3 věci, které potřebujete vědět o ohýbání dílů děrováním
Předpokládaná doba čtení: 14 minut
Výpočet rozložených rozměrů ohýbaných dílů podle rána pěstí
Určení polohy zakřivené neutrální vrstvy
Ohnutá neutrální vrstva se týká kovové vrstvy, jejíž délka zůstává nezměněna před a po ohybové deformaci, takže rozšířená délka ohnuté neutrální vrstvy je velikost polotovaru ohýbané části. Aby bylo možné vypočítat expandovanou velikost zakřivené neutrální vrstvy, musí být nejprve určena poloha neutrální vrstvy. Polohu neutrální vrstvy lze určit podle jejího poloměru ohybu ρ, jak je znázorněno na obrázku 1-1. ρ lze vypočítat podle následujícího vzorce empiricky.
ρ=r+xt
Kde ρ— poloměr ohybu neutrální vrstvy, mm;
r – vnitřní poloměr ohybu, mm;
l—tloušťka materiálu, mm;
x – koeficient posunutí neutrální vrstvy,
Další informace naleznete v následující tabulce:

| r/t | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 1.0 | 1.2 |
| X | 0.21 | 0.22 | 0.23 | 0.23 | 0.25 | 0.26 | 0.28 | 0.30 | 0.32 | 0.33 |
| r/t | 1.3 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | ≥8,0 |
| X | 0.34 | 0.36 | 0.38 | 0.39 | 0.40 | 0.42 | 0.44 | 0.46 | 0.48 | 0.50 |
Výpočet nesložené délky polotovaru ohýbaného dílu
Po určení polohy neutrální vrstvy lze délku polotovaru vypočítat přímo níže popsaným způsobem pro ohýbané části s relativně jednoduchým tvarem a nízkou rozměrovou přesností. U zakřivených dílů se složitějšími tvary nebo vysokými požadavky na přesnost je po použití následujícího vzorce pro počáteční výpočet délky polotovaru nutné opakovaně zkoušet ohýbání a průběžně jej korigovat, aby se nakonec určil tvar a velikost polotovaru.
Rozložená délka ohýbaného kusu s poloměrem zaoblení r>0,5t
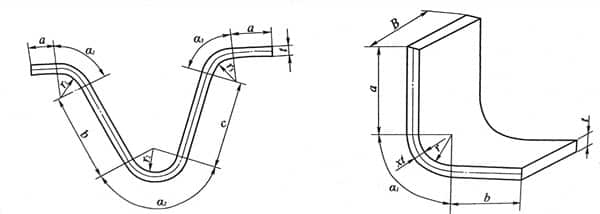
Jak již bylo zmíněno výše, rozložená délka tohoto druhu ohýbaného kusu se vypočítává na základě principu, že velikost neutrální vrstvy polotovaru před a po ohnutí zůstává nezměněna. Rozložená délka se rovná součtu rozložených délek všech rovných částí a neutrální vrstvy ohýbané části, jak je znázorněno na obrázku 1-2. Kroky výpočtu jsou následující.
- Nejprve vypočítejte délku úseček a, b, c…;
- Za druhé, vypočítejte r/t a zjistěte hodnotu koeficientu posunutí neutrální vrstvy x podle níže uvedené tabulky;
- Za třetí vypočítejte poloměr ohybu ρ neutrální vrstvy každého obloukového segmentu podle vzorce;
ρ=r+xt
- Podle poloměru ohybu každé neutrální vrstvy ρ1, ρ2… a odpovídající středový úhel ohybu α1, α2…Vypočítejte délku roztažení každého obloukového segmentu l1, l2…
l=πρα/180°
- Vypočítejte celkovou roztaženou délku Lz.
Lz=a+b+c+…+l1+l2+l3+…
Když je úhel ohybu ohýbané části 90°, jak je znázorněno na obrázku 1-2, lze výpočet délky roztažení ohýbané části zjednodušit jako
Lz=a+b+c+1,57(r+xt)
Poloměr zaoblení r<0,5t délka ohybu
U ohýbaného dílu s r<0,5t se při deformaci ohybem vážně ztenčuje nejen zaoblená deformační zóna dílu, ale ztenčuje se i přilehlá rovná hrana, proto by měl být polotovar určen podle podmínky konstantní objem před a po deformaci. délka. Obvykle se vypočítává pomocí empirického vzorce uvedeného v tabulce níže.
| Skica | Výpočtový vzorec | Skica | Výpočtový vzorec |
 | Lz=l1+l2+0.4 | 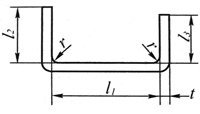 | Lz=l1+l2+l3+0,6t (Ohněte dva rohy najednou) |
 | Lz=l1+l2+0.4 |  | Lz=l1+l2+l3+t (Ohněte dva rohy najednou) Lz=l1+2l2+2l3+1,2 t (Rozděleno do dvou ohybů ve čtyřech rozích) |
Sklopné ohýbací díly od děrovací stroj
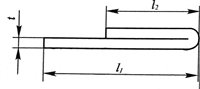
U dílů závěsů s r=(0,6~7,5)t, jak je znázorněno na obrázku 1-4, se pro tvarování obvykle používá metoda válcování. Během procesu válcování plech zesílí a neutrální vrstva se posune směrem ven. Délka polotovaru Lz lze přibližně vypočítat podle následujícího vzorce.
Lz=l+.1,5π(r+x1t)+r≈l+5,7r+4,7x1t
Ve vzorci l – délka přímky;
r – vnitřní poloměr závěsu;
X1—Koeficient posunutí neutrální vrstvy, viz tabulka níže.

| r/t | >0,5~0,6 | >0,6~0,8 | >0,8~1 | >1~1.2 | >1,2~1,5 | >1,5~1,8 | >1,8~2 | >2~2.2 | >2.2 |
| X1(mm) | 0.76 | 0.73 | 0.7 | 0.67 | 0.64 | 0.61 | 0.58 | 0.54 | 0.5 |
Výpočet ohybové síly
Ohýbací síla je jedním z důležitých podkladů pro výběr lisů a konstrukci forem. Velikost ohybové síly nesouvisí pouze s velikostí polotovaru, mechanickými vlastnostmi materiálu, vzdáleností mezi osami matrice, poloměrem ohybu a mezerou mezi konvexní a konkávní matricí, ale má také velký vztah k metoda ohýbání. Je obtížné přesně vypočítat pomocí metody teoretické analýzy. Proto se ve výrobě často používají empirické vzorce.
Volný, uvolnit děrování a ohýbací síla
Volné ohýbání lze rozdělit na volné ohýbání ve tvaru V a volné ohýbání ve tvaru U podle tvaru ohýbané části. U dílů ve tvaru V vzorec pro výpočet ohybové síly Fz je
Fz= 0,6 kbt2σb/ (r+t)
U dílů ve tvaru U vzorec pro výpočet ohybové síly Fz je
Fz= 0,7 kbt2σb/ (r+t)
Kde Fz— ohybová síla materiálu na konci lisovacího zdvihu, N;
b – šířka ohýbané části, mm;
t – tloušťka ohýbané části, mm;
r — Poloměr ohybu ohýbané části, mm;
σb—mez pevnosti materiálu, MPa;
K – bezpečnostní faktor, obecně K=1,3.
Korekce ohybu platnost silovým lisem
Když je ohýbaná část korigována tlakem matrice na konci lisování, lze korekční sílu F1 ohybu aproximovat pomocí následujícího vzorce.
FJ=qA
Ve vzorci FJ— ohybová korekční síla, N;
q—Jednotková korekční síla, MPa, její hodnota je uvedena v tabulce níže;
A—Promítnutá plocha korigované části obrobku, mm2.
| Materiál | Tloušťka materiálu (mm) | Tloušťka materiálu (mm) | Tloušťka materiálu (mm) | Tloušťka materiálu (mm) |
| ≤1 | >1~2 | >2~5 | >5~10 | |
| Hliník | 15~20 | 20~30 | 30~40 | 40~50 |
| Mosaz | 20~30 | 30~40 | 40~60 | 60~80 |
| 10~20 oceli | 30~40 | 40~50 | 60~80 | 80~100 |
| 25~30 ocel | 40~50 | 50~60 | 70~100 | 100~120 |
Síla vyhazovače popř děrovací lisování platnost
U ohýbacího nástroje se zařízením na horní díl nebo lisovacím zařízením je síla F na horní díld nebo přítlačná síla Fy může být přibližně 30% až 80% volné ohybové síly.
Fd (nebo) Fy=(0,3~0,8) Fz
Stanovení tonáže lisu
Tonáž volného ohýbacího lisu se zařízením s elastickým horním dílem lze vypočítat podle následujícího vzorce.
F lis = (1,1~1,2) (FZ+FD)
Tonáž volného ohýbacího lisu s pružným lisovacím zařízením lze vypočítat podle následujícího vzorce.
F lis = (1,1~1,2) (FZ+FY)
Tonáž korekčního ohýbacího lisu lze vypočítat podle následujícího vzorce.
F lis ≥ (1,1~1,2) FJ
Ve vzorci F lis se nazývá tlak, N.
Vyrobitelnost ohýbaných dílů
Vyrobitelnost ohýbaného dílu se týká přizpůsobivosti ohýbaného dílu procesu ohýbání, což je procesní požadavek pro návrh ohýbaného výrobku z úhlu procesu ohýbání. Ohýbané díly s dobrou vyrobitelností mohou nejen zjednodušit proces ohýbání a konstrukci ohýbacího nástroje, ale také zlepšit přesnost ohýbaných dílů, šetřit materiály a zlepšit efektivitu výroby.
Poloměr ohybu
Poloměr ohybu ohýbané části by neměl být menší než minimální poloměr ohybu, jinak bude ohnut vícekrát, čímž se zvýší počet procesů; neměl by být příliš velký, protože přesnost úhlu ohybu a poloměru ohybu není snadné zaručit z důvodu efektu odpružení, když je příliš velký.
Tvar ohnuté části
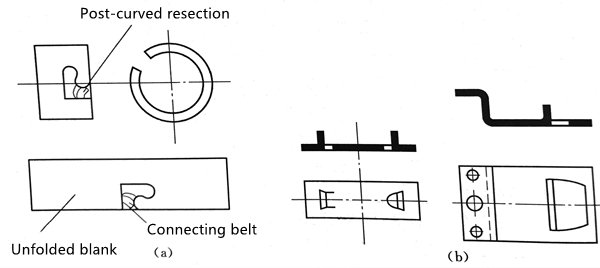
Tvar ohýbaného dílu by měl být co nejjednodušší a symetrický doleva a doprava, aby se zajistilo, že polotovar během ohýbání neklouže a nezpůsobuje přesazení, čímž se ovlivní přesnost ohýbaného dílu. Obrázek 1-5 (a) ukazuje zamezení klouzání, když je polotovar ohnut, a umístění procesního otvoru je přidáno do návrhu. Zbývající části na obrázku 1-5 (b), (c) jsou znázorněny na malých asymetrických ohýbacích částech s použitím páru ohýbání a následného řezání.

U zakřivených dílů se zářezy, pokud jsou zářezy vyraženy jako první, dojde k vidlici a ve vážných případech se nemusí ani vytvořit. Proto by měl být zářez nejprve ponechán jako spojovací pás a poté po ohnutí odříznut, jak je znázorněno na obrázku 1-6 (a).
U obrobků se zářezy a ohyby by měla být ohnutá část obecně vytvořena jako lichoběžník pro snadné vyhození. Můžete také nejprve vyrazit obvodovou drážku a poté ji ohnout do tvaru, jak je znázorněno na obrázku 1-6(b).
Výška rovné hrany ohýbané části podle power press
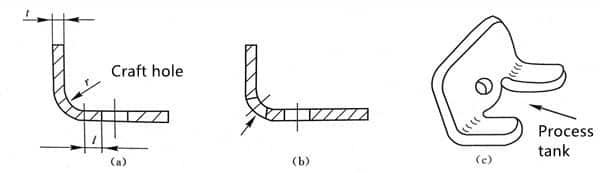
Při ohýbání do pravého úhlu by výška rovné strany ohýbaného kusu neměla být příliš malá. Pokud je výška rovné hrany ohýbaného dílu příliš malá, délka podepřená rovným okrajem na formě je příliš krátká a během procesu ohýbání nelze vytvořit dostatečný ohybový moment a nelze zaručit rovný okraj ohýbaného dílu . Proto musí být rovná hrana ohýbaného dílu provedena rovně. Výška hrany h>r+2t, jak je znázorněno na obrázku 1-7 (a). Pokud h <r+2t, you need to slot and then bend or increase the height of the straight edge first, and then cut off the excess part after bending, as shown in Figure 1-7 (b). When the bent side has a beveled bending part, it is impossible to bend to the required angle in the area where the bevel height is less than r+2t, and the place is also easy to crack, as shown in Figure 1-7 (c) , So it is necessary to change the shape of the workpiece and increase the height of the straight edge, as shown in Figure 1-7 (d).

Okraj otvoru ohýbaného dílu
Pokud se při ohýbání obrobku s otvory nachází otvor v blízkosti oblasti ohybu, dojde po ohnutí k deformaci tvaru otvoru. Aby se zabránilo této závadě, musí být otvor mimo deformační zónu, jak je znázorněno na obrázku 1-8 (a). Vzdálenost l od okraje otvoru ke středu poloměru ohybu r je: když t<2mm, l≥t; když t≥2 mm, l≥2t.
Pokud je vzdálenost od okraje otvoru ke středu poloměru ohybu r příliš malá, aby splnila výše uvedené podmínky, je potřeba otvor před děrováním ohnout a vytvarovat.
Pokud to struktura obrobku umožňuje, může být procesní otvor předem vyražen v ohybu, jak je znázorněno na obrázku 1-8 (b), nebo je vyhrazena procesní štěrbina, jak je znázorněno na obrázku 1-8 (c), který je absorbován procesním otvorem nebo drážkou Deformační napětí v ohybu zabraňuje deformaci otvoru při jeho ohýbání.
Struktura obrobku, aby se zabránilo prasklinám na ohnutém kořeni
Když je určitý segment okraje lokálně ohnutý, aby se zabránilo roztržení ohnutého kořene, měla by být délka neohnuté části zkrácena tak, aby vycházela z ohybové linie, tj. b≥r, jak je znázorněno na obrázku 1-9 (A). Pokud délku obrobku nelze zkrátit, měla by se mezi ohnutou částí a neohnutou částí vyříznout drážka, jak je znázorněno na obrázku 1-9 (b), nebo by se měl procesní otvor před ohýbáním vyrazit, jak je znázorněno na obrázku 1-9 (c) Zobrazeno.

Zvětšete procesní mezery, drážky a procesní otvory
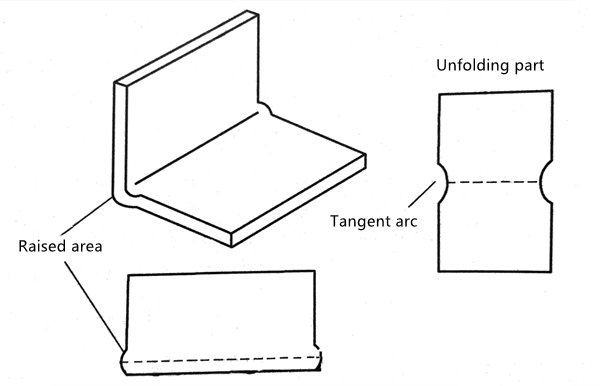
U ohýbaných dílů s deformací na straně zaoblené deformační zóny během ohýbání lze pro zlepšení rozměrové přesnosti ohýbaných dílů předem vyříznout procesní zářezy nebo drážky na obou koncích ohybové linie, aby se zabránilo vlivu zkreslení na šířku ohýbaných částí, např. Jak je znázorněno na obrázku 1-10.
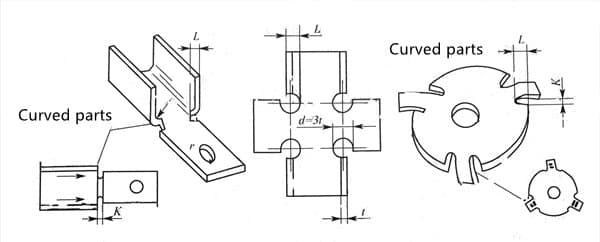
Když je třeba ohnout okraj obrobku lokálně, aby se zabránilo deformacím a prasklinám způsobeným nerovnoměrnou silou na ohnuté rohy, měly by být předem vyříznuty drážkovací nebo děrovací otvory, jak je znázorněno na obrázku 1-11. Mezi nimi hloubka procesní drážky L≥r+t+K/2, šířka procesní drážky K≥t a průměr procesního otvoru d≥t.
Přesnost ohýbání dílů podle děrovací stroj
Přesnost ohýbaného dílu se týká především přesnosti a stability jeho tvaru a velikosti. Přesnost ohýbaného dílu je ovlivněna faktory, jako jsou mechanické vlastnosti plošného materiálu, tloušťka, struktura formy, přesnost formy, počet postupů, posloupnost postupů a tvar a velikost samotného obrobku. Obecně řečeno, úroveň ekonomické tolerance ohýbaných dílů je pod úrovní IT13.

Hodně jsem se tu naučil!
Rozumím znalostem a principům ražení a ohýbání najednou!