Cómo diseñar y diseñar un troquel progresivo multiestación

Tiempo de lectura estimado: 30 minutos
Principio de disposición y diseño de troqueles progresivos multiestación
En el estampado progresivo procesa las piezas en el troquel progresivo con punzón, cada una despuntada se envía a un paso hacia adelante, llega a una ubicación diferente. Debido a que el contenido de procesamiento de cada uno no es el mismo para cada estación, por lo tanto, en el proceso de diseño de troqueles progresivos, desea determinar desde una hoja de metal en bruto hasta el proceso de formación de piezas del producto, el contenido de cada estación hasta el proceso de mecanizado, el proceso de diseño es el diseño de diseño.
El diseño del diseño es una de las claves del diseño de troqueles progresivos multiestación. La optimización del diseño está relacionada con la tasa de utilización de los materiales, la precisión de la pieza de trabajo, la dificultad y la vida útil de la fabricación del molde y la coordinación y estabilidad de las distintas estaciones del molde. El diseño del troquel progresivo multiestación debe cumplir con el principio de diseño de un troquel de punzonado ordinario y considerar los siguientes puntos.
- Al principio, haga piezas de estampado para expandir la muestra en blanco (3 ~ 5), pruebe repetidamente la fila en el mapa. Después de determinar el esquema preliminar, al comienzo del diseño de la disposición de punzonado, incisión, corte de residuos y otra estación de separación. Luego, al otro extremo de la disposición de la estación de formación, finalmente organice la separación de la pieza de trabajo y el transportador. En la disposición de la estación, para evitar la perforación de medio agujero, para evitar la fuerza de perforación desigual y la rotura.
- La primera estación generalmente está dispuesta para perforar y perforar el orificio de guía del proceso. El pasador de guía se coloca en la segunda estación para guiar el material de la banda. En las siguientes estaciones, el pasador de guía se establece de acuerdo con el número de estaciones y la estación donde el movimiento es fácil de producir. El pasador de guía también se puede configurar cada 2 o 3 estaciones en las siguientes estaciones. La tercera estación puede configurar el dispositivo de detección de errores del paso de alimentación de acuerdo con la precisión de posicionamiento del material de la tira de estampado.
- El número de orificios en las piezas de estampado es mayor, y la posición del orificio es demasiado cercana, se puede distribuir en diferentes estaciones en el punzonado. Pero el agujero no puede deberse a la influencia del proceso de formación y deformación posterior. Para orificios que requieran una precisión de posición relativa, se debe considerar el lavado síncrono. Cuando el molde no se puede soplar sincrónicamente debido a la limitación de la fuerza del molde, se deben tomar medidas para garantizar la precisión de su posición relativa. El agujero complejo se puede descomponer paso a paso en un agujero simple.
- Cuando hay una barra de refuerzo local, debe colocarse antes del punzonado para evitar la deformación del orificio causada por la barra de refuerzo. Cuando el paquete repentino, si hay un agujero en el centro del paquete repentino, para facilitar el flujo de materiales, primero se puede perforar un pequeño agujero. Luego, la presión del paquete repentino se apresura a la apertura requerida.
- Para mejorar la resistencia de los insertos de matriz, placas de descarga y placas fijas. Para garantizar que las partes que forman la posición de instalación no interfieran, se puede configurar en el diseño de la estación vacía. El número de la estación vacía según los requisitos de la estructura del molde.
- Para doblar y embutir profundamente las piezas que forman, el grado de deformación de cada estación no debe ser demasiado grande. Las piezas estampadas con un gran grado de deformación se pueden formar varias veces. Esto no solo conduce al aseguramiento de la calidad, sino que también favorece la depuración y el acabado del molde. Para las piezas de formación que requieren alta precisión, se debe configurar la estación de formación. Para evitar la embutición profunda del material en la zona de deformación de las piezas de flexión en forma de U, se debe considerar doblar 45 primero y luego doblar a 90°.
- En el diseño del dibujo progresivo, se pueden aplicar técnicas como corte y ranurado antes del dibujo para facilitar el flujo de materiales.
- La elección de la dirección de formación (hacia arriba o hacia abajo) debe ser propicia para el diseño y la fabricación del molde, es propicia para la alimentación de la estrella Chang. Si la dirección de formación es diferente de la dirección de estampado, se puede usar el deslizador oblicuo, la palanca y el bloque oscilante, y otros mecanismos para convertir la dirección de formación.
Contenido del diseño de matriz progresiva multiestación
El resultado del diseño de disposición del troquel progresivo multiestación es el dibujo de disposición. Una vez Determinado el Plano de Trazado, se Determinan los Siguientes Aspectos.
- Secuencia de estampación de cada parte de las piezas troqueladas en el troquel.
- El número de estaciones de moldes y el contenido de procesamiento de cada estación.
- La disposición y orientación de las partes troqueladas en el material de la tira. Y refleja la alta y baja tasa de utilización de materiales.
- El tamaño nominal de la distancia de paso y la forma de establecer la distancia.
- El ancho del material.
- Forma del transportista.
El diseño en diseño de troquel progresivo incluye tres aspectos. Es decir, diseño en blanco, diseño de forma de borde de perforación y diseño de procedimiento de trabajo.
- El diseño en blanco se refiere a la disposición de la forma desarrollada de las partes en la tira. El replanteo en blanco debe realizarse en el diseño de todo tipo de troqueles de estampación.
- El diseño de la forma del borde de punzonado se refiere a la descomposición de la forma geométrica de las piezas con una forma compleja o un orificio interior para determinar la secuencia de estampado de la forma de las piezas. Cuál es el trabajo de diseño que debe completarse antes del diseño del proceso.
- El diseño del proceso para determinar el molde por el número de estaciones, cada estación de los procedimientos de procesamiento específicos, es el diseño en blanco y el diseño de la forma del borde de perforación de la síntesis. es la clave para el diseño del troquel progresivo. El diseño del proceso se conoce como diseño.
En la Fig. 1-1 se muestra un diagrama esquemático del diseño anterior.

Diseño en blanco
El diseño de la pieza en bruto es para determinar el azimut de corte de la forma de la pieza en bruto de las piezas estampadas en la tira y la relación entre la pieza en bruto y la pieza en bruto adyacente. El espacio en blanco en la placa se puede interceptar en muchos acimutes, por lo que hay una variedad de esquemas de diseño en blanco. Los siguientes problemas deben resolverse al diseñar el diseño en blanco.
- Tipo de diseño.
- Determinación del valor límite de la superposición.
- Determinación de la distancia de avance (paso).
- Determinación del ancho de banda.
- Tasa de utilización de materiales.
El contenido anterior además del valor del borde es mayor que el estampado ordinario. El resto del contenido es el mismo que el estampado ordinario y no se repetirá aquí.
Diseño de vanguardia
En el diseño de troqueles progresivos, para lograr piezas complejas (como plegado, embutición profunda, conformado y otros procesos de estampado de piezas) estampación o simplificación de la estructura del troquel, la forma compleja y la forma interior del orificio suelen ser cortar varias veces. El diseño de la forma del borde de punzonado consiste en descomponer el contorno interior o exterior complejo en varias unidades geométricas simples. Cada unidad forma un nuevo contorno de punzonado a través de la combinación y el complemento. Para diseñar una forma de borde de punzonado razonable del punzón y la matriz cóncava. Esto se muestra en la Figura 1-2. Este proceso debe abordar los siguientes problemas.
Descomposición y Reorganización del Contorno
Las piezas estampadas que se encuentran en los productos reales suelen ser muy complejas. El diseño de la forma del borde de punzonado es la descomposición y reorganización del borde de corte, como se muestra en la Fig. 1-2 (b).

La descomposición y recombinación de vanguardia debe llevarse a cabo después del diseño en blanco, debe seguir los siguientes principios.
- Es beneficioso simplificar la estructura de la matriz. El número de secciones descompuestas debe ser el menor posible. La forma del punzón y las matrices cóncavas formadas después de la recombinación debe ser simple, regular y con suficiente resistencia. Debe ser fácil de procesar, como se muestra en la Figura 1-3.

- La descomposición del filo debe garantizar la forma, el tamaño, la precisión y los requisitos de uso de las partes del producto.
- Después de la descomposición del contorno interior, la conexión entre las secciones debe ser recta o suave.
- El contacto de vuelta segmentado debe ser el menor posible. Posición de contacto de regazo para evitar las partes débiles de las partes del producto y las partes importantes de la forma, en una posición sin obstrucciones.
- El borde recto con requisitos de tolerancia y el borde con requisitos de ajuste deslizante en el proceso de uso deben cortarse a la vez y no deben dividirse. Para evitar la acumulación de errores. Si la superficie A, como se muestra en la figura 1-4(a), es la superficie de acoplamiento en el proceso de uso. Es mejor elegir la descomposición del borde de corte como se muestra en la Fig. 1-4(c).
- Forma compleja y ranura estrecha o glúteos largos y delgados parte de la mejor descomposición, la mejor descomposición de forma compleja.
- La dirección de las rebabas debe descomponerse cuando existen diferentes requisitos.
- La descomposición de vanguardia debe considerar las condiciones del equipo de procesamiento y los métodos de procesamiento para facilitar el procesamiento.
La descomposición y reorganización del filo no son únicas, como se muestra en la Fig. 1-4. El proceso de diseño es flexible, empírico y difícil, por lo que se deben considerar varios esquemas en el diseño. Y el esquema óptimo debe seleccionarse a través de una comparación exhaustiva.

La forma básica de la junta traslapada seccional en la descomposición del contorno
Después de la descomposición del contorno interior, es inevitable que se formen juntas traslapadas entre cada segmento. La descomposición incorrecta dará lugar a problemas de calidad, como rebabas, dientes incorrectos, ángulo agudo, ángulo de colapso, juntas de traslape desiguales y no lisas.
Hay tres formas comunes de juntas de regazo.
- Traspaso, como se muestra en la Fig. 1-5 (a). La entrega se refiere al contorno en blanco después de la descomposición y la reorganización, el borde de corte entre sí. Hay una pequeña cantidad de superposición.

La descomposición del borde de corte según la forma de entrega es más favorable para garantizar la calidad de conexión de la junta de entrega. Es ampliamente utilizado. La cantidad de entrega debe ser superior a 0,5 veces el espesor del material; Si no está limitado por el tamaño del orificio de transferencia, la cantidad de transferencia puede llegar a 1~2,5 veces el grosor del material.
- Conexión plana, como se muestra en la Fig. 1-5 (b). Una conexión plana consiste en dividir el borde recto de las piezas en dos cortes. Dos filos de corte son paralelos y colineales, pero no se superponen.
Cuando la junta plana, la precisión de paso, el punzón y la precisión de fabricación del troquel cóncavo son requisitos más altos. Que es fácil de producir rebabas, dientes incorrectos, problemas de calidad desigual. Además de que debe organizarse de esta manera, debe tratar de evitar el uso de este método de vuelta. El pin directo debe colocarse cerca de la conexión plana. Si se permite la pieza de trabajo, se debe aumentar el ancho de la segunda pieza en blanco. Y el punzón debe recortarse para hacer un pequeño bisel (generalmente 3~5).
- Corte, como se muestra en la Fig. 1-5 (c). El corte se realiza en la sección de arco en blanco de la forma de solapa de punzonado seccional, es decir, en la primera estación punzonando una parte de la sección de arco. Luego corte el resto de la estación posterior, antes y después de que las dos secciones deben ser tangentes.
Diseño del proceso
El contenido principal del diseño del procedimiento de trabajo debe resolverse en los siguientes aspectos.
Determinación y Secuenciación de Procesos
La secuencia del proceso está a favor del siguiente proceso para el principio, haga el proceso fácil primero, luego el difícil, primero perfore la forma del plano y luego perfore la forma tridimensional.
El diseño del proceso de etapa en blanco
- Para perforar piezas con orificios, perforar primero y perforar después, como se muestra en la Fig. 1-8.
")
Fig. 1-8 Ejemplo de diseño de escenario en blanco (I)
- Trate de evitar el uso de punzones y matrices cóncavas con formas complejas, es decir, descomponga los orificios o formas de formas complejas y adopte el método de escisión segmentada, como se muestra en la Fig. 1-4 y la Fig. 1-5.
- El tamaño relativo de las piezas con requisitos estrictos debe salir rápidamente en la misma estación. Si no es posible salir corriendo en la misma estación, puede hacer arreglos para salir corriendo en una estación cercana, como se muestra en la figura 1-9.
")
Fig. 1-9 Ejemplo de diseño de escenario en blanco (II)
- Los contornos con requisitos de forma y tamaño elevados deben enjuagarse en la estación trasera.
- El punzonado de la parte débil debe disponerse en la estación anterior.
- Cuando la distancia desde el orificio hasta el borde es pequeña y la precisión del orificio es alta, si primero se perfora el orificio y luego se perfora la forma, puede provocar la deformación del orificio. En este caso, el borde exterior del orificio debe enjuagarse antes de perforar, como se muestra en la Fig. 1-9.
- Para el proceso de punzonado con un gran perímetro de contorno, el proceso de punzonado debe disponerse en el medio en la medida de lo posible para que el centro de presión coincida con el centro geométrico del molde.
El diseño del proceso de flexión progresiva
- Para doblar piezas con agujeros, generalmente es necesario perforar primero los agujeros, luego perforar y cortar los materiales circundantes de las piezas dobladas, luego doblarlos nuevamente y finalmente eliminar el resto de los desechos para separar la pieza de trabajo de la tira, como se muestra en la figura 1-10. Sin embargo, cuando el orificio está cerca del área de deformación por flexión y se requiere precisión, debe doblarse antes de perforar para evitar que el orificio se deforme.

Figura 1-10. Un ejemplo de un diseño de plegado
- Al doblar, primero se debe doblar el exterior y luego el interior, como se muestra en la Fig. 1-11. Cuando el radio de curvatura es demasiado pequeño, se debe agregar un procedimiento de conformación.

- La dirección de la rebaba generalmente debe ubicarse dentro de la zona de doblado para reducir el riesgo de ruptura por doblado y mejorar la apariencia del producto.
- La línea de doblado debe estar dispuesta en una dirección perpendicular a la fibra. Cuando las partes se van a doblar en la dirección mutuamente perpendicular o en varias direcciones, la línea de doblado debe estar en un ángulo de 30°~60° con la dirección de la fibra del material de la tira.
- En una estación, el grado de deformación por flexión no debe ser demasiado grande. Para piezas de flexión complejas, deben descomponerse en una combinación de procesos de flexión simples, que se forman mediante flexión sucesiva, como se muestra en la Fig. 1-11. Para piezas de doblado complejas que requieren alta precisión, la precisión de la pieza debe estar garantizada por el procedimiento de conformación.
- Cuando dos partes de flexión de una pieza tienen requisitos de precisión dimensional, deben formarse en la misma estación para garantizar la precisión dimensional.
- Para piezas pequeñas de flexión de un solo ángulo, para evitar la deformación del soporte y el deslizamiento lateral durante la flexión, deben doblarse en pares y luego cortarse.
- En la medida de lo posible, la dirección de la carrera del punzón se toma como la dirección de doblado para simplificar la estructura del molde.
El diseño del proceso de embutición profunda progresiva
En el proceso de embutición profunda progresiva de múltiples estaciones, a diferencia de la embutición profunda de un solo proceso en forma de una sola pieza para alimentar la pieza en bruto, es a través del material con el portador, las vueltas y la pieza en bruto juntos, en forma de componentes en un avance continuo, embutición profunda progresiva. Esto se muestra en la figura 1-12. Sin embargo, debido a la falta de recocido intermedio en el estirado progresivo, se requiere que el material tenga una gran plasticidad. Y debido a la restricción mutua entre la pieza de trabajo en el proceso de embutición profunda progresiva, el grado de deformación de cada estación no puede ser demasiado grande. Debido a la gran cantidad de residuos de piezas de trabajo que quedan entre las piezas, se reduce la tasa de utilización del material.
 Embutición profunda con el material sin cortar")
 Embutición profunda con corte")
Fig. 1-12 Tira de dibujo progresivo
Según la zona de deformación del material y la separación de la tira, la embutición profunda progresiva se puede dividir en dos métodos tecnológicos: sin y con muescas tecnológicas.
- Dibujo progresivo sin corte, es decir, dibujo sobre todo el material de la tira, como se muestra en la Fig. 1-12 (a). Debido a las limitaciones mutuas entre las dos partes de trabajo profundas adyacentes, es difícil que el material fluya en la dirección longitudinal y es fácil que se agriete cuando la deformación es grande.
Por lo tanto, el grado de deformación de cada proceso no puede ser grande, por lo que el número de estaciones es mayor. La ventaja de este método es el ahorro de materiales.
Debido a la dificultad del flujo longitudinal del material, solo es adecuado para dibujar piezas con un espesor relativo grande [ ( t/D ) × 100 > 1 ], diámetro de brida relativo pequeño ( dt /d = 1,1 ~ 1,5) y baja altura relativa h/d.
- El dibujo progresivo con muescas consiste en cortar todas las aberturas o hendiduras adyacentes a la pieza, como se muestra en la figura 1-12 (b). La interacción y la restricción de los dos procesos adyacentes son pequeñas y el dibujo en este momento es similar al de un solo espacio en blanco. Por lo tanto, el coeficiente de estirado de cada proceso puede ser menor, es decir, el número de estirados puede ser menor y el molde es más simple. Pero el consumo de materia prima es más. Este tipo de dibujo se usa generalmente para dibujar más difíciles, es decir, el espesor relativo de las piezas es pequeño, el diámetro relativo de la brida es mayor y la altura relativa es mayor.
Diseño de estación vacía
La estación vacía está diseñada para asegurar la resistencia del troquel y facilitar la instalación y ajuste del punzón y la instalación de una estructura especial o un posible aumento en la necesidad de una estación. El principio es el siguiente.
- Para espacios de paso pequeños (menos de 8 mm), se deben configurar más estaciones vacías; para espacios de paso grandes (más de 16 mm), no se deben configurar más estaciones vacías.
- Se pueden configurar más estaciones vacías para el posicionamiento positivo del pasador; de lo contrario, se deben configurar menos estaciones vacías.
- Para piezas punzonadas de alta precisión, se deben configurar menos estaciones vacías.
Al controlar el número total de estaciones, se puede controlar el tamaño del troquel progresivo multiestación con un perfil de gran tamaño para reducir el error acumulativo y mejorar la precisión de las piezas punzonadas. En el diseño del proceso, como se muestra en la figura 1-13, las estaciones cuarta y sexta están vacantes.

Diseño de portador
En el diseño de un troquel progresivo de varias estaciones, las partes del procedimiento de trabajo se transfieren a cada estación de trabajo para el procesamiento de troquelado y formado, y las partes del procedimiento de trabajo mantienen una posición estable y correcta en el proceso de alimentación dinámica, que se denomina transportador. El portador y el diseño general de estampado del borde son similares, pero el papel es completamente diferente. El borde se ajusta para cumplir con los requisitos del proceso de corte de la pieza de trabajo del material en tiras, y el transportador está diseñado para llevar el procedimiento de trabajo en el material en tiras a la siguiente estación. De acuerdo con la forma de la pieza perforada, las propiedades de deformación, el grosor del material y otras condiciones diferentes, el soporte generalmente tiene las siguientes formas.
Portador de material de borde
El transportador de material de borde es una forma de utilizar el material de desecho como transportador. En este momento, hay materiales de desecho alrededor de toda la pieza de trabajo. Este transportador tiene buena estabilidad y sencillez, como se muestra en la figura 1-14.

Figura 1-14. Un ejemplo de un portador de material lateral
Transportista Unilateral
Un transportador lateral único se conoce como transportador único, que es un material con un cierto ancho apartado en un lado del material de la tira y está conectado con el procedimiento de trabajo en una posición adecuada para realizar el transporte de las partes del procedimiento de trabajo. Un solo portador es adecuado para punzonar piezas con un espesor t superior a 0,5 m, especialmente para piezas con flexión en un extremo o en varias direcciones. Esto se muestra en la figura 1-13.
Transportistas bilaterales
Un portaaviones bilateral también se denomina portaaviones estándar y se conoce como portaaviones de ambos lados. Es un material con un cierto ancho separado en ambos lados del material para transportar las partes del procedimiento de trabajo, y las partes del procedimiento de trabajo están conectadas en el medio de los dos lados del transportador, por lo que el transportador doble es más estable que el portador único y tiene mayor precisión de posicionamiento. Este transportador se utiliza principalmente para material delgado (t ≤ 0,2 mm), la precisión de la pieza de trabajo es mayor en ocasiones, pero la tasa de utilización del material se reduce, a menudo en una sola disposición. Esto se muestra en la figura 1-15.

Portador intermedio
El transportador intermedio es similar al transportador unilateral, pero el transportador está ubicado en el medio de la tira, como se muestra en la Fig. 1-16. Es menos material que un portador de un solo lado y un portador de dos lados. Es ampliamente utilizado en el diseño del proceso de doblado de piezas. Es más adecuado para las piezas con espesor de material t superior a 0,2 mm y flexión simétrica en ambos lados. El ancho del soporte intermedio se puede controlar de forma flexible según las características de las piezas, pero no debe ser inferior al ancho del soporte individual.

Selección de Forma de Posicionamiento
Debido a que el estampado progresivo de múltiples estaciones es para distribuir el proceso de estampado del producto en varias estaciones para completar, el borde de perforación de las partes del proceso de la estación delantera y trasera se puede conectar y combinar con precisión, lo que requiere que las partes del proceso se puedan colocar con precisión. en cada estación.
El posicionamiento se puede dividir en vertical y horizontal, la dirección de alimentación vertical y de barra es la misma, y la dirección de alimentación horizontal y de barra es vertical. El posicionamiento vertical general incluye distancia y guía, y el material de guía de posicionamiento transversal.
Los métodos de posicionamiento comúnmente utilizados en el troquel progresivo se muestran en la Tabla 1-1.
| forma de posicionamiento | Leyenda | Ámbito de aplicación | |
| Pin de parada | 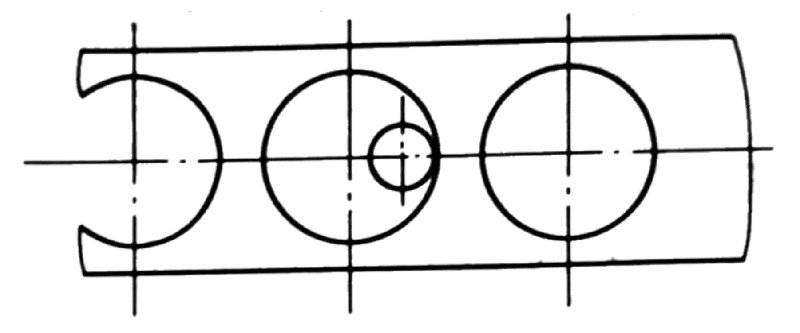 | t > 1,2 mm, requisitos de precisión de productos de gran tamaño (IT10~IT13) Forma simple Alimentación manual | |
| hoja lateral | Hoja de un solo lado | 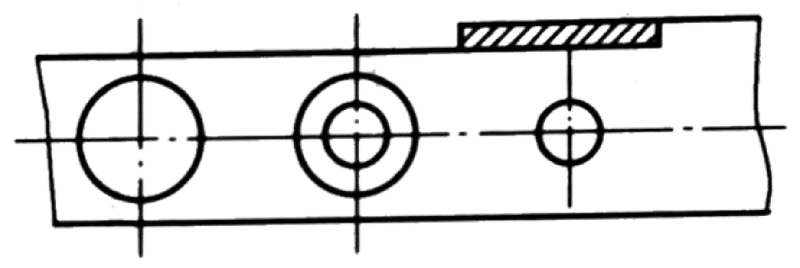 | t = 0. 1-1,5 mmIT11 ~ TT14 precisiónNúmero de ubicación 3-10 |
| hoja lateral | Hoja de ambos lados | 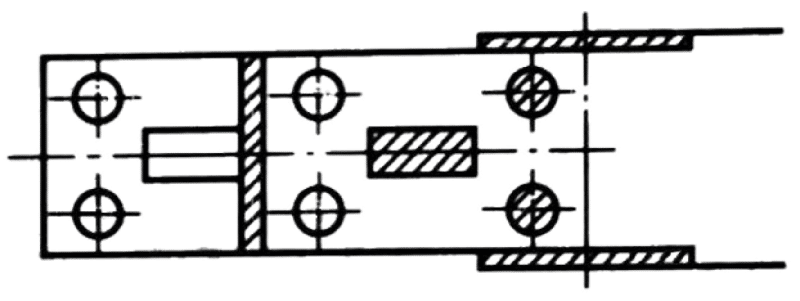 | t = 0. 1-1,5 mmIT11 ~ TT14 precisiónNúmero de ubicación 3-10 |
| Mecanismo de alimentación automática | La máquina está equipada con un mecanismo de alimentación automática. | ||
| Pasador guía | Requiere alta precisión y se usa en combinación con una forma de posicionamiento aproximada |
Posicionamiento del borde lateral
El posicionamiento con la hoja lateral generalmente debe organizarse en la primera posición, el propósito es hacer que el comienzo del material de estampado se pueda enviar de acuerdo con una cierta distancia de paso. Cuando la hoja lateral funciona, empuja una tira estrecha hacia el lado de la tira. La longitud de la tira es igual a la distancia del paso, que se utiliza como distancia de alimentación.
Hay 3 tipos de formas de palas laterales, como se muestra en la Fig. 1-17. Como se muestra en la Fig. 1-17 (a), es una hoja lateral rectangular, que es simple de fabricar. Sin embargo, después de que la cuchilla lateral se desafile, aparecerán rebabas en el borde del material después del corte, lo que afectará la alimentación y el posicionamiento preciso del material. La figura 1-17 (b) muestra la hoja lateral dentada, que supera el inconveniente de la hoja lateral rectangular pero es difícil de fabricar.
Como se muestra en la figura 1-17 (c), el borde de la esquina afilada se inserta en la muesca del borde de la esquina afilada para controlar la distancia del paso. Aunque el material se guarda, el material de la barra debe moverse de un lado a otro durante el troquelado, lo cual es un inconveniente de operar, por lo que se usa principalmente en el troquelado de metales preciosos.

Cuando el lote de producción de estampado es grande, se utiliza el doble borde y el doble borde se puede colocar en forma diagonal o simétrica. Como se muestra en la figura 1-18. Adopte un doble filo, la precisión de la pieza de trabajo es mayor que la de un solo filo. Cuando la tira se separa de una hoja lateral, la segunda hoja lateral aún puede establecer la distancia.

El grosor de la hoja lateral es generalmente de 6 a 10 mm, y la longitud es la longitud de la distancia de alimentación del material. El material puede estar hecho de acero T10, T10A, CrL2, con una dureza de enfriamiento de 62~64 HRC.
Posicionamiento del pasador guía
Como se muestra en la Fig. 1-19, el posicionamiento del pasador principal es para corregir la posición de la barra insertando el pasador principal instalado en el troquel superior en el orificio principal de la barra, para mantener la posición relativa correcta entre el punzón , el troquel y las piezas de trabajo.

1―Punzón ciego; 2―Pasador de plomo; 3―Punzón para perforar orificio guía
- Diámetro del agujero de alfiler principal
El orificio principal de la matriz progresiva se dispone principalmente en el soporte de la tira (también se puede colocar en el orificio de la pieza de proceso).
Por lo tanto, el tamaño del diámetro del orificio del pasador principal afecta directamente la tasa de utilización del material. No puede ser demasiado grande, pero no puede ser demasiado pequeño, de lo contrario, no se puede garantizar la fuerza del pasador principal. Al determinar el diámetro del orificio guía, se deben considerar exhaustivamente factores como el grosor de la hoja, el material, la dureza, el tamaño del blanco, la forma y el tamaño del soporte, el esquema de diseño, la guía, los requisitos de precisión del producto y las características estructurales, la velocidad de procesamiento, etc. . La tabla 1-2 es el valor empírico del diámetro del orificio principal.
Borde lateral del borde lateral del bloque de troquel de barra.
| T (mm) | Dmin (mm) |
| <0.5 | 1.5 |
| 0,5≤ t ≤1,5 | 2.0 |
| >1.5 | 2.5 |
- Posición del agujero de alfiler principal
El pin positivo puede ser positivo de dos formas: directa e indirecta. La llamada guía directa consiste en utilizar el orificio de la pieza del producto como orificio guía, el pasador guía se puede instalar en el punzón, pero también se puede configurar por separado. Una guía indirecta es el uso de un portador o desechos de la guía especial para guiar.
El orificio principal generalmente está fuera de la primera estación y el pasador principal sigue inmediatamente a la segunda estación. Después de eso, debe establecerse a la misma distancia cada 2~4 estaciones. Los agujeros de alfiler principales se pueden establecer dobles o individuales, dependiendo de la forma de la pieza de trabajo y la estructura de la matriz. Cuando el ancho de la tira es grande, los orificios de los pasadores principales deben ser el doble.
El pasador principal está en el posicionamiento fino del procedimiento de trabajo. A veces causará la deformación o el rayado del orificio guía, por lo que las piezas del producto con requisitos de alta precisión y calidad deben evitar la guía directa sobre la pieza de trabajo.
Posicionamiento combinado del borde lateral y el pasador guía
Cuando la hoja lateral se mezcla con el pasador guía, la hoja lateral se usa para un posicionamiento aproximado y el pasador guía para un posicionamiento preciso. La figura 1-20 muestra un diagrama esquemático de la combinación de los dos. En este momento, el estampado del borde lateral y el orificio del pasador guía deben colocarse en la primera posición, y el pasador guía debe colocarse en la posición posterior al orificio guía perforado.

1―Varilla guía; 2―La navaja lateral al filo del material; 3―Bloque de borde lateral; 4―Pasador guía
Ejemplo de diseño
Proceso de diseño de diseño
Las partes que se muestran en la Fig. 1-21 se toman como ejemplos para ilustrar el proceso de diseño del diseño. Debido a que es una pieza curva, en primer lugar, debe averiguar su diagrama de expansión (si la pieza en blanco, este paso se puede omitir; para piezas de embutición profunda, es necesario calcular el tamaño de los espacios en blanco, los tiempos de dibujo, el El tamaño de los productos semiacabados y el ancho de las tiras después de cada dibujo antes del diseño, y luego de acuerdo con el primer diseño de los espacios en blanco, luego el diseño del esquema del borde de perforación y los pasos finales del diseño del proceso.

Fig. 1-21 Pieza de trabajo doblada y su diagrama de expansión
- diseño en blanco
La Fig. 1-22 muestra las cuatro formas de diseño de la pieza en bruto después de la expansión de las partes dobladas. El área total de la pieza de trabajo es de aproximadamente 1133,1 mm (incluido el orificio cuadrado en el medio de la pieza de trabajo y los orificios pequeños en ambos extremos). Después del cálculo, la relación de utilización de material de cada diseño es respectivamente: ηa = 1133,1/(64 x 26,6) = 0,67, ηB = 1133,1/(26 x 64,3) = 0,68, ηC = 1133,1/(25 x 64,3) = 0,7, ηD = 1133,1/(52 x 30,1) = 0,72.

Fig. 1-22 Patrón de diseño

Fig. 1-22 Patrón de diseño
Por lo tanto, la figura 1-22 (a) tiene la tasa de utilización de diseño más baja y la figura 1-22 (d) tiene la tasa de utilización de diseño más alta. Sin embargo, la figura 1-22 (d) hace que la pieza de trabajo se incline, lo que requiere que también se establezcan los módulos en el troquel progresivo. El proceso de fabricación de moldes es complejo, como se muestra en la figura 1-22 (c). Aunque el diseño tiene una alta tasa de utilización de material porque la pieza de trabajo solo está conectada en el medio, no es propicio para la alimentación estable de las estaciones posteriores. En general, se cree que la estabilidad de alimentación del diseño de la Fig. 1-22 (b) y la Fig. 1-22 (d) es buena, por lo que aquí se selecciona el diseño que se muestra en la Fig. 1-22 (b).
- El diseño de la forma del filo
De acuerdo con el diseño en blanco fijo, se puede diseñar el diagrama de descomposición del borde de corte como se muestra en la Fig. 1-23. Primero perfore el orificio positivo, dos orificios pequeños y el orificio cuadrado central, de modo que pueda utilizar el orificio positivo para posicionar en el procesamiento posterior. Debido a que los cuatro lados deben doblarse, es necesario separar la parte doblada del material de la tira antes de doblar. Para simplificar la estructura del molde y garantizar la resistencia del molde, la ranura de conexión entre las dos partes de trabajo se saca rápidamente en dos pasos. Luego simplemente corte las partes que están unidas a los dos lados de la tira para doblarla.

- Diseño del proceso
Con base en el diseño de disposición anterior, diseñe el dibujo de disposición del proceso como se muestra en la Fig. 1-24. Hay 6 estaciones de trabajo: orificio de punzonado y guía, dos orificios pequeños y el orificio cuadrado central en la primera estación de trabajo; Posición abierta en la segunda estación; La tercera y cuarta posición de trabajo en dos pasos fuera de la conexión entre las dos piezas de trabajo; El quinto es un asiento vacío. La sexta posición dobla y separa la pieza de trabajo del material.

Dibujo de diseño
Una vez que se completa el diseño del diseño, finalmente se expresa en forma de un dibujo del diseño. El dibujo del diseño del proceso se puede dibujar de acuerdo con los siguientes pasos.
- Primero, dibuje una línea horizontal y luego dibuje el centro de cada estación de acuerdo con la distancia de entrada determinada.
- Desde la primera estación, dibuje el contenido del procesamiento de estampado. Como la incisión de la primera estación, solo dibuje la forma de la incisión; Si la primera estación es para perforar el agujero de alfiler positivo o la distancia del borde lateral, se dibujará el agujero de alfiler positivo o el borde ciego.
- Para dibujar el contenido de procesamiento de la segunda estación, en este momento también se debe dibujar la primera estación fuera del orificio o boca cortada.
- Dibuje el contenido de procesamiento de la tercera estación, incluso si está vacío, también debe dibujarse, y la forma procesada por la primera y segunda estación también debe expresarse aquí.
- Y así sucesivamente, hasta que se dibujen todas las estaciones, el último paso es el borrado, solo es necesario dibujar la forma del borrado.
- Compruebe si el contenido de cada estación está dibujado correctamente y modifique el lugar incorrecto.
- Después de verificar y luego dibujar la forma de la tira, si el diseño usa el posicionamiento del borde lateral de moldeo, debe dibujar la forma de procesamiento del borde lateral, esta vez se determinará la forma y el tamaño de la tira.
- Para facilitar el reconocimiento del mapa, el contenido de procesamiento de cada estación se puede dibujar en la línea de sección o pintar con diferentes colores.
- Etiquete las dimensiones necesarias, es decir, la distancia de alimentación, el ancho del material, el diámetro del pasador principal, el ancho del borde lateral, etc., y anote la dirección de alimentación, el número de estaciones y el nombre del proceso de estampado de cada estación.
En la figura 1-24 se muestra un ejemplo concreto de un dibujo de diseño.


El artículo es muy profesional, lo usaré como referencia en el futuro.