4 ประเภทของการเสียรูปในท้องถิ่นในกระบวนการปั๊มโลหะ

เวลาอ่านโดยประมาณ: 37 นาที
บทนำกระบวนการปั๊มโลหะ
กระบวนการปั๊มพื้นฐานที่สุด เช่น การตัด การดัด การวาดลึก นอกจากนี้ จะมีกระบวนการขึ้นรูปอื่นๆ เช่น โรงเรียน การจับเจ่า การนูน และการลดการปั๊ม กระบวนการปั๊มขึ้นรูปมีเหมือนกันคือเป็นของเสียรูปเฉพาะที่ ทั้งหมดผ่านวิธีการเปลี่ยนรูปเฉพาะที่เพื่อเปลี่ยนรูปร่างของวัสดุหรือกระบวนการและขนาดว่าง กล่าวคือ ด้วยคุณสมบัติที่แตกต่างกันมากมายของการเสียรูปเฉพาะที่เพื่อเปลี่ยนรูปร่างและขนาดของกระบวนการปั๊มขึ้นรูป (หรือโดยการทำให้ว่างเปล่า การดัด การวาด และวิธีการอื่นๆ ของผลิตภัณฑ์กึ่งสำเร็จรูป) หรือนอกเหนือจากการดัดและการดึงลึกเพื่อผลิตการเปลี่ยนรูปพลาสติก กระบวนการปั๊มอื่นๆ เรียกว่าการขึ้นรูป รูปร่างหลัก การจับเจ่า การหดตัว การนูนและการขึ้นรูปเป็นลูกคลื่น เป็นต้น
วิธีการปั้นที่แตกต่างกันมีลักษณะที่แตกต่างกันออกไป เกี่ยวกับรูปร่าง เนื่องจากเป็นการเสียรูปตามรอยในท้องถิ่น โดยทั่วไปจะไม่ทำให้เกิดรอยย่นหรือรอยแตก ปัญหาหลักคือสปริงแบ็ค สำหรับการจับเจ่า ปูด มักปรากฏปรากฏการณ์ของความเสียหายที่เกิดจากแรงดึง สาเหตุหลักมาจากการเสียรูปของแรงดึง ความเค้นดึงของพื้นที่การเปลี่ยนรูปมีขนาดใหญ่เกินไป เกี่ยวกับการหดตัวและการจับเจ่าด้านนอก ความไม่เสถียรและการย่นมักเกิดจากแรงอัดจากการเสียรูปที่มากเกินไป เนื่องจากสิ่งเหล่านี้อยู่ภายใต้การเสียรูปจากการกดอัด ในการกำหนดสูตรของกระบวนการขึ้นรูปและการออกแบบแม่พิมพ์ พารามิเตอร์กระบวนการแต่ละรายการควรถูกกำหนดอย่างสมเหตุสมผลตามลักษณะการเสียรูป
ในบทความนี้ การออกแบบแม่พิมพ์จับจับเจ่าของชิ้นส่วนบุชชิ่งดังแสดงในรูปที่ 1-1 ถูกใช้เป็นตัวพาเพื่อแสดงกระบวนการขึ้นรูปสี่ขั้นตอนอย่างครอบคลุม เช่น การปรับขนาด การจับเจ่า การหดตัว และการโป่ง

สี่ประเภทของการเปลี่ยนรูปในท้องถิ่น
การแก้ไขรูปร่าง
การแก้ไขรูปร่างรวมถึงการปรับระดับและการปรับรูปร่างซึ่งเป็นของกระบวนการขึ้นรูปการตกแต่ง ส่วนใหญ่จะดำเนินการหลังจากการทำให้ว่าง ดัด วาดลึก และกระบวนการปั๊มอื่น ๆ ส่วนใหญ่เพื่อตัดแต่งความหยาบ รัศมีของเนื้อ หรือรูปร่างและขนาดของชิ้นส่วนปั๊มให้มีคุณสมบัติตามข้อกำหนด
กระบวนการปรับรูปร่างให้เรียบของโรงเรียนมีลักษณะดังต่อไปนี้
- ความแม่นยำของแม่พิมพ์ที่ใช้สำหรับการสอบเทียบนั้นสูง เนื่องจากความแม่นยำของชิ้นงานหลังการสอบเทียบนั้นสูงขึ้น
- เฉพาะในตำแหน่งท้องถิ่นของขั้นตอนการทำงานในการผลิตการเปลี่ยนรูปพลาสติกขนาดเล็กเพื่อให้บรรลุวัตถุประสงค์ในการปรับปรุงรูปร่างและความแม่นยำของมิติของชิ้นส่วน
- เนื่องจากการสอบเทียบเป็นกระบวนการเก็บผิวละเอียดและสปริงแบ็คเป็นปัญหาหลัก ควรใช้แรงสอบเทียบกับชิ้นส่วนของกระบวนการเมื่อกดถึงจุดศูนย์กลางตายด้านล่าง อุปกรณ์ที่ดีที่สุดที่ใช้คือเครื่องรีดแบบละเอียดหรือแบบเครื่องกลที่มีความแข็งที่ดีและอุปกรณ์ป้องกันการโอเวอร์โหลด
การปรับระดับ
การปรับระดับมักจะดำเนินการหลังจากกระบวนการทำให้ว่างเปล่า เนื่องจากการทำให้ว่างเปล่าหลังการผลิตโดมโค้ง โดยเฉพาะอย่างยิ่งอุปกรณ์ที่ไม่กดทับของการตัดเฉือนแบบต่อเนื่องซึ่งเป็นผลมาจากการผลิตที่ไม่สม่ำเสมอมากขึ้น เพื่อความเรียบของความต้องการที่สูงขึ้นของชิ้นส่วนจะต้องปรับระดับ
ตามความหนาของแผ่นและความต้องการของพื้นผิว คุณสามารถใช้การปรับระดับดายแบบเรียบหรือการปรับระดับดายฟันได้
สำหรับบางที่อ่อนนุ่มและไม่อนุญาตให้มีการเยื้องบนพื้นผิวของชิ้นส่วน โดยทั่วไปควรใช้การปรับระดับดายเรียบ ดายเรียบมีผลเพียงเล็กน้อยต่อการเปลี่ยนสถานะความเค้นภายในของวัสดุ และยังคงมีการดีดกลับมาก โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนของวัสดุที่มีความแข็งแรงสูง ผลการปรับระดับไม่ดี ในการผลิตจริง บางครั้งชิ้นส่วนขั้นตอนการทำงานจะซ้อนกันไปด้านหลัง (โค้งไปในทิศทางตรงกันข้าม) จนถึงระดับ ซึ่งอาจได้รับผลกระทบบางอย่าง เพื่อให้การปรับระดับไม่ได้รับผลกระทบจากความแม่นยำในการเลื่อนของแท่นกด ดายปรับระดับจึงควรใช้โครงสร้างแบบลอยตัว ดังแสดงในรูปที่ 1-2 ดายปรับระดับจะเรียบ การใช้แม่พิมพ์เรียบสำหรับการสอบเทียบ เนื่องจากการดีดกลับที่มากขึ้น โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนวัสดุที่มีความแข็งแรงสูง เอฟเฟกต์การปรับระดับค่อนข้างต่ำ

รูปที่ 1-2 แผนผังของดายปรับระดับลอยเรียบ
สำหรับความต้องการความเรียบสูง วัสดุเป็นชิ้นส่วนที่หนา หรือขีดจำกัดความแข็งแรงคือชิ้นส่วนวัสดุแข็งสูง โดยปกติแล้ว จะใช้การปรับระดับไดย์สำหรับปรับระดับฟัน ฟันรูปฟันมีสองประเภท: ฟันละเอียดและฟันหยาบ ฟันบนและฟันล่างตัดกันดังแสดงในรูปที่ 1-3 ซึ่งแสดงฟันละเอียดในรูปที่ 1-3 (ก) ฟันหยาบจะแสดงในรูปที่ 1-3 (b) และ ขนาดฟันแสดงในภาพ หลังจากการปรับระดับด้วยดายปรับระดับฟันละเอียด พื้นผิวของชิ้นงานมีรอยฟันละเอียดตกค้าง ดายปรับระดับฟันหยาบเหมาะสำหรับอลูมิเนียม บรอนซ์ ทองเหลือง และชิ้นส่วนอื่นๆ ที่มีความหนาน้อยกว่า ดายปรับระดับฟันทำให้ระนาบโรงเรียนของชิ้นส่วนเกิดจุดเล็ก ๆ ของการเสียรูปพลาสติก เปลี่ยนสถานะความเค้นดั้งเดิมของชิ้นส่วน ลดการดีดกลับ และเอฟเฟกต์การปรับระดับนั้นดี
แรงปรับระดับสามารถคำนวณได้ตามสูตรต่อไปนี้:
เอฟ=เอพี (1-1)
ในสูตร:
F—แรงปรับระดับ, N;
A—พื้นที่ของส่วนปรับระดับ mm2;
P—ความดันต่อหน่วยพื้นที่ของการปรับระดับ MPa ดังแสดงในตารางที่ 1-1

รูปที่ 1-3 แผนผังไดอะแกรมการจัดตำแหน่งฟัน
| วิธีการ | พี (MPa) | วิธีการ | พี (MPa) |
| การปรับระดับดายปรับระดับพื้นผิวเรียบ | 50~80 | เปิดรูปร่างชิ้นส่วนรูปร่าง | 50~100 |
| ไดปรับระดับฟันละเอียด | 80~120 | วาดส่วนลึกเพื่อลดเนื้อและด้านล่าง ทรงด้านข้าง | 150~200 |
| ดายปรับระดับฟันหยาบ | 100~150 |
การทรงตัว
การสร้างรูปร่างที่ใช้กันทั่วไปในการวาดลึก การดัด หรือกระบวนการขึ้นรูปอื่น ๆ ผ่านกระบวนการของการตัดเฉือน ปั๊มได้โดยทั่วไปแล้วรูปร่าง แต่รัศมีอาจใหญ่เกินไป หรือรูปร่างและขนาดบางอย่างยังไม่ถึงความต้องการของผลิตภัณฑ์ คุณสามารถ ใช้แม่พิมพ์พลาสติกผลิตกระบวนการเปลี่ยนรูปพลาสติกเฉพาะที่ เพื่อให้บรรลุวัตถุประสงค์ของการปรับปรุงความแม่นยำ แม่พิมพ์ขึ้นรูปและแม่พิมพ์ขึ้นรูปก่อนกระบวนการจะคล้ายคลึงกัน แต่ความแม่นยำและความหยาบของชิ้นงานสูงขึ้น และรัศมีของเนื้อและช่องว่างมีขนาดเล็กลง
วิธีการขึ้นรูปของชิ้นส่วนดัดแสดงในรูปที่ 1-4 เมื่อทำการขึ้นรูป ขั้นตอนการทำงานทั้งหมดจะอยู่ในสถานะความเค้นของการบีบอัดแบบสามทิศทาง ซึ่งจะเปลี่ยนสถานะความเค้นของขั้นตอนการทำงานเพื่อให้ได้เอฟเฟกต์การขึ้นรูปที่ดีขึ้น ความยาวของผลิตภัณฑ์กึ่งสำเร็จรูปก่อนการขึ้นรูปจะใหญ่กว่าความยาวของชิ้นส่วนเล็กน้อยเพื่อให้แน่ใจว่าวัสดุอยู่ในสถานะความเค้นสามทางเมื่อทำการขึ้นรูป

มะเดื่อ 1-4. ขึ้นรูปชิ้นส่วนดัด
การขึ้นรูปของชิ้นส่วนหน้าแปลนแสดงไว้ในรูปที่ 1-5 การสร้างรัศมีของเนื้อที่โคนของหน้าแปลนขนาดเล็กนั้นต้องการให้ส่วนนอกของเนื้อนั้นเต็มไปด้วยวัสดุ หากรัศมีของเนื้อเปลี่ยนแปลงอย่างมาก ความสูงของผลิตภัณฑ์กึ่งสำเร็จรูปอาจมีขนาดใหญ่กว่าความสูงของชิ้นส่วนในระหว่างการออกแบบกระบวนการ วัสดุเสริมสามารถหาได้จากส่วนผนังตรงในระหว่างการขึ้นรูป ดังแสดงในรูปที่ 1-5 (a) (h' คือความสูงของผลิตภัณฑ์กึ่งสำเร็จรูป และ h คือความสูงของผลิตภัณฑ์สำเร็จรูป)
หากความสูงของผลิตภัณฑ์กึ่งสำเร็จรูปเท่ากับความสูงของชิ้นส่วน สามารถรับวัสดุเสริมได้โดยการหดตัวของหน้าแปลน อย่างไรก็ตาม เมื่อเส้นผ่านศูนย์กลางของหน้าแปลนใหญ่เกินไป การหดตัวไม่สามารถทำได้ในกระบวนการสร้างรูปร่าง ในเวลานี้ วัสดุสามารถเสริมได้ด้วยการทำให้บางของรากและวัสดุใกล้เคียงเท่านั้น ดังที่แสดงในรูปที่ 1-5 (b) ดังที่แสดง จากลักษณะการเสียรูป จะเทียบเท่ากับการโปนการเสียรูปเล็กน้อย ดังนั้น ความแม่นยำในการขึ้นรูปสูง แต่ส่วนที่เสียรูปของการยืดตัวของวัสดุไม่ควรเกิน 2% ~ 5% มิฉะนั้น การยืดตัวมากเกินไปของชิ้นส่วนอาจแตกหักได้

ชิ้นส่วนรูปทรงกระบอกตรงลึกสามารถทำให้ช่องว่างของแม่พิมพ์พลาสติกเท่ากับ (0.9 ~ 0. 95) t ชิ้นส่วนพลาสติกตรงผนังทินเนอร์เล็กน้อย การสร้างรูปร่างนี้สามารถทำได้ร่วมกับกระบวนการวาดลึกขั้นสุดท้าย
จับเจ่า
Flanging คือขอบรูหรือขอบด้านนอกของชิ้นส่วนภายใต้การกระทำของแม่พิมพ์เพื่อให้เป็นแนวตั้งหรือมุมหนึ่งของขอบตรง ตามลักษณะเฉพาะของกระบวนการ การจับเจ่าสามารถแบ่งออกเป็นการจับเจ่าด้านใน (ดังแสดงในรูปที่ 1-6 (a) และ (b)) และการจับเจ่าด้านนอก การจับเจ่าขอบด้านนอกสามารถแบ่งออกเป็นการจับเจ่าขอบด้านนอกนูน (ดังแสดงในรูปที่ 1-6 (c)); หน้าแปลนขอบเว้าด้านนอก (ดังแสดงในรูปที่ 1-6 (ง)) นอกจากนี้ ตามการเปลี่ยนแปลงของความหนาของขอบแนวตั้ง มันสามารถแบ่งออกเป็นจับเจ่าบางคงที่และจับเจ่าผอมบางคงที่ ชิ้นส่วนจับเจ่าจริงแสดงในรูปที่ 1-7


จับเจ่ารูด้านใน
หน้าแปลนรูกลม
- ลักษณะการเสียรูปและค่าสัมประสิทธิ์การจับเจ่าของหน้าแปลนรูกลม
วิธีกริดยังสามารถใช้สำหรับจับเจ่ารูกลม สามารถวิเคราะห์การเสียรูปได้โดยการสังเกตการเปลี่ยนแปลงของตาข่ายก่อนและหลังการเปลี่ยนรูป ดังแสดงในรูปที่ 1-8 จากรูปจะเห็นได้ว่าพื้นที่การเสียรูปเป็นส่วนวงแหวนระหว่างเส้นผ่านศูนย์กลาง d และ D1 หลังจากจับเจ่า ตารางพิกัดจะเปลี่ยนจากรูปร่างพัดลมไปเป็นรูปสี่เหลี่ยมผืนผ้า จะเห็นได้ว่าวัสดุในเขตการเปลี่ยนรูปจะยืดออกตามทิศทางสัมผัส และยิ่งใกล้กับปากช่องมากเท่าใด การยืดตัวก็จะยิ่งมากขึ้น ซึ่งใกล้เคียงกับสภาวะของความเค้นแรงดึงแบบทิศทางเดียว สายพันธุ์สัมผัสเป็นสายพันธุ์ที่ใหญ่ที่สุดในสามสายพันธุ์หลัก ระยะห่างระหว่างวงกลมที่มีจุดศูนย์กลางไม่เปลี่ยนแปลงอย่างมีนัยสำคัญ ดังนั้นการเสียรูปในแนวรัศมีจึงเล็กและขนาดรัศมีจะลดลงเล็กน้อย
ความหนาของขอบแนวตั้งบางลงโดยเฉพาะที่ปาก สถานะของความเค้นและความเครียดที่แสดงในรูปสะท้อนถึงลักษณะการเสียรูปของการวิเคราะห์ข้างต้น อันตรายหลักของการตีเจี้ยนของรูกลมคือขอบของรูร้าว สภาพของการแตกร้าวขึ้นอยู่กับระดับของการเสียรูป

ระดับของการเปลี่ยนรูปเป็นเจ่าของรูกลมแสดงด้วยอัตราส่วนของเส้นผ่านศูนย์กลาง d ของรูสำเร็จรูปก่อนที่จะจับเจ่าถึงเส้นผ่านศูนย์กลาง D หลังจากจับเจ่า K นั่นคือ:
K=d/D (1-2)
K เรียกว่าสัมประสิทธิ์การจับเจ่า เห็นได้ชัดว่า K จะน้อยกว่า 1 เสมอ ยิ่งค่า K น้อยกว่า ระดับของการเปลี่ยนรูปก็จะยิ่งมากขึ้น เมื่อจับเจ่า ค่าต่ำสุด K ที่สามารถเข้าถึงได้ภายใต้เงื่อนไขที่ขอบรูไม่แตกเรียกว่าค่าสัมประสิทธิ์การจับเจ่าจำกัดที่แสดงโดย Kmin ปัจจัยหลักที่ส่งผลต่อค่าสัมประสิทธิ์การจับเจ่าจำกัดคือคุณสมบัติทางกลของวัสดุ รูปร่างของหมัด อัตราส่วนของรูรับแสงก่อนจับเจ่ากับความหนาของวัสดุ และวิธีการประมวลผลของรูสำเร็จรูปวัสดุ ฯลฯ รูสำเร็จรูปคือ ส่วนใหญ่ประมวลผลโดยการเจาะหรือเจาะ ค่าสัมประสิทธิ์การจับเจ่าจำกัดของเหล็กกล้าคาร์บอนต่ำภายใต้สภาวะต่างๆ และค่าสัมประสิทธิ์การจับเจ่าของวัสดุต่างๆ แสดงในตารางที่ 1-2
| แบบฟอร์มหมัด | วิธีการประมวลผลรู | เส้นผ่านศูนย์กลางสัมพัทธ์ของรูหล่อสำเร็จ | ||||||||||
| 100 | 50 | 35 | 20 | 15 | 10 | 8 | 6.5 | 5 | 3 | 1 | ||
| หมัดทรงกระบอก | เจาะรู | 0.80 | 0.70 | 0.60 | 0.50 | 0.45 | 0.42 | 0.40 | 0.37 | 0.35 | 0.30 | 0.25 |
| 0.85 | 0.75 | 0.65 | 0.60 | 0.55 | 0.52 | 0.50 | 0.50 | 0.48 | 0.47 | — | ||
| หมัดโป่ง | เจาะรู | 0.70 | 0.60 | 0.52 | 0.45 | 0.40 | 0.36 | 0.33 | 0.31 | 0.30 | 0.25 | 0.20 |
| 0.75 | 0.65 | 0.57 | 0.52 | 0.48 | 0.45 | 0.44 | 0.43 | 0.42 | 0.42 | — |
บันทึก:
เมื่อ Kนาที ใช้ค่าในตาราง รอยแตกเล็ก ๆ จะปรากฏที่ขอบปากหลังจากจับเจ่าจริง หากไม่อนุญาตให้ชิ้นงานแตก ค่าสัมประสิทธิ์การจับเจ่าควรเพิ่มขึ้น 10% ~ 15%
ความสูง h ของการวาดลึกครั้งแรกแล้วจึงหมุนรูได้จากรูปที่ 1-10 (คำนวณตามเส้นกลาง)
- การคำนวณกระบวนการจับเจ่ารูกลม
ในการคำนวณกระบวนการจับเจ่า จำเป็นต้องคำนวณเส้นผ่านศูนย์กลางของรูสำเร็จรูป d ตามขนาดของชิ้น D และคำนวณความสูงของจับเจ่า H เมื่อไม่สามารถเปิดช่องว่างแบนได้โดยตรงที่ความสูงที่ต้องการ H มัน จำเป็นต้องวาดครั้งแรก เจาะรูที่ด้านล่างของรูปวาด แล้วแปลน บทความนี้กล่าวถึงการจับเจ่าแบบแบนและแบบลึกสองประเภทตามลำดับ
ก่อนทำการจับเจ่าจะต้องดำเนินการรูสำเร็จรูปบนบิลเล็ตดังแสดงในรูปที่ 1-9 สูตรกำหนดเส้นผ่านศูนย์กลางของรูสำเร็จรูป d มีดังนี้

d = D-2 (H-0.43r-0.72t) (1-3)
สมการข้างต้นสามารถแปลงเป็นการคำนวณความสูง H ของขอบแนวตั้งได้
H = (D – d) / 2 + 0.43r + 0.72 t = D(1-K)/2 + 0.43 r + 0.72t (1-4)
ถ้าแทนค่า K ในสมการข้างต้น จะได้ค่าความสูงสูงสุดของหน้าแปลนที่อนุญาต Hmax
ชมmax = D(1-Kนาที) + 0.43 r + 0.72t (1-5)
เมื่อความสูงของชิ้นงานเป็น H>Hmaxการกลึงเป็นรูอาจนำไปสู่การแตกหักของขอบการวางแนวของชิ้นส่วน สามารถใช้การวาดภาพลึกครั้งแรกได้ในขณะนี้ จากนั้นสามารถเจาะและต่อหน้าแปลนด้านล่างของภาพวาดได้ ในกรณีนี้ ควรพิจารณาความสูงสูงสุดที่สามารถเข้าถึงได้โดยการจับเจ่าหลังจากการวาดล่วงหน้าก่อน จากนั้นจึงกำหนดความสูงของรูปวาดและเส้นผ่านศูนย์กลางก่อนเจาะตามความสูงของหน้าแปลนและความสูงของชิ้นส่วน

ชั่วโมง=(Dd)/2 – (r + t/2) – π(r + t/2)/2
หลังทำเสร็จ
ชั่วโมง≈(Dd)/2 + 0.57r = D(1 – k)/2 + 0.57r (1-6)
เส้นผ่านศูนย์กลางของรูหล่อสำเร็จ d คือ
d = KD หรือ d = D + 1. 14 r – 2 h (1-7)
ความสูงของการวาด h คือ
h'=H – h + r (1-8)
การจับเจ่าปรากฏการณ์การทำให้ผอมบางของขอบแนวตั้งนั้นรุนแรงกว่า ค่าโดยประมาณคำนวณได้ดังนี้
")
- การคำนวณแรงจับเจ่า
แรงจับเจ่า F โดยทั่วไปมีขนาดเล็ก เมื่อใช้หมัดก้นแบนทรงกระบอก แรงจับเจ่าของรูกลมสามารถคำนวณได้ดังนี้
F = 1.1 π (Dd) t σNS (1-10)
ในสูตร:
F—แรงหมุนของรู N;
D—เส้นผ่านศูนย์กลางมัธยฐานของขอบแนวตั้งหลังจากจับเจ่า mm;
d—เส้นผ่านศูนย์กลางเริ่มต้นของรูกลม mm;
t—ความหนาของช่องว่าง mm;
σNS —จุดครากของวัสดุ MPa
- พลิกการออกแบบแม่พิมพ์
โดยทั่วไป แม่พิมพ์กลึงและดายวาดมีความคล้ายคลึงกันมาก นอกจากนี้ยังมีตัวยึดเปล่าและไม่ใช่ตัวยึดเปล่า ทั้งแบบเป็นทางการและแบบพลิก ในขณะเดียวกัน ดายผลัดเปลี่ยนโดยทั่วไปไม่จำเป็นต้องตั้งค่าเฟรมดาย รูปที่ 1-11 แสดงขนาดและรูปร่างของรูกลมทั่วไปหลายรู รูปที่ 1-11 (a)~(c) แสดงการจับเจ่าที่มีรูขนาดใหญ่ ในแง่ของประโยชน์ของการจับเจ่าผิดรูป หมัดพาราโบลาดีที่สุด ต่อยบอลเป็นต่อไป และหมัดแบนเป็นอันดับสอง จากความยากในการประมวลผลหมัดจะเห็นตรงกันข้าม
รูปที่ 1-11 (d) ~(f) แสดงปลายเจาะที่มีส่วนไกด์ที่ยาวกว่า รูปที่ 1-11 (d) ใช้สำหรับจับเจ่าที่มีเส้นผ่านศูนย์กลางรูมากกว่า 10 มม. รูปที่ 1-11 (จ) ใช้สำหรับจับเจ่าที่มีเส้นผ่านศูนย์กลางรูน้อยกว่า 10 มม. และรูปที่ 1-11 (f ) ใช้สำหรับจับเจ่าที่ไม่แน่นอนโดยไม่ต้องเจาะรูล่วงหน้า รัศมีของเนื้อของหมัดควรมีขนาดใหญ่ที่สุดเท่าที่จะเป็นไปได้ซึ่งเอื้อต่อการกลึงรู
ช่องว่างผิวเดียวระหว่างแม่พิมพ์นูนและเว้ามีความหนา (0.75 ~ 0.85) เท่า

รูปที่ 1-11 โครงสร้างและขนาดของหมัดและดายจับเจ่าสำหรับรูกลม

รูปที่ 1-11 โครงสร้างและขนาดของหมัดและดายจับเจ่าสำหรับรูกลม
หน้าแปลนรูที่ไม่เป็นวงกลม
รูกลมเรียกอีกอย่างว่ารูรูปทรงพิเศษ โดยรัศมีความโค้งที่แตกต่างกันของส่วนโค้งนูน ส่วนโค้งเว้า และเส้นตรง เกิดขึ้นเนื่องจากแต่ละส่วนของความเค้นและคุณสมบัติการเสียรูปแตกต่างกัน พื้นที่ส่วนเชิงเส้น II สามารถพิจารณาได้ดังนี้ การเปลี่ยนรูปการดัด, พื้นที่ส่วนโค้งนูน I การเสียรูปของ flanging, ถือได้ว่าเป็นพื้นที่ส่วนโค้งเว้า III สามารถเห็นได้ว่าเป็นการเปลี่ยนรูปวาดดังแสดงในรูปที่ 1-12

รูปร่างและขนาดการขยายของรูสำเร็จรูปคำนวณตามวิธีการขยายของการดัด การเลี้ยว และการวาดตามลำดับ และเชื่อมต่อด้วยส่วนโค้งแบบวงกลมเรียบ ค่าสัมประสิทธิ์การจับเจ่า Kฉ ของรูที่ไม่เป็นวงกลม (โดยทั่วไปหมายถึงค่าสัมประสิทธิ์การจับเจ่าของส่วนโค้งวงกลมขนาดเล็ก) อาจน้อยกว่าค่าสัมประสิทธิ์การจับเจ่า K ของรูกลมซึ่งประมาณ
Kฉ= (0.85 ~ 0.90)K (1-11)
สำหรับค่าสัมประสิทธิ์การจับเจ่าจำกัดของรูที่ไม่เป็นวงกลม โปรดดูตารางที่ 1-3 ตามมุมศูนย์กลาง α ของแต่ละส่วนโค้ง
| α(°) | 180~360 | 165 | 150 | 135 | 120 | 105 | 90 | 75 | 60 | 45 | 30 | 15 | 0 | |
| อัตราส่วนของ d/t | 50 | 0.8 | 0.73 | 0.67 | 0.6 | 0.53 | 0.47 | 0.4 | 0.33 | 0.21 | 0.2 | 0.14 | 0.07 | ดัด การเสียรูป |
| 33 | 0.6 | 0.55 | 0.5 | 0.45 | 0.4 | 0.35 | 0.3 | 0.25 | 0.2 | 0.15 | 0.1 | 0.05 | ||
| 20 | 0.52 | 0.48 | 0.43 | 0.39 | 0.35 | 0.30 | 0.26 | 0.22 | 0.17 | 0.13 | 0.09 | 0.04 | ||
| 12~8.3 | 0.5 | 0.46 | 0.42 | 0.38 | 0.33 | 0.29 | 0.25 | 0.21 | 0.17 | 0.13 | 0.08 | 0.04 | ||
| 6.6 | 0.48 | 0.44 | 0.4 | 0.36 | 0.32 | 0.28 | 0.24 | 0.2 | 0.16 | 0.12 | 0.08 | 0.04 | ||
| 5 | 0.46 | 0.42 | 0.38 | 0.35 | 0.31 | 0.27 | 0.23 | 0.19 | 0.15 | 0.12 | 0.08 | 0.04 | ||
| 3.3 | 0.45 | 0.41 | 0.375 | 0.34 | 0.30 | 0.26 | 0.225 | 0.185 | 0.145 | 0.11 | 0.08 | 0.04 |
จับเจ่าขอบด้านนอก
ตามคุณสมบัติของการเปลี่ยนรูป การจับเจ่าด้านนอกสามารถแบ่งออกเป็นจับเจ่าการยืดตัวและจับเจ่าอัด
หน้าแปลนประเภทการยืดตัว
การจับเจ่าบนระนาบหรือพื้นผิวตามแนวเว้าและส่วนโค้งที่ไม่ปิดทั้งหมดจัดอยู่ในประเภทนี้ ดังแสดงในรูปที่ 1-13 ลักษณะทั่วไปของการจับเจ่าคือโซนการเปลี่ยนรูปของบิลเล็ตส่วนใหญ่ก่อให้เกิดการเสียรูปของการยืดในแนวสัมผัสภายใต้การกระทำของความเค้นแรงดึงในแนวสัมผัส ดังนั้นขอบจึงแตกง่าย และระดับของการเสียรูปมักจะแสดงโดย Eการขยาย.
อีการขยาย=b/(Rb) (1-12)
การเปลี่ยนรูปที่อนุญาตของวัสดุทั่วไปแสดงไว้ในตารางที่ 1-4
| ชื่อและยี่ห้อของวัสดุ | Εประเมินx100 | Εความกดดันx100 | ชื่อและยี่ห้อของวัสดุ | Εประเมินx100 | Εความกดดันx100 | ||||||
| แม่พิมพ์ยาง | การขึ้นรูปแม่พิมพ์ | แม่พิมพ์ยาง | การขึ้นรูปแม่พิมพ์ | แม่พิมพ์ยาง | การขึ้นรูปแม่พิมพ์ | แม่พิมพ์ยาง | การขึ้นรูปแม่พิมพ์ | ||||
| ทองเหลือง | H62 นุ่ม | 30 | 40 | 8 | 45 | เหล็ก | 10 | — | 38 | — | 10 |
| H62 ยาก | 10 | 14 | 4 | 16 | 20 | — | 22 | — | 10 | ||
| H68 นุ่ม | 35 | 45 | 8 | 55 | 1Cr18Ni9 นุ่ม | — | 15 | — | 10 | ||
| H68 ครึ่งแข็ง | 10 | 14 | 4 | 16 | 1Cr18Ni9 ยาก | — | 40 | — | 10 | ||
| 2Cr18Ni9 | — | 40 | — | 01 | |||||||
| อลูมิเนียมอัลลอยด์ | L4 นุ่ม | 25 | 30 | 6 | 40 | อลูมิเนียมอัลลอยด์ | LF2 ยาก | 5 | 8 | 3 | 12 |
| L4 ยาก | 5 | 8 | 3 | 12 | LY12 นุ่ม | 14 | 20 | 6 | 30 | ||
| LF21 นุ่ม | 23 | 30 | 6 | 40 | LY12 ยาก | 6 | 8 | 0.5 | 9 | ||
| LF21 ยาก | 5 | 8 | 3 | 12 | LY11 นุ่ม | 14 | 20 | 4 | 30 | ||
| LF2 นุ่ม | 20 | 25 | 6 | 35 | LY11 ยาก | 5 | 6 | 0 | 0 |
การเปลี่ยนรูปของหน้าแปลนเครื่องบินที่ยืดออกนั้นคล้ายกับการจับเจ่ารู เมื่อจับเจ่า การกระจายความเค้นในพื้นที่การเสียรูปไม่สม่ำเสมอ ซึ่งนำไปสู่ปรากฏการณ์ที่ความสูงของขอบแนวตั้งสูงที่ปลายทั้งสอง และต่ำตรงกลางหลังจากจับเจ่า เพื่อให้ได้ความสูงที่แบนราบ ควรตัดเส้นขอบที่ปลายทั้งสองของแท่งเหล็กก่อนจะจับเจ่า รูปร่างที่แสดงโดยเส้นประในรูปที่ 1-13 (a) มีรูปร่างหลังจากการตัดแต่ง
ในการจับเจ่าพื้นผิวที่ยาวขึ้นปรากฏการณ์การย่นเกิดขึ้นได้ง่ายตรงกลางด้านล่างของแท่งเหล็กโดยทั่วไปในการออกแบบแม่พิมพ์ควรใช้เพื่อป้องกันการใช้อุปกรณ์กดแรงในเวลาเดียวกันเพื่อสร้างเงื่อนไข เอื้อต่อการจับเจ่าเพื่อป้องกันส่วนตรงกลางของการจับเจ่าก่อนวัยอันควรที่เกิดจากการเสียรูปการยืดตัวมากเกินไปและแม้แต่การแตกร้าวของขอบแนวตั้ง

มะเดื่อ 1-13. หน้าแปลนประเภทการยืดตัว
ประเภทการบีบอัด flanging
การจับเจ่าของระนาบหรือพื้นผิวตามแนวโค้งนูนที่ไม่ปิดคือการจับเจ่าแบบบีบอัด ดังแสดงในรูปที่ 1-14 ลักษณะเฉพาะของมันคือ พื้นที่การเสียรูปของแท่งเหล็กส่วนใหญ่อยู่ภายใต้ความเค้นอัดในแนวสัมผัสเป็นหลัก ดังนั้นชิ้นงานจึงเกิดรอยยับได้ง่ายเมื่อขึ้นรูป องศาการเสียรูปEความกดดัน จะแสดงเป็น
อีความกดดัน=b/(R+b) (1-13)

มะเดื่อ 1-14 คลาสการบีบอัด flanging
การเปลี่ยนรูปแบบการจับเจ่าของระนาบการอัดนั้นคล้ายกับการวาดลึก เนื่องจากการกระจายความเค้นบนขอบแนวตั้งในระหว่างการจับเจ่าอย่างไม่สม่ำเสมอ ความสูงของขอบแนวตั้งของชิ้นส่วนหลังจากการจับเจ่านั้นสูงที่ตรงกลางและต่ำที่ปลายทั้งสองข้าง
เพื่อให้ได้ขอบแนวตั้งที่แบนราบ จะต้องแก้ไขรูปร่างที่ขยายของบิลเล็ต ดังแสดงในรูปที่ 1-14 (a) เส้นประ ไม่สามารถแก้ไขได้เมื่อความสูงต่ำ นอกจากนี้ เมื่อความสูงจับเจ่ามีขนาดใหญ่ ควรออกแบบแม่พิมพ์เพื่อป้องกันการย่นของอุปกรณ์กด
โครงสร้างของ flanging die
ประเภทโครงสร้างของแม่พิมพ์จับเจ่าทั่วไปแสดงในรูปที่ 1-15 ซึ่งคล้ายกับโครงสร้างของดายแบบลึก

รูปที่ 1-15 ประเภทของโครงสร้างแม่พิมพ์จับเจ่า
1—กระดานดัน; 2, 7, 9— แม่พิมพ์นูนและเว้า; 3—ตาย; 4—ต่อย;
5— หมัดต่อย; 6— ที่ใส่แหวนเปล่า; 8—Blanking เว้าตาย; 10—หลังคา
รูปที่ 1-16 แสดงแม่พิมพ์คอมโพสิตจับเจ่าด้านในและด้านนอก สังเกตได้จากภาพวาดของชิ้นส่วนชิ้นงานว่าขอบด้านในและด้านนอกของชิ้นงานต้องจับเจ่า ช่องว่างอยู่ในตำแหน่งที่ 7 และชิ้นที่ 7 ติดตั้งอยู่บนแผ่นกด 5 ส่วนที่ 7 เองคือแม่พิมพ์จับเจ่าของขอบด้านใน แผ่นกดจะต้องประกอบเข้ากับแม่พิมพ์จับเจ่า 3 ของขอบด้านนอกเพื่อให้แน่ใจว่าตำแหน่งที่ถูกต้องตามระยะห่างด้วย H7/ h6 ในขณะนี้ แผ่นกดไม่เพียงแต่ทำหน้าที่กดและขึ้นรูปเท่านั้น ดังนั้นเมื่อกดไปที่จุดศูนย์กลางเดดด้านล่าง มันควรจะสัมผัสกับดายที่นั่งด้านล่างอย่างแน่นหนา และสุดท้ายก็ทำหน้าที่ของส่วนบน
หลังจากที่ขอบด้านในจับเจ่า ภายใต้การกระทำของสปริง แม่แรงบล็อก 6 ดันชิ้นงานจากแม่พิมพ์จับเจ่าขอบด้านใน 7. แผ่นกด 8 เนื่องจากบทบาทของสปริง การปั๊มจะติดต่อกับช่องว่างเสมอ ไปที่จุดศูนย์กลางตายด้านล่างและสัมผัสแข็งแผ่นหมัด 2 ดังนั้นแผ่นกด 8 ยังมีบทบาทสร้างรูปร่างออกจากชิ้นงานค่อนข้างเรียบ บนแม่พิมพ์ออกจากชิ้นส่วน โดยคำนึงถึงสปริงอาจมีกำลังไม่เพียงพอ การใช้งานขั้นสุดท้ายของอุปกรณ์กดแบบแข็งจะถูกผลักออกจากชิ้นงาน

1— หมัดหน้าแปลนด้านนอก; 2—Punch แผ่นยึด; 3— ขอบจับเจ่าตาย; 4— หมัดจับเจ่าขอบด้านใน; 5—แผ่นกด; 6— บล็อกชิ้นบน; 7— ขอบด้านในจับเจ่าตาย; 8—แผ่นดัน
ปูด
ภายใต้การกระทำของแม่พิมพ์ ช่องว่างถูกบังคับให้ลดความหนาและพื้นที่ผิวของการเพิ่มขึ้น เพื่อให้ได้รูปทรงของชิ้นส่วนของวิธีการประมวลผลปั๊มเรียกว่าโปน กระบวนการปูดมีลักษณะเฉพาะ โซนการเปลี่ยนรูปโปนในทิศทางของพื้นผิวแผ่นเป็นสถานะความเค้นแรงดึงแบบสองทาง ในทิศทางของความหนาของแผ่นคือ การทำให้บางลง นั่นคือ ความหนาบางและพื้นที่ผิวเพิ่มขึ้น การนูนส่วนใหญ่จะใช้สำหรับการขึ้นรูปเฉพาะของแผ่นเรียบ เช่น แท่งเสริมแรง รูปแบบลวดลาย และเครื่องหมาย การปูดของช่องว่างที่เป็นโพรง เช่น สูบลม ถังแก๊สแรงดันสูง และภาชนะทรงกลม และการขึ้นรูปแรงดึงของแผ่นบางเช่น ผิวเครื่องบินและรถยนต์ วิธีการปูดที่นิยมใช้ ได้แก่ การโป่งดายแบบแข็งและการโป่งแบบนิ่มด้วยของเหลว แก๊ส ยาง และตัวกลางของแรงอื่นๆ
เนื่องจากโครงสร้างแม่พิมพ์ที่เรียบง่ายของชิ้นงานและการเสียรูปที่สม่ำเสมอ การนูนของแม่พิมพ์แบบนิ่มจึงทำให้เกิดชิ้นงานที่มีรูปร่างซับซ้อนได้ การวิจัยและการประยุกต์ใช้การปูดแบบนิ่มได้รับความสนใจมากขึ้นเรื่อยๆ เช่น โป่งไฮดรอลิก โป่งยาง โป่งระเบิด เป็นต้น ดังแสดงในรูปที่ 1-17 หม้อสแตนเลสที่ผลิตขึ้นโดยวิธีโปน

ลักษณะการเสียรูปของการปูด
รูปที่ 1-18 แสดงโซนการบิดเบี้ยวและแผนภาพความเค้นและความเครียดหลักเมื่อหัวบอลนูนช่องว่าง ส่วนที่ดำคล้ำแสดงถึงพื้นที่โปน การเสียรูปโปนมีลักษณะดังต่อไปนี้

- การเปลี่ยนรูปโป่งเนื่องจากช่องว่างโดยแรงยึดที่ใหญ่กว่า หรือเนื่องจากเส้นผ่านศูนย์กลางของช่องว่างมากกว่าเส้นผ่านศูนย์กลางของรูตาย 3 ~ 4 เท่า การเปลี่ยนรูปพลาสติกถูกจำกัดช่วงการเปลี่ยนรูปคงที่ วัสดุแผ่นไม่ถ่ายโอน ไปยังเขตการเสียรูปหรือจากนอกเขตการเสียรูปไปสู่เขตการเสียรูป
- ในพื้นที่การเปลี่ยนรูปที่นูน การเสียรูปที่นูนเป็นสถานะความเค้นแรงดึงแบบสองทิศทางในทิศทางของแผ่น (ละเว้นความเค้นในทิศทางความหนาของแผ่น) การเสียรูปส่วนใหญ่เสร็จสิ้นโดยการทำให้ทิศทางความหนาของวัสดุบางลงซึ่งรองรับการยืดตัวในทิศทางของแผ่น หลังจากการเสียรูป ความหนาของวัสดุจะลดลง และพื้นที่ผิวจะเพิ่มขึ้น
- เนื่องจากความหนาของช่องว่างที่สัมพันธ์กับขนาดภายนอกของช่องว่างมีขนาดเล็กมาก การเปลี่ยนแปลงของความเค้นดึงตามทิศทางความหนาของแผ่นในระหว่างการบิดเบี้ยวจะมีขนาดเล็กมาก ดังนั้นเมื่อแรงนูนจะถูกลบออกหลังจากการดีดตัวกลับ ขนาดเล็ก เรขาคณิตของชิ้นงานง่ายต่อการแก้ไข และความแม่นยำของมิติทำได้ง่าย
- เนื่องจากสภาวะความเค้นแรงดึงแบบสองทิศทางของวัสดุในทิศทางของเพลตในระหว่างการเปลี่ยนรูปที่นูน ขีดจำกัดการขึ้นรูปส่วนใหญ่จำกัดโดยการแตกหักของแรงดึง ดังนั้นการเสียรูปจึงไม่ง่ายที่จะสร้างปรากฏการณ์ความไม่เสถียรและรอยย่น พื้นผิวของชิ้นส่วนสำเร็จรูปเรียบและมีคุณภาพดี
การขึ้นรูปลูกคลื่นเหล็กแท่งแบน
เมื่อขนาดของช่องว่างมีขนาดใหญ่กว่า 3 เท่าของขนาดการเสียรูป การเสียรูปจะเกิดขึ้นเฉพาะในบริเวณที่สัมผัสกับหมัดเท่านั้น ซึ่งเป็นส่วนนูนเฉพาะที่ของช่องว่าง สิ่งที่พบบ่อยในการผลิตคือการเสริมแรงกด เปลือกนูน หลุม ลวดลาย และเครื่องหมาย ฯลฯ รูปที่ 1-19 แสดงตัวอย่างบางส่วนของการขึ้นรูปเป็นคลื่นโดยใช้วิธีนี้ หลังจากเป็นลูกคลื่น ขึ้นรูปชิ้นส่วนปั๊มเนื่องจากการเปลี่ยนแปลงของโมเมนต์ความเฉื่อยของชิ้นส่วนและการชุบแข็งของวัสดุ จึงสามารถปรับปรุงความแข็งและความแข็งแรงของชิ้นส่วนได้อย่างมีประสิทธิภาพ เทคโนโลยีของแท่งเสริมแรงกดใช้กันอย่างแพร่หลายในการผลิต

ภาพที่ 1-19 ตัวอย่างชิ้นส่วนโป่ง
รูปแบบและขนาดของตัวทำให้แข็งกระด้างแสดงไว้ในตารางที่ 1-5 เมื่ออยู่ในขอบบิลเล็ตโป่งในท้องถิ่นเนื่องจากวัสดุขอบหดตัวจึงควรกันระยะขอบตัดล่วงหน้าหลังจากขึ้นรูปแล้วตัดออก
| ชื่อ | แผนภาพ | R | ชม | D หรือ B | r | |
| ซี่โครงกด | 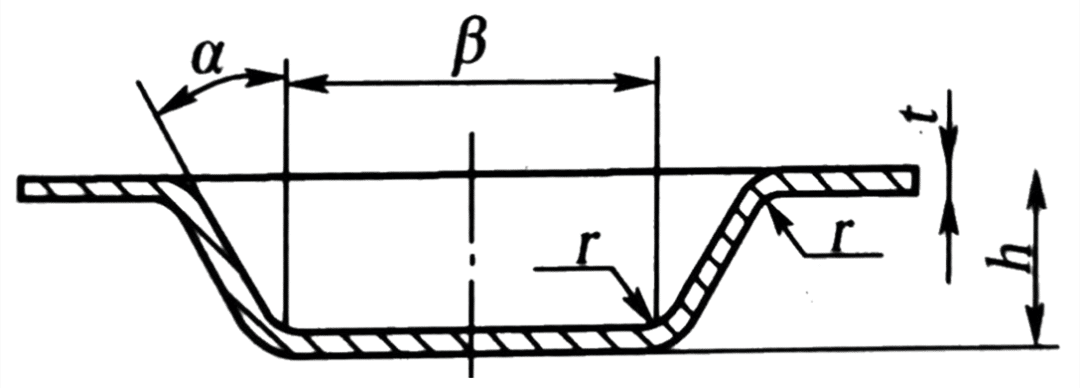 | (3-4)t | (2-3)t | (7-10)t | (1-2)t | |
| ลายนูน | 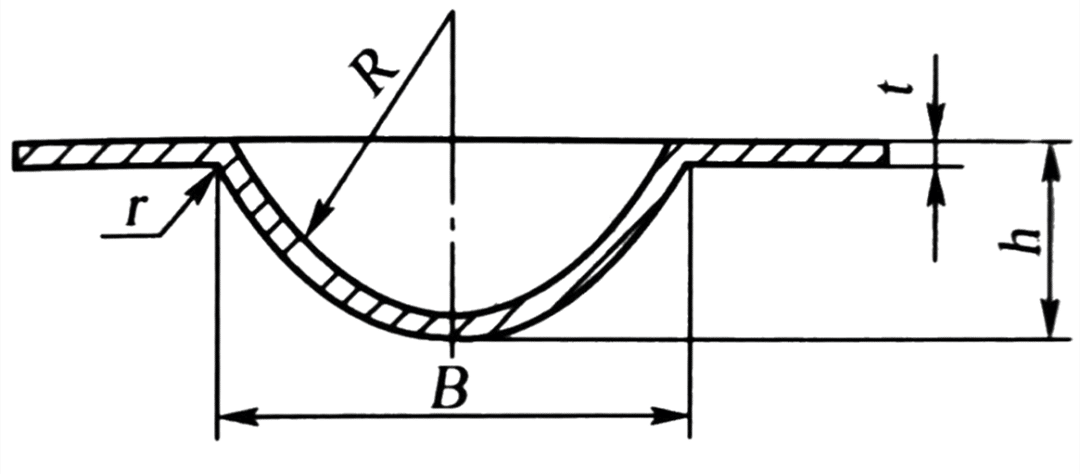 | (1.5-2)t | ≥3h | (0.5-1.5)t | 15°~30° | |
| แผนภาพ | D (มม.) | ล. (มม.) | ลิตร (มม.) | |||
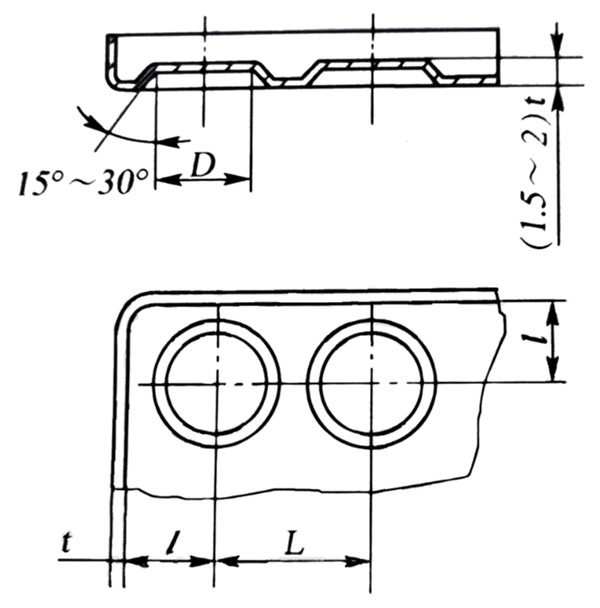 | 6.5 8.5 10.5 13 15 18 24 31 36 43 48 55 | 10 13 15 18 22 26 34 44 51 60 68 78 | 6 7.5 9 11 13 16 20 26 30 35 40 45 |
โดยปกติแล้ว มีสองวิธีในการกำหนดระดับของการเสียรูปขั้นสุดท้ายในวิธีการขึ้นรูปลูกคลื่น คือ วิธีทดสอบและวิธีการคำนวณ ส่วนใหญ่ได้รับผลกระทบจากคุณสมบัติของวัสดุ รูปทรงทางเรขาคณิตของชิ้นส่วน โครงสร้างแม่พิมพ์ วิธีการนูน และการหล่อลื่น โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่มีรูปร่างซับซ้อน การกระจายความเค้นและความเครียดนั้นซับซ้อนกว่า ชิ้นส่วนที่เป็นอันตรายและระดับของการเสียรูปขั้นสุดท้ายโดยทั่วไปจะกำหนดโดยวิธีการทดสอบ สำหรับชิ้นส่วนที่ขึ้นรูปเป็นลูกคลื่นที่ค่อนข้างง่าย ระดับการเสียรูปขั้นสุดท้ายสามารถกำหนดได้โดยประมาณตามสมการต่อไปนี้ ดังแสดงในรูปที่ 1-20
εสุดยอด l0 ( ล – ล0 ) x 100% ≤ K [ δ ] (1-14)
ในสูตรนั้น
εสุดยอด —ระดับการเสียรูปขั้นสูงสุดของการขึ้นรูปเป็นลูกคลื่น
ล.ล0— คือความยาวตามลำดับก่อนและหลังการเปลี่ยนรูปของวัสดุ mm;
[ δ ]—การยืดตัวของส่วนของวัสดุ
K—ค่าสัมประสิทธิ์รูปร่าง การเสริมแรง K = 0.70 ~ 0.75 (การเสริมแรงทรงกลมเป็นค่าที่ใหญ่ที่สุด การเสริมแรงสี่เหลี่ยมคางหมูคือค่าที่น้อยที่สุด)

หากตัวทำให้แข็งที่ต้องการของชิ้นส่วนเกินระดับการผิดรูปที่จำกัด สามารถใช้วิธีการดังแสดงในรูปที่ 1-21 ได้ ในขั้นแรก ใช้หมัดทรงกลมขนาดเส้นผ่านศูนย์กลางขนาดใหญ่เพื่อนูนเพื่อให้ได้ชิ้นส่วนของกระบวนการดังแสดงในรูปที่ 1-21 (a) ในขั้นตอนที่สอง จะได้รูปร่างและขนาดของชิ้นส่วนที่ต้องการดังแสดงในรูปที่ 1-21 (b) หากกระบวนการทั้งสองนี้ไม่เป็นไปตามข้อกำหนด จำเป็นต้องลดความลึกของชิ้นงาน

- เมื่อใช้หมัดแบบแข็งกดตัวทำให้แข็งในเหล็กแท่งแบน สูตรต่อไปนี้สามารถคำนวณแรงกดที่ต้องการในการเจาะ
F=tσขกัวลาลัมเปอร์ (1-15)
ในสูตรนั้น
F—แรงกระตุ้น, N;
L—เส้นรอบวงของตัวทำให้แข็ง mm;
t—ความหนาของวัสดุ mm;
σข—ความต้านทานแรงดึงของวัสดุ MPa;
K—ค่าสัมประสิทธิ์ โดยทั่วไปใช้ 0.7~1.0 (ใช้ค่ามากเมื่อรูปร่างของการเสริมแรงแคบและลึก ใช้ค่าเล็กน้อยเมื่อความกว้างตื้น)
- ถ้าส่วนนูนเฉพาะส่วนที่มีความหนาน้อยกว่า 1.5 มม. และมีพื้นที่การขึ้นรูปน้อยกว่า 2,000 มม.2 ดำเนินการกับข้อเหวี่ยงกด แรงดันเจาะที่ต้องการ F สามารถประมาณได้จากสูตรต่อไปนี้
F=Kt2เอ (1-16)
ในสูตรนั้น
F— โป่งดัน, N;
T—ความหนาของวัสดุ mm;
A—พื้นที่ปูด mm2;
K—ค่าสัมประสิทธิ์คือ 200~300 N/mm4 สำหรับเหล็กและ 50 ~ 200 N/mm4 สำหรับทองแดงและอลูมิเนียม
ส่วนนูนของแท่งเหล็กกลวง
การโปนของเหล็กแท่งกลวงเป็นที่รู้จักกันทั่วไปว่าโปน เป็นกระบวนการปั๊มโดยที่ชิ้นส่วนกลวงหรือช่องว่างของท่อจะขยายออกไปด้านนอกตามแนวรัศมี ด้วยวิธีการนี้ ผลิตภัณฑ์หรือชิ้นส่วนต่างๆ เช่น ถังแก๊สแรงดันสูง ภาชนะทรงกลม ตัวสูบลม ข้อต่อทีจักรยาน และอื่นๆ สามารถขึ้นรูปได้
ระดับของการเปลี่ยนรูปโปน
เมื่อส่วนนูนของบิลเล็ตกลวง วัสดุอยู่ภายใต้การกระทำของความเค้นดึงเพื่อสร้างการเปลี่ยนรูปแบบแรงดึง และระดับการเสียรูปขั้นสุดท้ายจะแสดงโดยค่าสัมประสิทธิ์การโปน K ดังแสดงในรูปที่ 1-22
K = dmax/D (1-17)
ในสูตรนั้น
K—ค่าสัมประสิทธิ์การปูดและค่าสัมประสิทธิ์การปูดขีด จำกัด (dmax ถึงขีด จำกัด ค่า d'max เมื่อโปน) แสดงโดย Kmax;
NSmax—เส้นผ่านศูนย์กลางสูงสุดของชิ้นส่วนหลังโป่ง mm;
D—เส้นผ่านศูนย์กลางเดิมของเหล็กแท่งกลวง, มม.

ความสัมพันธ์ระหว่างค่าสัมประสิทธิ์การโปนขีด จำกัด K กับการยืดในแนวสัมผัสของบิลเล็ตคือ
δ = ( dmax – D ) = K – 1 หรือ K = 1 – δ (1-18)
เนื่องจากระดับการเสียรูปของเหล็กแท่งถูกจำกัดโดยการยืดตัวของวัสดุ ค่าสัมประสิทธิ์การนูนขีดจำกัดที่สอดคล้องกันสามารถคำนวณได้ตามสูตรข้างต้น ค่าโดยประมาณของค่าสัมประสิทธิ์การโปนขีด จำกัด ของวัสดุสามารถกำหนดได้โดยการค้นหาตาราง ตารางที่ 1-6 และตารางที่ 1-7 เป็นค่าสัมประสิทธิ์การโปนของวัสดุบางชนิดสำหรับอ้างอิง
| วัสดุ | ความหนาสัมพัทธ์ของช่องว่าง (t / D) x (%) | ความหนาสัมพัทธ์ของช่องว่าง (t / D) x (%) | ความหนาสัมพัทธ์ของช่องว่าง (t / D) x (%) | ความหนาสัมพัทธ์ของช่องว่าง (t / D) x (%) |
| 0.35~0.45 | 0.28~0.32 | |||
| การหลอม | โดยไม่ต้องหลอม | การหลอม | โดยไม่ต้องหลอม | |
| อลูมิเนียม | 1.25 | 1.2 | 1.2 | 1.15 |
| 10 เหล็ก | 1.2 | 1.10 | 1.15 | 1.05 |
| วิธีการปูด | จำกัดค่าสัมประสิทธิ์การปูด |
| ใช้กระพุ้งยางธรรมดา | 1.2~1.25 |
| ปูดช่องว่างโดยใช้ยางลบภายใต้แรงกดตามแนวแกน | 1.6~1.7 |
| โป่งเมื่อถูกความร้อนในพื้นที่ถึง 200 ~ 500 ℃ | 2.0~2.1 |
| ปลายเรียวแหลมจะนูนขึ้นโดยให้ความร้อนถึง 380℃ | ~3.0 |
การคำนวณบิลเล็ตโป่ง
ดังจะเห็นได้จากรูปที่ 1-22 เส้นผ่านศูนย์กลางว่าง D คือ
ด = ดmax/ เค (1-19)
ความยาวของช่องว่าง L คือ
L =l [ ล. + (0.3~0.4) δ ] + ข (1-20)
ในสูตรนั้น
l—ความยาวของบัสในเขตการเปลี่ยนรูป mm;
δ—การยืดตัวของแท่งเหล็กในการยืดเส้นสัมผัส
B—ระยะขอบของการเล็ม โดยทั่วไปใช้ b=5~15 มม.
0.3-0.4—ค่าสัมประสิทธิ์ที่จำเป็นในการลดความสูงเนื่องจากการยืดในแนวสัมผัส
การหาแรงปูด
แรงนูน F ที่จำเป็นสำหรับการนูนของแท่งเหล็กกลวงสามารถคำนวณได้ดังนี้:
F = p*A (1-21)
ในสูตรนั้น
p—ความดันต่อหน่วยพื้นที่ที่จำเป็นสำหรับการปูด, MPa;
A—พื้นที่ปูด mm2.
ความดัน p ต่อหน่วยพื้นที่ที่ต้องการสำหรับการปูดสามารถประมาณได้จากสมการด้านล่าง
p = 1.16 σข* 2t / วันmax (1-22)
ในสูตรนั้น
σข—ความต้านแรงดึงของวัสดุ Mpa;
NSmax—เส้นผ่านศูนย์กลางการปูดสูงสุด mm;
t—ความหนาดั้งเดิมของวัสดุ mm.
วิธีการปูด
โดยทั่วไปวิธีการปูดของชิ้นส่วนกลวงจะแบ่งออกเป็นโป่งแบบแข็งและโปนแบบนิ่ม
ดังแสดงในรูปที่ 1-23 หมัดแบบแข็งจะโปน หมัดจะอยู่ในรูปของแผ่นปิดส่วนประกอบ และใช้เม็ดเรียวเพื่อดันตัวแยกออกเพื่อให้ชิ้นส่วนที่ทำงานนูนออกมาตามรูปร่างที่ต้องการ ยิ่งจำนวนหมัดห้อยเป็นตุ้ม รูปทรงของชิ้นงาน และความแม่นยำก็ยิ่งดี แต่ข้อเสียคือ ยากที่จะได้ตัวหมุนที่ถูกต้องด้วยความแม่นยำสูง การเสียรูปไม่สม่ำเสมอ และโครงสร้างแม่พิมพ์มีความซับซ้อน

1—แยกหมัด; 2—สปินเดิล; 3—ว่างเปล่า; 4—ลูกสูบ
ดังแสดงในรูปที่ 1-24 ปูดนิ่ม หลักการคือการใช้ยาง ของเหลว แก๊ส และเหล็กกล้าแทนการตอกแบบแข็ง เครื่องแบบการเปลี่ยนรูปแท่งเหล็กแท่งนูนที่นูนแบบนุ่มสามารถสร้างรูปร่างที่ซับซ้อนของชิ้นส่วนได้ ดังนั้นจึงใช้กันอย่างแพร่หลายในการผลิต

รูปที่ 1-24 ปูดนิ่ม
1—ต่อย; 2—บล็อกเว้าตาย; 3—ยาง; 4—ลิ่มด้าน; 5—ของเหลว
หดปาก
การหดตัวเป็นกระบวนการขึ้นรูปโดยการลดขนาดเส้นผ่านศูนย์กลางของปากของชิ้นส่วนทรงกระบอกหรือรูปทรงกระบอกที่วาดไว้ล่วงหน้าโดยแรงดันที่ช่องเปิด ซึ่งแบ่งออกเป็นปากกดอัดและปากกดแบบหมุน เทคโนโลยีการหดตัวใช้กันอย่างแพร่หลายในชีวิตประจำวัน สามารถใช้สำหรับกรณีกระสุน เปลือกหอย ถังแก๊สเหล็ก ไรเซอร์เฟรมจักรยาน ท่อเบาะจักรยาน วาดท่อเหล็ก และอื่น ๆ
องศาการเสียรูปและลักษณะการเปลี่ยนรูปของปากหดตัว
รูปที่ 1-25 แสดงแผนภาพความเค้น-ความเครียดของการหดตัว ในกระบวนการตัด ความเค้นหลักสูงสุดควรเป็นความเค้นแรงกดในแนวสัมผัส เขตการเปลี่ยนรูปแท่งเหล็กโดยผลของความเค้นอัดแบบสองทิศทาง เพื่อให้ความสูงของแท่งเหล็กเพิ่มขึ้น ความหนาของผนังและเส้นผ่านศูนย์กลางลดลง ในเวลาเดียวกัน ในเขตปลอดการบิดเบี้ยว การเสียรูปความไม่แน่นอนในแนวแกนอาจเกิดขึ้นบนผนังกระบอกสูบภายใต้การกระทำของแรงดันการหดตัว F ดังนั้น ระดับการเสียรูปขั้นสูงสุดของการหดตัวส่วนใหญ่ถูกจำกัดโดยสภาพความไม่เสถียร และปัญหาหลักคือ การแก้ไขคือการป้องกันความไม่เสถียร
ค่าสัมประสิทธิ์การหดตัว N ใช้เพื่อแสดงระดับการเสียรูปของการหดตัว ดังแสดงในรูปที่ 1-25
n = d / D (1-23)

ในสูตรนั้น
d—เส้นผ่านศูนย์กลางหลังจากการหดตัว mm;
D—เส้นผ่านศูนย์กลางก่อนหดตัว mm.
ยิ่งค่าสัมประสิทธิ์การหดตัว N น้อย ระดับของการเสียรูปก็จะยิ่งมากขึ้น ตารางที่ 1-8 คือค่าสัมประสิทธิ์การหดตัวเฉลี่ยของ วัสดุและความหนาต่างกันและตารางที่ 1-9 เป็นค่าอ้างอิงของค่าสัมประสิทธิ์การหดตัวจำกัดที่อนุญาตของวัสดุต่างๆ และโหมดสนับสนุน จะเห็นได้จากตารางที่ 1-8 และตารางที่ 1-9 ว่ายิ่งวัสดุมีความเป็นพลาสติกมากขึ้น ความหนาก็จะยิ่งมากขึ้น และค่าสัมประสิทธิ์การหดตัวก็จะยิ่งเล็กลง นอกจากนี้ เมื่อดายรองรับผนังกระบอกสูบ ค่าสัมประสิทธิ์การหดตัวที่จำกัดก็จะเล็กลง
| วัสดุ | ความหนาของวัสดุ t (มม.) | ความหนาของวัสดุ t (มม.) | ความหนาของวัสดุ t (มม.) |
| 1 | >0.5 ~ 1 | ~ 0.5 | |
| เหล็ก | 0.7 ~ 0.65 | 0.75 | 0.8 |
| ทองเหลือง | 0.7 ~ 0.65 | 0.8 ~ 0.7 | 0.85 |
| วัสดุ | สนับสนุนทาง | สนับสนุนทาง | สนับสนุนทาง |
| ไม่รองรับ | การสนับสนุนภายนอก | การสนับสนุนภายในและภายนอก | |
| อลูมิเนียม | 0.65 ~ 0.72 | 0.53 ~ 0.57 | 0.27 ~ 0.32 |
| Duralumina (อบอ่อน) | 0.73 ~ 0.80 | 0.60 ~ 0.63 | 0.35 ~ 0.40 |
| Duralumina (ดับ) | 0.75 ~ 0.80 | 0.68 ~ 0.72 | 0.40 ~ 0.43 |
| ทองเหลือง H62, H68 | 0.65 ~ 0.70 | 0.50 ~ 0.55 | 0.27 ~ 0.32 |
| อย่างน้อย | 0.70 ~ 0.75 | 0.55 ~ 0.60 | 0.30 ~ 0.35 |
การคำนวณกระบวนการหดตัว
จำนวนการหดตัว
ถ้าค่าสัมประสิทธิ์การหดตัว n ของชิ้นงานมีค่ามากกว่าค่าสัมประสิทธิ์การหดตัวที่ยอมให้ แสดงว่าเกิดการหดตัวได้ มิฉะนั้นจะต้องหดตัวหลายครั้ง จำนวนการหดตัว k สามารถประมาณได้ตามสูตรต่อไปนี้
k = lgn / lgn0 = ( lgd – lgD ) / lgn0 (1-24)
ในสูตร n0 คือค่าสัมประสิทธิ์การหดตัวเฉลี่ยดังแสดงในตารางที่ 1-8
ในกรณีของการหดตัวหลายครั้ง ค่าสัมประสิทธิ์การหดตัวแรก n1 = 0.9 n0 โดยทั่วไปจะถูกนำมาใช้ และอันต่อมาคือ nx = (1.05~1.10) น0. เป็นการดีที่สุดที่จะดำเนินการอบอ่อนหนึ่งครั้งหลังจากการหดตัวแต่ละครั้ง
เส้นผ่านศูนย์กลางของการหดตัวแต่ละครั้ง
NS1= น1ดี
NS2= นxNS1= น1นxดี
NS3= นxNS1= น1นx2ดี
…
NSx= นxNSx-1= น1นxx-1ดี (1-25)
NSx จะต้องเท่ากับเส้นผ่านศูนย์กลางการหดตัวของชิ้นงาน หลังจากการหดตัวเนื่องจากการรีบาวด์ของชิ้นงานควรใหญ่กว่าขนาดแม่พิมพ์ 0.5% ~ 0.8%
ความสูงของบิลเล็ต
สำหรับชิ้นงานหดตัวดังแสดงในรูปที่ 1-26 ความสูงของบิลเล็ตก่อนการหดตัวคำนวณตามสูตรต่อไปนี้

ชิ้นงานตามรูป 1-26 (ก) :

ชิ้นงานตามรูป 1-26 (ข) :

ชิ้นงานตามรูป 1-26 (ค) :

ลดแรง
ดังแสดงในรูปที่ 1-26 (a) แรงหดตัวของชิ้นส่วนเรียวสามารถคำนวณได้จากสูตรด้านล่าง

ในสูตรนั้น
μ—ค่าสัมประสิทธิ์แรงเสียดทานระหว่างช่องว่างกับพื้นผิวสัมผัสของแม่พิมพ์
b—ความต้านแรงดึงของวัสดุ MPa;
K—สัมประสิทธิ์ความเร็ว K=1.15 เมื่อทำงานกับข้อเหวี่ยงข้อเหวี่ยง
สัญลักษณ์อื่นๆ แสดงในรูปที่ 1-26
โครงสร้างแม่พิมพ์หดตัว
ดังแสดงในรูปที่ 1-27 โครงสร้างของแม่พิมพ์หดตัวทั่วไปทำจากเหล็กกล้า No.08 ที่มีความหนาของวัสดุ 1 มม. ชิ้นงานเกิดจากการดึงลึกของกระบอกสูบและกระบวนการหดตัว หลักการทำงานของดายคือ ครั้งแรกที่ช่องว่างถูกใส่เข้าไปในปลอกรองรับด้านนอก ดายบนอยู่ด้านล่าง ปลอกรองรับด้านนอกและดายเว้าจะถูกสัมผัสก่อนเพื่อให้การขึ้นรูปการหดตัวสมบูรณ์ แม่พิมพ์ดันวัสดุผ่านการเจาะ

1—คันโยก; 2—แม่แบบล่าง; 3、14—น็อต; 4、11—ปักหมุด; 5—จานคงที่; 6—บล็อก; 7—สวิงแขน; 8—ตาย; 9— เต้าเสียบด้านบน; 10—แม่แบบ; 12—คันให้อาหาร; 13—ที่จับแม่พิมพ์; 15—เสาหลัก; 16—ไกด์บุช



ทำให้ฉันออกแบบแม่พิมพ์ขึ้นรูปที่ซับซ้อนได้ง่ายขึ้น