Cách bố trí và thiết kế khuôn ép tiến bộ nhiều trạm

Thời gian đọc ước tính: 30 phút
Nguyên tắc thiết kế và bố trí khuôn bế tiến bộ nhiều trạm
bên trong dập tiến bộ xử lý các bộ phận trong khuôn tiến bộ với cú đấm, mỗi lần cùn được gửi đến một bước tiến, đến một địa điểm khác. Do nội dung gia công của mỗi trạm không giống nhau, do đó, trong quá trình thiết kế khuôn bế tiến, muốn xác định từ phôi kim loại tấm đến quá trình tạo hình bộ phận sản phẩm, nội dung của từng trạm đến quá trình gia công, quá trình thiết kế là thiết kế bố trí.
Thiết kế bố cục là một trong những chìa khóa của thiết kế khuôn dập tiến bộ nhiều trạm. Việc tối ưu hóa cách bố trí liên quan đến tỷ lệ sử dụng vật liệu, độ chính xác của phôi, độ khó và tuổi thọ của quá trình chế tạo khuôn cũng như sự phối hợp và ổn định của các trạm khác nhau của khuôn. Việc bố trí khuôn dập tiến nhiều trạm cần tuân theo nguyên tắc bố trí của khuôn đột lỗ thông thường và cần lưu ý những điểm sau.
- Lúc đầu làm các bộ phận dập để mở rộng mẫu trắng (3 ~ 5), kiểm tra nhiều lần hàng trên bản đồ. Sau khi xác định sơ bộ sơ đồ, lúc đầu tiến hành bố trí bố trí trạm đột, rạch, cắt thải, trạm phân loại khác. Sau đó đến đầu kia của sự sắp xếp của trạm tạo hình, cuối cùng là sắp xếp sự tách rời của phôi và vật mang. Trong cách bố trí đài tránh đột nửa lỗ, tránh lực đột không đều và gãy.
- Trạm đầu tiên thường được bố trí đột lỗ và lỗ dẫn hướng quá trình đục lỗ. Chốt dẫn hướng được đặt ở trạm thứ hai để dẫn hướng vật liệu đai. Ở các ga sau, chốt dẫn hướng được đặt theo số lượng ga và ga nơi dễ xảy ra chuyển động. Chốt dẫn hướng cũng có thể được đặt ở mỗi 2 ~ 3 trạm trong các trạm sau. Trạm thứ ba có thể đặt thiết bị phát hiện lỗi của bước cấp liệu theo độ chính xác định vị của vật liệu dải dập.
- Số lượng lỗ trên chi tiết dập nhiều hơn, và vị trí lỗ quá gần, có thể phân bố ở các trạm khác nhau trên đột. Nhưng lỗ không thể là do ảnh hưởng của quá trình hình thành sau đó và biến dạng. Đối với các lỗ yêu cầu độ chính xác vị trí tương đối, cần xem xét xả đồng bộ. Khi khuôn không thể được thổi đồng bộ do giới hạn độ bền của khuôn, cần thực hiện các biện pháp để đảm bảo độ chính xác vị trí tương đối của chúng. Các lỗ phức tạp có thể được phân hủy thành một số lỗ đơn giản từng bước một.
- Khi có thanh cốt thép cục bộ thì nên bố trí trước khi đột lỗ để chống biến dạng lỗ do thanh cốt thép gây ra. Khi gói đột, nếu có lỗ ở giữa gói đột, để nguyên liệu chảy ra thuận lợi, có thể đục một lỗ nhỏ trước. Sau đó, áp lực của gói đột ngột được dồn đến khẩu độ cần thiết.
- Để cải thiện độ bền của tấm chèn khuôn, tấm xả và tấm cố định. Để đảm bảo rằng các bộ phận hình thành của vị trí lắp đặt không gây trở ngại, có thể được thiết lập trong bố trí của trạm trống. Số lượng của trạm rỗng theo yêu cầu của kết cấu khuôn.
- Đối với các chi tiết tạo hình uốn và kéo sâu, mức độ biến dạng của mỗi trạm không được quá lớn, các chi tiết dập có mức độ biến dạng lớn có thể tạo hình nhiều lần. Điều này không chỉ có lợi cho việc đảm bảo chất lượng mà còn có lợi cho việc gỡ lỗi và hoàn thiện khuôn. Đối với những chi tiết tạo hình yêu cầu độ chính xác cao thì nên thiết lập trạm định hình. Để tránh vật liệu bị kéo sâu trong vùng biến dạng của các bộ phận uốn hình chữ U, trước tiên cần xem xét uốn cong 45, sau đó mới uốn 90 °.
- Trong bố cục của bản vẽ tiến bộ, các kỹ thuật như cắt và tạo rãnh trước khi vẽ có thể được áp dụng để tạo điều kiện thuận lợi cho dòng vật liệu.
- Việc lựa chọn hướng tạo hình (lên hoặc xuống) phải có lợi cho việc thiết kế và chế tạo khuôn, có lợi cho việc cung cấp cho ngôi sao Chang. Nếu hướng tạo hình khác với hướng dập, có thể sử dụng thanh trượt xiên, đòn bẩy và khối xoay và các cơ cấu khác để chuyển đổi hướng tạo hình.
Nội dung của Bố cục Die lũy tiến nhiều trạm
Kết quả của thiết kế bố trí của khuôn đúc tiến bộ nhiều trạm là bản vẽ bố trí. Khi Bản vẽ Bố cục được xác định, các khía cạnh sau sẽ được xác định.
- Trình tự dập từng bộ phận của các bộ phận còn trống trên khuôn.
- Số lượng trạm khuôn và nội dung gia công của mỗi trạm.
- Sự sắp xếp và định hướng của các phần trống trên vật liệu dải. Và phản ánh tỷ lệ sử dụng nguyên vật liệu cao hay thấp.
- Kích thước danh nghĩa của khoảng cách bước và cách đặt khoảng cách.
- Chiều rộng của vật liệu.
- Hình thức của người vận chuyển.
Bố cục trong thiết kế khuôn tiến bộ bao gồm ba khía cạnh. Đó là, bố cục trống, thiết kế hình dạng cạnh đột lỗ và bố cục quy trình làm việc.
- Bố cục trống đề cập đến sự sắp xếp hình dạng đã phát triển của các bộ phận trên dải. Việc bố trí trống phải được thực hiện trong thiết kế của tất cả các loại khuôn dập.
- Thiết kế hình dạng cạnh đột liên quan đến việc phân hủy hình dạng hình học của các bộ phận có hình dạng phức tạp hoặc lỗ bên trong để xác định trình tự dập hình dạng của các bộ phận. Mà là công việc thiết kế phải được hoàn thành trước khi bố trí quy trình.
- Bố trí quy trình để xác định khuôn bằng số lượng trạm, mỗi trạm của các quy trình xử lý cụ thể, là bố trí trống và thiết kế hình dạng cạnh đột lỗ của tổng hợp. là chìa khóa để thiết kế khuôn dập tiến bộ. Bố cục quy trình được gọi là bố cục.
Sơ đồ bố trí trên được thể hiện trong Hình 1-1.

Bố cục trống
Bố trí trống là xác định phương vị cắt của hình dạng trống của các bộ phận dập trên dải và mối quan hệ giữa mặt trống với mặt trống liền kề. Khoảng trống trong tấm có thể được ngăn chặn rất nhiều phương vị, vì vậy có nhiều phương án bố trí trống. Các vấn đề sau đây cần được giải quyết khi thiết kế bố cục trống.
- Loại bố cục.
- Xác định giá trị biên của phần chồng lấp.
- Xác định khoảng cách trước (bước).
- Xác định chiều rộng dải.
- Tỷ lệ sử dụng nguyên liệu.
Nội dung trên ngoài giá trị cạnh lớn hơn dập thông thường. Các nội dung khác giống như bản dập thông thường, sẽ không lặp lại ở đây.
Thiết kế cạnh cắt
Trong thiết kế khuôn dập tiến bộ, để đạt được các bộ phận phức tạp (như uốn, vẽ sâu, tạo hình và các quá trình khác của bộ phận dập), dập hoặc đơn giản hóa cấu trúc của khuôn, hình dạng phức tạp và hình dạng bên trong của lỗ thường là cắt nhiều lần. Thiết kế của hình dạng cạnh đột lỗ là phân tách đường viền phức tạp bên trong hoặc bên ngoài thành một số đơn vị hình học đơn giản. Mỗi đơn vị tạo thành một đường viền đột mới thông qua sự kết hợp và bổ sung. Để thiết kế hình dạng cạnh đột hợp lý của khuôn đột lỗ và khuôn lõm. Điều này được thể hiện trong Hình 1-2. Quá trình này cần giải quyết các vấn đề sau.
Phân hủy và tổ chức lại đường viền
Các bộ phận dập gặp trong các sản phẩm thực tế thường rất phức tạp. Thiết kế hình dạng của cạnh đột là sự phân hủy và tổ chức lại của lưỡi cắt, như thể hiện trong Hình 1-2 (b).

Việc phân hủy cạnh cắt và tái tổ hợp nên được thực hiện sau khi bố trí trống, cần tuân theo các nguyên tắc sau.
- Nó có lợi khi đơn giản hóa cấu trúc của khuôn. Số lượng các phần bị phân hủy nên càng ít càng tốt. Hình dạng của khuôn đột lỗ và khuôn lõm được hình thành sau khi kết hợp lại phải đơn giản, đều đặn, đủ độ bền. Nó phải dễ dàng để xử lý, như thể hiện trong Hình 1-3.

- Việc phân hủy lưỡi cắt phải đảm bảo các yêu cầu về hình dạng, kích thước, độ chính xác và công dụng của các bộ phận sản phẩm.
- Sau khi đường viền bên trong phân hủy, kết nối giữa các phần phải thẳng hoặc trơn.
- Tiếp xúc vòng được phân đoạn nên càng ít càng tốt. Lập vị trí tiếp xúc để tránh các phần yếu của bộ phận sản phẩm và các bộ phận quan trọng của hình dạng, ở vị trí không bị che khuất.
- Cạnh thẳng có yêu cầu về dung sai và cạnh có yêu cầu trượt phù hợp trong quá trình sử dụng nên được cắt tại một thời điểm, không nên chia nhỏ. Để tránh sự tích tụ của các lỗi. Nếu bề mặt A, như trong Hình 1-4 (a), là bề mặt giao phối trong quá trình sử dụng. Tốt hơn là chọn sự phân hủy cạnh cắt như trong Hình 1-4 (c).
- Hình dạng phức tạp và rãnh hẹp hoặc phần mông dài và mỏng của sự phân hủy tốt nhất, sự phân hủy tốt nhất của hình dạng phức tạp.
- Hướng burr nên được phân hủy khi có các yêu cầu khác nhau.
- Việc phân hủy cạnh cắt cần xem xét các điều kiện thiết bị chế biến và phương pháp xử lý, để tạo điều kiện thuận lợi cho quá trình xử lý.
Sự phân hủy và tổ chức lại của lưỡi cắt không phải là duy nhất, như trong Hình 1-4. Quá trình thiết kế rất linh hoạt, theo kinh nghiệm và khó khăn, vì vậy một số phương án cần được xem xét trong thiết kế. Và phương án tối ưu nên được lựa chọn thông qua so sánh toàn diện.

Hình thức cơ bản của khớp nối mặt cắt trong sự phân hủy đường viền
Sau khi đường viền bên trong bị phân hủy, các khớp nối vòng được liên kết với nhau hình thành giữa mỗi đoạn. Phân hủy không đúng cách sẽ dẫn đến các vấn đề về chất lượng như: gờ, sai răng, góc nhọn, góc xẹp, các mối ghép lòng không đều và không trơn tru.
Có ba hình thức phổ biến của khớp nối.
- Bàn giao, như thể hiện trong Hình 1-5 (a). Bàn giao đề cập đến đường viền trống sau khi phân hủy và tổ chức lại, cạnh cắt giữa nhau. Có một số lượng nhỏ chồng chéo.

Việc phân hủy cạnh cắt theo cách bàn giao thuận lợi hơn để đảm bảo chất lượng kết nối của mối nối bàn giao. Nó được sử dụng rộng rãi. Số lượng bàn giao phải lớn hơn 0,5 lần độ dày của vật liệu; Nếu không bị giới hạn bởi kích thước của lỗ bàn giao, lượng bàn giao có thể đạt từ 1 ~ 2,5 lần độ dày của vật liệu.
- Kết nối phẳng, như trong Hình 1-5 (b). Kết nối phẳng là chia cạnh thẳng của các bộ phận thành hai đường cắt. Hai cạnh cắt song song và thẳng hàng, nhưng không trùng nhau.
Khi khớp phẳng, độ chính xác bước, đột lỗ và độ chính xác sản xuất khuôn lõm là yêu cầu cao hơn. Dễ sinh ra vẩu, sai răng, chất lượng không đồng đều. Ngoài việc phải được sắp xếp như thế này, nên cố gắng tránh sử dụng phương pháp lòng này. Chân trực tiếp nên được đặt gần kết nối phẳng. Nếu phôi được cho phép, chiều rộng của khoảng trống thứ hai phải được tăng lên. Và cú đấm nên được cắt để tạo thành một góc xiên nhỏ (thường là 3 ~ 5).
- Cắt, như thể hiện trong Hình 1-5 (c). Cắt nằm trong phần cung trống của hình thức đột lỗ mặt cắt, nghĩa là ở trạm đầu tiên đột một phần của mặt cắt vòng cung. Sau đó cắt bỏ phần còn lại của trạm tiếp theo, trước và sau hai phần nên được tiếp tuyến.
Bố cục quy trình
Nội dung chính của bố cục quy trình làm việc cần giải quyết ở các khía cạnh sau.
Xác định quy trình và sắp xếp theo trình tự
Trình tự của quy trình có lợi cho quy trình tiếp theo vì nguyên tắc, làm quy trình dễ trước, sau đó khó, đầu tiên đột lỗ hình máy bay và sau đó đột lỗ hình dạng ba chiều.
Sơ đồ quy trình của giai đoạn tẩy trắng
- Đối với các bộ phận đột có lỗ, đục lỗ trước và đột lỗ sau, như thể hiện trong Hình 1-8.
")
Hình. 1-8 Ví dụ về bố cục làm trống giai đoạn (I)
- Cố gắng tránh sử dụng khuôn đột lỗ và khuôn lõm có hình dạng phức tạp, nghĩa là phân hủy các lỗ hoặc hình dạng phức tạp và áp dụng phương pháp cắt bỏ phân đoạn, như được thể hiện trong Hình 1-4 và Hình 1-5.
- Kích thước tương đối của các bộ phận có yêu cầu nghiêm ngặt nên được đưa ra ngay tại cùng một trạm. Nếu không thể lao ra ở cùng một ga, bạn có thể sắp xếp để lao ra ở một ga gần đó, như trong Hình 1-9.
")
Hình. 1-9 Ví dụ về bố cục làm trống giai đoạn (II)
- Các đường viền có yêu cầu về kích thước và hình dạng cao nên được xả ra ở ga phía sau.
- Việc đục lỗ phần yếu nên được bố trí ở trạm sớm hơn.
- Khi khoảng cách từ lỗ đến mép nhỏ và độ chính xác của lỗ cao, nếu đột lỗ trước sau đó đột hình dạng có thể dẫn đến biến dạng lỗ. Trong trường hợp này, mép ngoài của lỗ phải được xả ra trước khi đục lỗ, như thể hiện trong Hình 1-9.
- Đối với quá trình đột dập có chu vi đường viền lớn, quá trình đột lỗ nên bố trí ở giữa càng xa càng tốt để làm cho tâm áp lực trùng với tâm hình học của khuôn.
Sơ đồ quy trình của quá trình uốn liên tục
- Đối với các bộ phận uốn có lỗ, nói chung cần phải đục lỗ trước, sau đó đục lỗ và cắt bỏ vật liệu xung quanh của bộ phận uốn, sau đó uốn chúng lại, và cuối cùng loại bỏ phần phế thải còn lại để tách phôi ra khỏi dải, như hình minh họa trong Hình 1-10. Tuy nhiên, khi lỗ gần đến vùng biến dạng uốn và yêu cầu độ chính xác thì nên uốn lỗ trước khi đột để tránh cho lỗ bị biến dạng.

Hình 1-10. Ví dụ về bố cục uốn cong
- Khi uốn, bên ngoài phải được uốn trước rồi mới đến bên trong, như trong Hình 1-11. Khi bán kính uốn quá nhỏ, nên thêm quy trình định hình.

- Hướng của gờ nói chung phải nằm bên trong vùng uốn để giảm nguy cơ đứt gãy do uốn và cải thiện hình thức của sản phẩm.
- Đường uốn nên được bố trí theo phương vuông góc với sợi. Khi các bộ phận được uốn theo hướng vuông góc lẫn nhau hoặc theo nhiều hướng, đường uốn phải ở Góc 30 ° ~ 60 ° với hướng sợi của vật liệu dải.
- Trong một trạm, mức độ biến dạng uốn không được quá lớn. Đối với các bộ phận uốn phức tạp, chúng nên được phân hủy thành sự kết hợp của các quá trình uốn đơn giản, được hình thành bằng cách uốn liên tiếp, như thể hiện trong Hình 1-11. Đối với các chi tiết uốn phức tạp đòi hỏi độ chính xác cao, độ chính xác của phôi cần được đảm bảo bằng quy trình định hình.
- Khi hai bộ phận uốn của một chi tiết có yêu cầu về độ chính xác kích thước thì chúng nên được tạo hình tại cùng một trạm để đảm bảo độ chính xác về kích thước.
- Đối với các bộ phận uốn một góc nhỏ, để tránh biến dạng sóng mang và trượt ngang trong quá trình uốn, chúng nên được uốn theo cặp và sau đó cắt rời.
- Càng xa càng tốt, hướng của hành trình đột được lấy làm hướng uốn để đơn giản hóa cấu trúc khuôn.
Bố cục của quá trình vẽ sâu liên tục
Trong quá trình vẽ sâu liên tục nhiều trạm, không giống như quá trình vẽ sâu đơn lẻ ở dạng một mảnh duy nhất để nạp vào trống, nó được thông qua vật liệu với vật mang, vòng và trống cùng nhau, dưới dạng các thành phần trong một nguồn cấp dữ liệu liên tục, vẽ sâu dần dần. Điều này được thể hiện trong Hình 1-12. Tuy nhiên, do không có quá trình ủ trung gian trong bản vẽ lũy tiến nên vật liệu được yêu cầu phải có độ dẻo cao. Và do hạn chế lẫn nhau giữa các phôi trong quá trình kéo sâu theo tiến độ nên mức độ biến dạng của mỗi trạm không thể quá lớn. Do lượng phôi lớn còn sót lại giữa các bộ phận nên hiệu suất sử dụng nguyên liệu bị giảm xuống.
 Bản vẽ sâu với vật liệu mà không cần cắt")
 Bản vẽ sâu có cắt")
Hình 1-12 Bản vẽ lũy tiến dải
Theo vùng biến dạng của vật liệu và sự phân tách của dải, có thể chia vẽ sâu cấp tiến thành hai phương pháp công nghệ: không có và có khía công nghệ.
- Vẽ liên tục mà không cần cắt, nghĩa là, vẽ trên toàn bộ vật liệu dải, như thể hiện trong Hình 1-12 (a). Do sự ràng buộc lẫn nhau giữa hai bộ phận làm việc sâu kề nhau nên vật liệu khó chảy theo phương dọc, dễ nứt khi biến dạng lớn.
Do đó, mức độ biến dạng của mỗi quá trình có thể không lớn nên số lượng trạm nhiều hơn. Ưu điểm của phương pháp này là tiết kiệm nguyên liệu.
Do khó chảy dọc vật liệu, nó chỉ thích hợp để vẽ các chi tiết có chiều dày tương đối lớn [(t / D) × 100> 1], đường kính mặt bích tương đối nhỏ (dt / d = 1,1 ~ 1,5) và chiều cao tương đối thấp h / d.
- Vẽ lũy tiến có khía là cắt tất cả các khe hở hoặc khe tiếp giáp với bộ phận, như thể hiện trong Hình 1-12 (b). Sự tương tác và ràng buộc của hai quá trình liền kề là nhỏ, và hình vẽ tại thời điểm này tương tự như hình vẽ của một ô trống duy nhất. Do đó, hệ số bản vẽ của mỗi quá trình có thể nhỏ hơn, tức là số lượng bản vẽ có thể ít hơn, và khuôn đơn giản hơn. Nhưng việc tiêu thụ nguyên liệu thô nhiều hơn. Loại bản vẽ này thường được sử dụng để vẽ khó hơn, đó là độ dày tương đối của các bộ phận nhỏ, đường kính mặt bích tương đối lớn hơn và chiều cao tương đối lớn hơn.
Thiết kế Trạm trống
Trạm rỗng được thiết kế để đảm bảo độ chắc chắn của khuôn và tạo điều kiện thuận lợi cho việc lắp đặt và điều chỉnh đột và lắp đặt một cấu trúc đặc biệt hoặc có thể tăng nhu cầu về một trạm. Nguyên tắc như sau.
- Đối với khoảng cách bước nhỏ (dưới 8mm), nên đặt nhiều trạm trống hơn; đối với khoảng cách bước lớn (hơn 16mm), không nên đặt nhiều trạm trống hơn.
- Có thể đặt nhiều trạm trống hơn để định vị chân dương; nếu không, nên đặt ít trạm trống hơn.
- Đối với các bộ phận đục lỗ có độ chính xác cao, nên đặt ít trạm trống hơn.
Bằng cách kiểm soát tổng số trạm, kích thước của khuôn dập tiến bộ nhiều trạm với kích thước biên dạng lớn có thể được kiểm soát để giảm sai số tích lũy và cải thiện độ chính xác của các bộ phận đột dập. Trong sơ đồ quy trình, như trong Hình 1-13, các trạm thứ tư và thứ sáu là các vị trí trống.

Thiết kế tàu sân bay
Trong thiết kế khuôn dập tiến bộ nhiều trạm, các bộ phận quy trình làm việc được chuyển đến từng trạm làm việc để xử lý phôi và tạo hình, và các bộ phận quy trình làm việc giữ vị trí ổn định và chính xác trong quá trình cấp liệu động, được gọi là bộ phận vận chuyển. Carrier và bố trí dập chung của cạnh có tương tự nhau, nhưng vai trò là hoàn toàn khác nhau. Cạnh được thiết lập để đáp ứng các yêu cầu của quy trình cắt phôi từ vật liệu dải và giá đỡ được thiết kế để thực hiện quy trình làm việc trên vật liệu dải đến trạm tiếp theo. Theo hình dạng của miếng đột dập, tính chất biến dạng, độ dày vật liệu và các điều kiện khác nhau, vật mang thường có các dạng sau.
Vật liệu cạnh
Chất vận chuyển vật liệu cạnh là hình thức sử dụng vật liệu phế liệu làm chất vận chuyển. Lúc này xung quanh toàn bộ phôi đều có phế liệu. Tàu sân bay này có độ ổn định tốt và đơn giản, như trong Hình 1-14.

Hình 1-14. Ví dụ về chất vận chuyển vật liệu bên
Nhà cung cấp dịch vụ đơn phương
Vật liệu mang một mặt được gọi là vật mang đơn, là vật liệu có chiều rộng nhất định được đặt ở một phía của vật liệu dải và được kết nối với quy trình làm việc ở vị trí thích hợp để thực hiện việc mang các bộ phận của quy trình làm việc. Một giá đỡ duy nhất thích hợp để đột các bộ phận có độ dày t trên 0,5m, đặc biệt đối với các bộ phận bị uốn ở một đầu hoặc theo một số hướng. Điều này được thể hiện trong Hình 1-13.
Các nhà cung cấp dịch vụ song phương
Một tàu sân bay song phương còn được gọi là tàu sân bay tiêu chuẩn, được gọi là tàu sân bay cả hai bên. Nó là một vật liệu có chiều rộng nhất định được đặt cách nhau ở cả hai bên của vật liệu để mang các bộ phận của quy trình làm việc và các bộ phận của quy trình làm việc được kết nối ở giữa hai bên của bộ phận mang, vì vậy bộ phận mang đôi ổn định hơn so với sóng mang duy nhất và có độ chính xác định vị cao hơn. Chất mang này chủ yếu được sử dụng cho vật liệu mỏng (t ≤ 0,2mm), độ chính xác của phôi cao hơn trong những dịp cao hơn, nhưng tỷ lệ sử dụng của vật liệu bị giảm, thường là trong một sự sắp xếp duy nhất. Điều này được thể hiện trong Hình 1-15.

Nhà cung cấp dịch vụ trung gian
Sóng mang trung gian tương tự như sóng mang đơn phương, nhưng sóng mang nằm ở giữa dải, như trong Hình 1-16. Nó ít vật liệu hơn so với vật mang một mặt và vật mang hai mặt. Nó được sử dụng rộng rãi trong quá trình bố trí các bộ phận uốn. Nó thích hợp nhất cho các chi tiết có chiều dày vật liệu t lớn hơn 0,2mm và uốn đối xứng hai bên. Chiều rộng của sóng mang trung gian có thể được điều khiển linh hoạt tùy theo đặc tính của các bộ phận, nhưng không được nhỏ hơn chiều rộng của sóng mang đơn lẻ.

Lựa chọn hình thức định vị
Vì quá trình dập tiến bộ nhiều trạm là phân phối quá trình dập của sản phẩm thành nhiều trạm để hoàn thành, nên cạnh đột của các bộ phận của quy trình trạm phía trước và phía sau có thể được kết nối và khớp chính xác, điều này yêu cầu các bộ phận của quy trình có thể được định vị chính xác trong mỗi trạm.
Định vị có thể được chia thành dọc và ngang, dọc và hướng nạp thanh là giống nhau, và hướng nạp thanh ngang và thanh là dọc. Định vị dọc chung bao gồm khoảng cách và hướng dẫn, và vật liệu hướng dẫn định vị ngang.
Các phương pháp định vị thường được sử dụng trong khuôn tiến bộ được trình bày trong Bảng 1-1.
| Cách định vị | Truyền thuyết | Phạm vi áp dụng | |
| Dừng ghim | 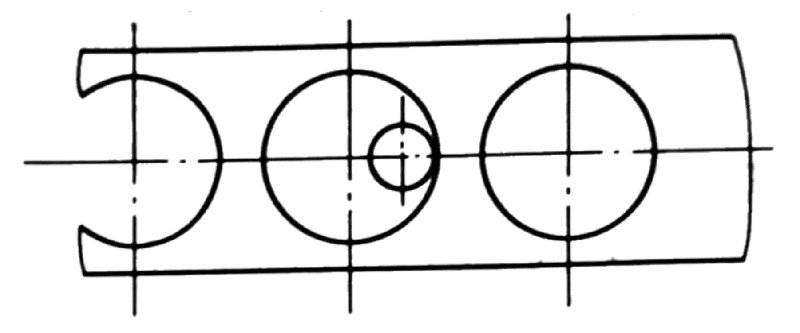 | t> 1,2mm, yêu cầu độ chính xác của sản phẩm kích thước lớn (IT10 ~ IT13) Hình dạng đơn giản | |
| Lưỡi bên | Một mặt lưỡi | 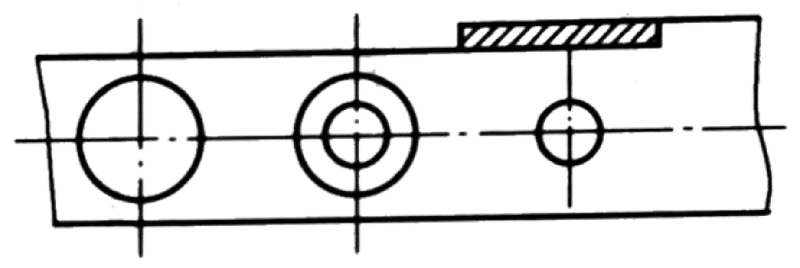 | t = 0. 1-1,5 mm Độ chính xácIT11 ~ TT14 Số vị trí 3-10 |
| Lưỡi bên | Cả hai bên lưỡi | 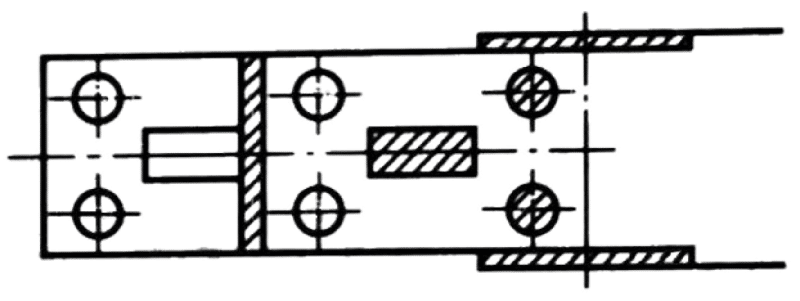 | t = 0. 1-1,5 mm Độ chính xácIT11 ~ TT14 Số vị trí 3-10 |
| Cơ chế cho ăn tự động | Máy được trang bị cơ chế cho ăn tự động | ||
| Ghim hướng dẫn | Nó đòi hỏi độ chính xác cao và được sử dụng kết hợp với dạng định vị thô |
Định vị cạnh bên
Định vị với lưỡi cắt bên nói chung nên bố trí ở vị trí đầu tiên, mục đích là làm cho đầu vật liệu dập có thể gửi theo một khoảng cách bước nhất định. Khi lưỡi cắt bên hoạt động, nó lao một dải hẹp sang một bên của dải. Chiều dài của dải bằng khoảng cách bước, được sử dụng làm khoảng cách nguồn cấp dữ liệu.
Có 3 loại hình dạng của lưỡi cắt bên, như trong Hình 1-17. Như được thể hiện trong Hình 1-17 (a), nó là một lưỡi cắt bên hình chữ nhật, được chế tạo đơn giản. Tuy nhiên, sau khi lưỡi cắt bên trở nên cùn, các gờ sẽ xuất hiện trên mép của vật liệu sau khi cắt, ảnh hưởng đến việc ăn và định vị chính xác của vật liệu. Hình 1-17 (b) cho thấy lưỡi bên có răng, khắc phục được khuyết điểm của lưỡi bên hình chữ nhật nhưng rất khó chế tạo.
Như trong Hình 1-17 (c), cạnh góc nhọn được chèn vào rãnh của cạnh góc nhọn để kiểm soát khoảng cách bước. Mặc dù nguyên liệu được tiết kiệm, nhưng nguyên liệu thanh cần phải di chuyển qua lại trong quá trình luyện phôi, điều này không thuận tiện khi vận hành, vì vậy nó chủ yếu được sử dụng trong luyện kim loại quý.

Khi lô sản xuất dập lớn, người ta sử dụng cạnh kép, và có thể đặt cạnh kép theo đường chéo hoặc đối xứng. Như trong hình 1-18. Sử dụng cạnh kép, độ chính xác của phôi cao hơn so với cạnh đơn. Khi dải được tách ra khỏi một lưỡi bên, lưỡi bên thứ hai vẫn có thể thiết lập khoảng cách.

Độ dày của lưỡi cắt bên thường là 6 ~ 10 mm và chiều dài là chiều dài của khoảng cách cấp liệu. Vật liệu có thể được làm bằng thép T10, T10A, CrL2, độ cứng dập tắt 62 ~ 64 HRC.
Hướng dẫn Định vị Ghim
Như thể hiện trong Hình 1-19, vị trí của chốt đầu là để điều chỉnh vị trí của thanh bằng cách đưa chốt đầu được lắp trên khuôn trên vào lỗ dẫn trên thanh, để giữ vị trí tương đối chính xác giữa đột , khuôn, và các bộ phận làm việc.

1, đục lỗ; 2 ― Chốt chì; 3 ― Đục cho lỗ dẫn hướng đục lỗ
- Đường kính lỗ kim hàng đầu
Lỗ kim hàng đầu của khuôn tiến bộ hầu hết được bố trí trên giá đỡ của dải (nó cũng có thể được bố trí trên lỗ của bộ phận quá trình).
Do đó, kích thước đường kính lỗ của chốt dẫn ảnh hưởng trực tiếp đến tỷ lệ sử dụng vật liệu. Nó không thể quá lớn, nhưng cũng không thể quá nhỏ, nếu không, độ bền của chốt dẫn đầu không thể được đảm bảo. Khi xác định đường kính của lỗ dẫn hướng, các yếu tố như độ dày tấm, vật liệu, độ cứng, kích thước trống, hình thức và kích thước của vật mang, sơ đồ bố trí, đường dẫn, yêu cầu về độ chính xác của sản phẩm, đặc điểm cấu trúc, tốc độ xử lý, v.v. cần được xem xét toàn diện. . Bảng 1-2 là giá trị thực nghiệm của đường kính lỗ dẫn.
Cạnh bên của khối khuôn thanh cạnh bên.
| T (mm) | dmin (mm) |
| < 0,5 | 1.5 |
| 0,5≤ t ≤1,5 | 2.0 |
| > 1,5 | 2.5 |
- Vị trí lỗ kim hàng đầu
Chốt tích cực có thể được tích cực theo hai cách: trực tiếp và gián tiếp. Cái gọi là dẫn hướng trực tiếp là sử dụng chính lỗ của bộ phận sản phẩm làm lỗ dẫn hướng, chốt dẫn hướng có thể được lắp vào máy đột, nhưng cũng có thể được thiết lập riêng biệt. Dẫn hướng gián tiếp là việc sử dụng chất mang hoặc chất thải ra khỏi lỗ chốt dẫn hướng đặc biệt để dẫn hướng.
Lỗ kim đầu tiên thường nằm ngoài trạm đầu tiên và chốt dẫn đầu nằm ngay sau trạm thứ hai. Sau đó, nó nên được đặt ở khoảng cách bằng nhau cứ sau 2 ~ 4 trạm. Các lỗ kim đầu có thể được đặt đôi hoặc đơn, tùy thuộc vào hình dạng của phôi và cấu trúc của khuôn. Khi chiều rộng dải lớn, các lỗ ghim hàng đầu phải gấp đôi.
Chốt hàng đầu nằm ở vị trí tốt của quy trình làm việc. Đôi khi nó sẽ gây ra biến dạng hoặc xước lỗ dẫn hướng, vì vậy các chi tiết sản phẩm có yêu cầu chất lượng và độ chính xác cao cần tránh dẫn hướng trực tiếp lên phôi.
Định vị hỗn hợp của cạnh bên và chốt dẫn hướng
Khi lưỡi cắt bên được trộn với chốt dẫn hướng, lưỡi cắt bên được sử dụng để định vị thô và chốt dẫn hướng để định vị chính xác. Hình 1-20 cho thấy một sơ đồ về sự kết hợp của cả hai. Lúc này, cần dập mép bên và lỗ chốt dẫn hướng ở vị trí đầu tiên, chốt dẫn hướng nên đặt ở vị trí sau lỗ dẫn hướng đột.

1 ― Thanh dẫn hướng; 2, dao bên cạnh vật liệu; 3 ― Khối cạnh bên; 4 ― Chốt dẫn hướng
Ví dụ về bố cục
Quy trình thiết kế bố cục
Các phần thể hiện trong Hình 1-21 được lấy làm ví dụ để minh họa quá trình thiết kế của bố cục. Vì là chi tiết cong nên trước hết cần tìm hiểu sơ đồ độ nở của nó (nếu là mảnh ghép có thể bỏ qua bước này; Đối với chi tiết vẽ sâu cần tính toán kích thước ô trống, Thời gian vẽ, kích thước của bán thành phẩm và chiều rộng của dải sau mỗi bản vẽ trước khi bố trí, và sau đó theo cách bố trí đầu tiên của khoảng trống, sau đó là thiết kế phác thảo của đột cắt cạnh, và các bước bố trí quy trình cuối cùng.

Hình. 1-21 Phôi uốn và Sơ đồ mở rộng của nó
- Bố cục trống
Hình 1-22 cho thấy bốn cách bố trí của trống sau khi mở rộng các bộ phận uốn. Diện tích toàn bộ phôi khoảng 1133,1mm (bao gồm lỗ vuông ở giữa phôi và các lỗ nhỏ ở hai đầu). Sau khi tính toán, tỷ lệ sử dụng vật liệu của mỗi cách bố trí tương ứng là: ηmột = 1133,1 / (64 x 26,6) = 0,67, ηb = 1133,1 / (26 x 64,3) = 0,68, ηc = 1133,1 / (25 x 64,3) = 0,7, ηd = 1133,1 / (52 x 30,1) = 0,72.

Hình. 1-22 Mẫu bố cục

Hình. 1-22 Mẫu bố cục
Do đó, Hình 1-22 (a) có tỷ lệ sử dụng bố cục thấp nhất và Hình 1-22 (d) có tỷ lệ sử dụng bố trí cao nhất. Tuy nhiên, Hình 1-22 (d) làm cho phôi nghiêng, điều này đòi hỏi các mô-đun trên khuôn dập tiến cũng phải được thiết lập. Quá trình sản xuất khuôn rất phức tạp, như trong Hình 1-22 (c) Mặc dù cách bố trí có tỷ lệ sử dụng vật liệu cao vì phôi chỉ được kết nối ở giữa, nó không có lợi cho việc cấp liệu ổn định cho các trạm tiếp theo. Nhìn chung, người ta tin rằng độ ổn định cấp liệu của bố trí trong Hình 1-22 (b) và Hình 1-22 (d) là tốt, do đó, cách bố trí như trong Hình 1-22 (b) được chọn ở đây.
- Thiết kế hình dạng của lưỡi cắt
Theo sơ đồ bố trí trống cố định, có thể thiết kế sơ đồ phân rã cạnh cắt như trong Hình 1-23. Đầu tiên đục lỗ dương, hai lỗ nhỏ và lỗ vuông ở giữa, để bạn có thể sử dụng lỗ dương để định vị trong quá trình xử lý tiếp theo. Vì uốn cong bốn cạnh nên cần tách phần uốn ra khỏi vật liệu dải trước khi uốn. Để đơn giản hóa cấu trúc khuôn và đảm bảo độ bền của khuôn, rãnh nối giữa hai bộ phận làm việc được làm vội ra theo hai bước. Sau đó chỉ cần cắt bỏ những phần dính vào 2 bên của dải vải để uốn cong là được.

- Bố cục quy trình
Dựa trên thiết kế bố trí trên, hãy thiết kế bản vẽ bố trí quy trình như hình 1-24. Có 6 trạm làm việc: lỗ đột và lỗ dẫn hướng, hai lỗ nhỏ và lỗ vuông ở giữa ở trạm làm việc thứ nhất; Mở vị trí tại nhà ga thứ hai; Vị trí làm việc thứ ba và thứ tư trong hai bước ra khỏi kết nối giữa hai phôi; Thứ năm là một ghế trống. Vị trí thứ 6 uốn cong và tách phôi ra khỏi vật liệu.

Bản vẽ bố cục
Sau khi hoàn thành thiết kế bố cục, cuối cùng nó được thể hiện dưới dạng bản vẽ bố cục. Bản vẽ bố trí quy trình có thể được vẽ theo các bước sau.
- Đầu tiên, vẽ một đường ngang, sau đó vẽ tâm của mỗi trạm theo khoảng cách đầu vào đã xác định.
- Từ trạm thứ nhất, hãy rút ra nội dung của quá trình gia công dập. Chẳng hạn như đường rạch ga đầu tiên, chỉ vẽ hình dạng của đường rạch; Nếu trạm đầu tiên là đục lỗ dương hoặc khoảng cách cạnh bên, lỗ kim dương hoặc cạnh trống sẽ được vẽ.
- Để vẽ nội dung xử lý của trạm thứ hai, lúc này trạm thứ nhất ra khỏi lỗ hoặc miệng cắt cũng phải được vẽ.
- Vẽ nội dung xử lý của trạm thứ ba, ngay cả khi nó trống, cũng nên được vẽ, và hình dạng được xử lý bởi trạm thứ nhất và thứ hai cũng nên được thể hiện ở đây.
- Và cứ tiếp tục như vậy cho đến khi vẽ được hết các ga, bước cuối cùng là tẩy trắng, chỉ cần vẽ hình ô trống là được.
- Kiểm tra xem nội dung của mỗi đài có được vẽ chính xác hay không và sửa đổi chỗ không chính xác.
- Sau khi kiểm tra và sau đó vẽ hình dạng của dải, nếu bố trí sử dụng định vị cạnh bên, nên vẽ hình dạng gia công của cạnh bên, lúc này hình dạng và kích thước của dải sẽ được xác định.
- Để thuận tiện cho việc nhận dạng bản đồ, nội dung xử lý của từng trạm có thể được vẽ trên mặt cắt hoặc sơn các màu khác nhau.
- Ghi nhãn các kích thước cần thiết, cụ thể là khoảng cách nạp liệu, chiều rộng vật liệu, đường kính của chốt dẫn đầu, chiều rộng của cạnh bên, v.v. và lưu ý hướng nạp liệu, số lượng trạm và tên quy trình dập của mỗi trạm.
Một ví dụ cụ thể về bản vẽ bố trí được thể hiện trong Hình 1-24.


Bài viết rất chuyên nghiệp, mình sẽ dùng để tham khảo trong thời gian tới