |||
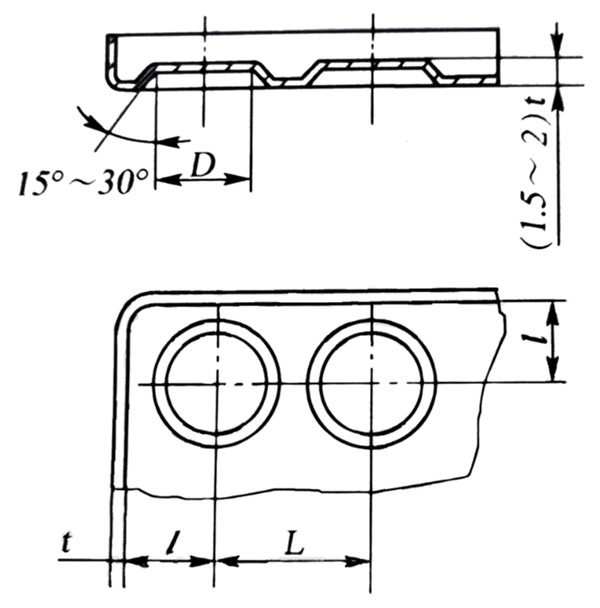 | 6.5 8.5 10.5 13 15 18 24 31 36 43 48 55 | 10 13 15 18 22 26 34 44 51 60 68 78 | 6 7.5 9 11 13 16 20 26 30 35 40 45 |
Thường có hai phương pháp xác định mức độ biến dạng cuối cùng trong phương pháp tạo hình nhấp nhô, đó là phương pháp thử và phương pháp tính toán. Mức độ biến dạng cuối cùng của quá trình tạo hình nhấp nhô chủ yếu bị ảnh hưởng bởi tính chất vật liệu, hình dạng hình học của các bộ phận, cấu trúc khuôn, phương pháp phồng và bôi trơn. Đặc biệt đối với những chi tiết có hình dạng phức tạp thì sự phân bố ứng suất và biến dạng càng phức tạp. Các bộ phận nguy hiểm và mức độ biến dạng cuối cùng thường được xác định bằng phương pháp thử nghiệm. Đối với các bộ phận tạo hình nhấp nhô tương đối đơn giản, mức độ biến dạng cuối cùng có thể được xác định gần đúng theo phương trình sau đây, như trong Hình 1-20.
εtối thượng l0 (l - l0 ) x 100% ≤ K [δ] (1-14)
Trong công thức,
εtối thượng —Mức độ biến dạng cuối cùng của tạo hình nhấp nhô;
l 、 l0- Lần lượt là chiều dài trước và sau khi biến dạng của vật liệu, mm;
[δ] —Sự kéo dài của phần vật liệu;
K - Hệ số hình dạng, cốt thép K = 0. 70 ~ 0.75 (cốt thép hình cầu là giá trị lớn nhất, cốt thép hình thang là giá trị nhỏ nhất).

Nếu các chất làm cứng yêu cầu của bộ phận vượt quá mức độ biến dạng giới hạn, có thể áp dụng phương pháp như trong Hình 1-21. Trong quy trình đầu tiên, một quả đấm hình cầu có đường kính lớn được sử dụng để làm phồng lên để có được một bộ phận của quá trình như thể hiện trong Hình 1-21 (a). Trong quy trình thứ hai, hình dạng và kích thước yêu cầu của bộ phận thu được như trong Hình 1-21 (b). Nếu hai quá trình này không đạt yêu cầu thì phải giảm chiều sâu của phôi.

- Khi đột cứng được sử dụng để ép các chất làm cứng trong phôi phẳng, công thức sau đây có thể tính toán áp lực đột cần thiết.
F = tσbKL (1-15)
Trong công thức,
F — Áp suất xung, N;
L — Chiều dài của chất làm cứng, mm;
t — Chiều dày vật liệu, mm;
σb—Độ bền kéo của vật liệu, MPa;
K — Hệ số, thường lấy 0,7 ~ 1,0 (lấy giá trị lớn khi hình dạng của cốt thép hẹp và sâu, lấy giá trị nhỏ khi chiều rộng nông).
- Nếu phồng cục bộ các bộ phận nhỏ có độ dày dưới 1,5mm và diện tích tạo hình nhỏ hơn 2000 mm2 được thực hiện trên máy ép tay quay, áp suất đột lỗ yêu cầu F có thể được tính gần đúng theo công thức sau.
F = Kt2A (1-16)
Trong công thức,
F — Áp suất cú đấm phồng lên, N;
T — Độ dày vật liệu, mm;
A — Diện tích phồng lên, mm2;
K — Hệ số là 200 ~ 300 N / mm4 cho thép và 50 ~ 200 N / mm4 đối với đồng và nhôm.
Độ phồng của phôi rỗng
Phôi phôi rỗng thường được gọi là phồng phôi. Nó là một quá trình dập trong đó các bộ phận làm việc rỗng hoặc trống hình ống mở rộng ra bên ngoài dọc theo hướng xuyên tâm. Bằng phương pháp này, các sản phẩm hoặc bộ phận như bình khí áp suất cao, bình chứa hình cầu, ống thổi, khớp nối tee xe đạp, v.v. có thể được tạo thành.
Mức độ biến dạng phồng
Khi phôi rỗng phồng lên, vật liệu chịu tác dụng của ứng suất kéo để tạo ra biến dạng kéo, và mức độ biến dạng cuối cùng được biểu thị bằng hệ số phồng K, như trong Hình 1-22.
K = dtối đa/ D (1-17)
Trong công thức,
K — Hệ số phồng và hệ số phồng giới hạn (dtối đa đạt đến giá trị giới hạn d 'tối đa khi phồng lên) được biểu thị bằng Ktối đa;
dtối đa—Đường kính lớn nhất của các bộ phận sau khi phồng, mm;
D — Đường kính ban đầu của phôi rỗng, mm.

Mối quan hệ giữa hệ số phồng giới hạn K và độ giãn dài tiếp tuyến của phôi là
δ = (dtối đa - D) = K - 1 hoặc K = 1 - δ (1-18)
Vì mức độ biến dạng của phôi bị giới hạn bởi độ giãn dài của vật liệu nên hệ số phồng giới hạn tương ứng có thể được tính theo công thức trên. Có thể xác định giá trị gần đúng của hệ số phồng giới hạn của vật liệu bằng cách tra bảng. Bảng 1-6 và Bảng 1-7 là hệ số phồng của một số vật liệu để tham khảo.
| Vật chất | Độ dày tương đối của trống (t / D) x (%) | Độ dày tương đối của trống (t / D) x (%) | Độ dày tương đối của trống (t / D) x (%) | Độ dày tương đối của trống (t / D) x (%) |
| 0.35~0.45 | 0.28~0.32 | |||
| Ủ | Không ủ | Ủ | Không ủ | |
| Nhôm | 1.25 | 1.2 | 1.2 | 1.15 |
| 10 thép | 1.2 | 1.10 | 1.15 | 1.05 |
| Phương pháp phình to | Hạn chế hệ số phồng |
| Sử dụng một khối phồng cao su đơn giản | 1.2~1.25 |
| Làm phồng mẫu trống bằng cách đặt một cục tẩy dưới áp lực dọc trục | 1.6~1.7 |
| Phồng lên khi làm nóng cục bộ đến 200 ~ 500 ℃ | 2.0~2.1 |
| Phần cuối của đột côn được làm phồng bằng cách nung nóng đến 380 ℃ | ~3.0 |
Tính toán phôi phồng
Như có thể thấy từ Hình 1-22, đường kính trống D là
D = dtối đa/ K (1-19)
Chiều dài của ô trống L là
L = l [l + (0,3 ~ 0,4) δ] + b (1-20)
Trong công thức,
l - Chiều dài của thanh cái trong vùng biến dạng, mm;
δ — Độ giãn dài của phôi trong kéo dài tiếp tuyến;
B — Lề cắt tỉa, thường lấy b = 5 ~ 15 mm.
0,3-0,4 — Hệ số cần thiết để giảm chiều cao do độ giãn dài tiếp tuyến.
Xác định lực phồng
Lực phồng F cần thiết cho quá trình phồng phôi rỗng có thể được tính như sau:
F = p * A (1-21)
Trong công thức,
p — Áp suất trên một đơn vị diện tích cần thiết để phồng lên, MPa;
A — Diện tích phồng lên, mm2.
Áp suất p trên một đơn vị diện tích cần thiết để làm phồng có thể được tính gần đúng bằng phương trình dưới đây.
p = 1,16 σb* 2t / ngàytối đa (1-22)
Trong công thức,
σb—Độ bền kéo của vật liệu, Mpa;
dtối đa—Đường kính phồng lớn nhất, mm;
t — Độ dày ban đầu của vật liệu, mm.
Phương pháp phình to
Các phương pháp làm phồng bộ phận rỗng thường được chia thành phồng đột cứng và phồng đột dập mềm.
Như thể hiện trong Hình 1-23, quả đấm cứng cáp đang phồng lên. Cú đột có dạng một miếng dập linh kiện, và viên côn được dùng để đẩy phần đột dập tách ra làm cho các bộ phận làm việc phồng ra theo hình dạng yêu cầu. Số lượng đột lỗ càng nhiều thì hình dạng của phôi và độ chính xác càng tốt. Nhưng nhược điểm là khó lấy được thân quay chính xác với độ chính xác cao, độ biến dạng không đồng đều, kết cấu khuôn phức tạp.

1 — Cú đấm tách; 2 — Trục chính; 3 — Trống; 4 — Pít tông
Như trong Hình 1-24, quả đấm mềm phồng lên, nguyên tắc của nó là sử dụng cao su, chất lỏng, khí và thép bắn thay vì quả đấm cứng. Phôi đột dập mềm biến dạng đồng phục có thể tạo thành các chi tiết có hình dạng phức tạp nên được sử dụng rộng rãi trong sản xuất.

Hình 1-24 Độ phồng của cú đấm mềm
1 — Đấm; 2 - Khối khuôn lõm; 3 — Cao su; 4 — Nêm bên; 5 — Chất lỏng
Co miệng
Co ngót là một quá trình hình thành trong đó đường kính của miệng của một phần hình ống hoặc hình trụ được kéo sẵn bị giảm bởi áp suất tại lỗ, được chia thành miệng nén đột và miệng nén quay. Công nghệ co ngót được sử dụng rộng rãi trong đời sống hàng ngày, có thể sử dụng cho vỏ đạn, vỏ đạn, bình gas thép, khung xe đạp, ống yên xe đạp, ống thép luồn dây điện, v.v.
Mức độ biến dạng và đặc điểm biến dạng của miệng co ngót
Hình 1-25 cho thấy biểu đồ ứng suất-biến dạng của sự co ngót. Trong quá trình cắt, ứng suất chính lớn nhất phải là ứng suất nén tiếp tuyến, vùng biến dạng phôi do tác dụng của ứng suất nén hai chiều nên chiều cao phôi tăng, chiều dày thành và đường kính giảm. Đồng thời, trong vùng không biến dạng, biến dạng mất ổn định dọc trục có thể xảy ra trên thành xi lanh dưới tác dụng của áp suất co ngót F. Vì vậy, mức độ co ngót biến dạng cuối cùng chủ yếu bị hạn chế bởi điều kiện mất ổn định, và vấn đề chính là được giải quyết là để ngăn chặn sự bất ổn định.
Hệ số co ngót N được sử dụng để biểu thị mức độ biến dạng của co ngót, như trong Hình 1-25.
n = d / D (1-23)

Trong công thức,
d - Đường kính sau khi thu nhỏ, mm;
D — Đường kính trước khi co ngót, mm.
Hệ số co ngót N càng nhỏ thì mức độ biến dạng càng lớn. Bảng 1-8 là hệ số co ngót trung bình của vật liệu và độ dày khác nhau, và Bảng 1-9 là giá trị tham chiếu của hệ số co ngót giới hạn cho phép của các vật liệu và chế độ đỡ khác nhau. Qua Bảng 1-8 và Bảng 1-9 có thể thấy rằng vật liệu có độ dẻo càng tốt thì chiều dày càng lớn và hệ số co ngót càng nhỏ. Ngoài ra, khi khuôn đỡ thành xi lanh, hệ số co ngót giới hạn có thể nhỏ hơn.
| Vật chất | Độ dày vật liệu t (mm) | Độ dày vật liệu t (mm) | Độ dày vật liệu t (mm) |
| 1 | > 0,5 ~ 1 | ~ 0.5 | |
| Thép | 0.7 ~ 0.65 | 0.75 | 0.8 |
| Thau | 0.7 ~ 0.65 | 0.8 ~ 0.7 | 0.85 |
| Vật chất | Cách hỗ trợ | Cách hỗ trợ | Cách hỗ trợ |
| Không được hỗ trợ | Hỗ trợ bên ngoài | Hỗ trợ bên trong và bên ngoài | |
| Nhôm | 0.65 ~ 0.72 | 0.53 ~ 0.57 | 0.27 ~ 0.32 |
| Duralumina (ủ) | 0.73 ~ 0.80 | 0.60 ~ 0.63 | 0.35 ~ 0.40 |
| Duralumina (dập tắt) | 0.75 ~ 0.80 | 0.68 ~ 0.72 | 0.40 ~ 0.43 |
| Đồng thau H62, H68 | 0.65 ~ 0.70 | 0.50 ~ 0.55 | 0.27 ~ 0.32 |
| Thép nhẹ | 0.70 ~ 0.75 | 0.55 ~ 0.60 | 0.30 ~ 0.35 |
Tính toán quá trình co ngót
Số lần co rút
Nếu hệ số co ngót n của phôi lớn hơn hệ số co ngót cho phép thì nó có thể là hiện tượng co ngót tạo hình. Nếu không, nhiều cơn co thắt là bắt buộc. Số lượng co ngót k có thể được ước tính theo công thức sau.
k = lgn / lgn0 = (lgd - lgD) / lgn0 (1-24)
Trong công thức, n0 là hệ số co ngót trung bình, như trong Bảng 1-8.
Trong trường hợp co nhiều lần, hệ số co đầu tiên n1 = 0,9 n0 thường được lấy, và cái tiếp theo là nx = (1,05 ~ 1,10) n0. Tốt nhất nên thực hiện một lần ủ sau mỗi thủ thuật co thắt.
Đường kính của mỗi lần co rút
d1= n1D
d2= nxd1= n1NxD
d3= nxd1= n1Nx2D
…
dx= nxdx-1= n1Nxx-1D (1-25)
dx phải bằng đường kính co ngót của phôi. Sau khi co ngót, do độ bật lại, phôi nên lớn hơn kích thước khuôn 0,5% ~ 0,8%.
Chiều cao của phôi
Đối với phôi đang co như hình 1-26, chiều cao của phôi trước khi co được tính theo công thức sau.

Các phôi như trong Hình 1-26 (a):

Phôi như hình 1-26 (b):

Các phôi như trong Hình 1-26 (c):

Giảm lực
Như trong Hình 1-26 (a), lực co của chi tiết côn có thể được tính theo công thức dưới đây.

Trong công thức,
μ — Hệ số ma sát giữa mẫu trắng và bề mặt tiếp xúc của khuôn;
b — Độ bền kéo của vật liệu, MPa;
K - Hệ số vận tốc, K = 1,15 khi làm việc trên máy ép tay quay.
Các ký hiệu khác được thể hiện trong Hình 1-26.
Thu hẹp cấu trúc khuôn chết
Như trong Hình 1-27, cấu trúc của khuôn co ngót điển hình được làm bằng thép số 08 với độ dày vật liệu là 1mm. Phôi được hình thành bởi quá trình rút sâu của hình trụ và sau đó là quá trình co ngót. Nguyên lý hoạt động của khuôn là phôi trước tiên được đưa vào ống bọc bên ngoài, khuôn trên hướng xuống dưới, ống tay đỡ bên ngoài và khuôn lõm được tiếp xúc đầu tiên để hoàn thành quá trình hình thành co ngót. Khuôn đẩy vật liệu qua đường đột.

1 — Pushrod; 2 — Mẫu dưới; 3、14 — Bu lông; 4、11 — Chốt; 5 - Tấm cố định; 6 — Khối; 7- Đuôi tay áo; 8 — Chết; 9 — Đầu ra trên cùng; 10 — Bản mẫu; 12 — Thanh cho ăn; 13- Tay cầm khuôn; 15 — Trụ dẫn hướng; 16 — Ống dẫn hướng



Giúp tôi dễ dàng thiết kế khuôn tạo hình phức tạp hơn.