3 Dinge, die Sie über das Biegen von Teilen durch Stanzen wissen müssen
Geschätzte Lesezeit: 14 Protokoll
Berechnung der Abwicklungsmaße von Biegeteilen durch schlagen
Bestimmung der Position der gekrümmten neutralen Schicht
Die gebogene neutrale Schicht bezieht sich auf eine Metallschicht, deren Länge vor und nach der Biegeverformung unverändert bleibt, so dass die ausgedehnte Länge der gebogenen neutralen Schicht das Zuschnittsmaß des gebogenen Teils ist. Um die expandierte Größe der gekrümmten neutralen Schicht zu berechnen, muss zunächst die Position der neutralen Schicht bestimmt werden. Die Position der neutralen Schicht kann anhand ihres Biegeradius ρ bestimmt werden, wie in Abbildung 1-1 gezeigt. ρ kann nach folgender Formel empirisch berechnet werden.
ρ=r+xt
Wobei ρ - der Biegeradius der neutralen Schicht, mm;
r – Innerer Biegeradius, mm;
l – Materialstärke, mm;
x – Verschiebungskoeffizient der neutralen Schicht,
Weitere Informationen finden Sie in der folgenden Tabelle:

| r/t | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 1.0 | 1.2 |
| x | 0.21 | 0.22 | 0.23 | 0.23 | 0.25 | 0.26 | 0.28 | 0.30 | 0.32 | 0.33 |
| r/t | 1.3 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | ≥8,0 |
| x | 0.34 | 0.36 | 0.38 | 0.39 | 0.40 | 0.42 | 0.44 | 0.46 | 0.48 | 0.50 |
Berechnung der ungefalteten Länge des Biegeteilrohlings
Nachdem die Position der neutralen Schicht bestimmt ist, kann die Länge des Rohlings direkt nach dem unten beschriebenen Verfahren für die Biegeteile mit relativ einfacher Form und geringer Maßgenauigkeit berechnet werden. Bei gebogenen Teilen mit komplexeren Formen oder hohen Präzisionsanforderungen muss nach der anfänglichen Berechnung der Länge des Rohlings anhand der folgenden Formel wiederholt versucht werden, das Biegen zu versuchen und kontinuierlich zu korrigieren, um schließlich die Form und Größe des Rohlings zu bestimmen.
Die ungefaltete Länge des Biegestücks mit dem Rundungsradius r>0,5t
Wie oben erwähnt, wird die ungefaltete Länge eines solchen Biegestücks basierend auf dem Prinzip berechnet, dass die Größe der neutralen Schicht des Rohlings vor und nach dem Biegen unverändert bleibt. Die ungefaltete Länge ist gleich der Summe der ungefalteten Längen aller geraden Abschnitte und der neutralen Lage des gebogenen Teils, wie in Abbildung 1- 2 gezeigt. Die Berechnungsschritte sind wie folgt.
- Berechnen Sie zunächst die Länge der Geradenstücke a, b, c…;
- Berechnen Sie zweitens r/t und ermitteln Sie den Wert des Verschiebungskoeffizienten x der neutralen Schicht gemäß der folgenden Tabelle;
- Berechnen Sie drittens den Biegeradius ρ der neutralen Schicht jedes Bogensegments gemäß der Formel;
ρ=r+xt
- Entsprechend dem Biegeradius jeder neutralen Schicht ρ1, ρ2… und dem dazugehörigen Biegemittenwinkel α1, α2…Berechnen Sie die Dehnungslänge jedes Bogensegments l1, l2…
l=πρα/180°
- Berechnen Sie die gestreckte Gesamtlänge Lz.
Lz=a+b+c+…+l1+l2+l3+…
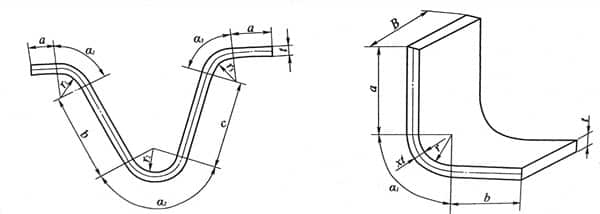
Wenn der Biegewinkel des Biegeteils 90° beträgt, wie in Abbildung 1-2 gezeigt, kann die Berechnung der Ausdehnungslänge des Biegeteils wie folgt vereinfacht werden
Lz=a+b+c+1,57(r+xt)
Rundungsradius r<0,5t Biegelänge
Für das gebogene Teil mit r < 0,5 t, da nicht nur die abgerundete Verformungszone des Teils während der Biegeverformung stark verdünnt wird, sondern auch der angrenzende gerade Kantenteil ebenfalls verdünnt wird, sollte der Rohling entsprechend der Bedingung konstant bestimmt werden Volumen vor und nach Verformung. Länge. Sie wird üblicherweise mit der in der folgenden Tabelle aufgeführten Summenformel berechnet.
| Skizzieren | Berechnungsformel | Skizzieren | Berechnungsformel |
 | Lz=l1+l2+0.4 | 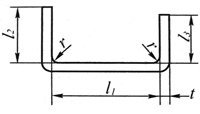 | Lz=l1+l2+l3+0,6t (Zwei Ecken auf einmal biegen) |
 | Lz=l1+l2+0.4 |  | Lz=l1+l2+l3+t (Zwei Ecken auf einmal biegen) Lz=l1+2l2+2l3+1,2t (an vier Ecken in zwei Bögen geteilt) |
Aufklappbare Biegeteile durch Stanzmaschine
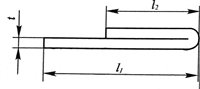
Für Scharnierteile mit r = (0,6 ~ 7,5) t, wie in Abbildung 1-4 gezeigt, wird normalerweise das Walzverfahren zum Formen angewendet. Während des Walzvorgangs wird das Blech dicker und die neutrale Schicht wandert nach außen. Die Zuschnittlänge Lz kann durch die folgende Formel ungefähr berechnet werden.
Lz=l+.1.5π(r+x1t)+r≈l+5,7r+4,7x1T
In der Formel l – Länge der geraden Linie;
r – der Innenradius des Scharniers;
x1—Verschiebungskoeffizient der neutralen Schicht, siehe Tabelle unten.

| r/t | > 0,5 ~ 0,6 | > 0,6 ~ 0,8 | >0,8~1 | >1~1.2 | > 1,2 ~ 1,5 | > 1,5 ~ 1,8 | >1,8~2 | >2~2.2 | >2.2 |
| x1(mm) | 0.76 | 0.73 | 0.7 | 0.67 | 0.64 | 0.61 | 0.58 | 0.54 | 0.5 |
Berechnung der Biegekraft
Die Biegekraft ist eine der wichtigen Grundlagen für die Auswahl von Pressen und die Konstruktion von Formen. Die Größe der Biegekraft hängt nicht nur von der Rohlingsgröße, den mechanischen Eigenschaften des Materials, dem Abstand zwischen den Drehpunkten der Matrize, dem Biegeradius und dem Spalt zwischen der konvexen und der konkaven Matrize ab, sondern hat auch eine große Beziehung zu den Biegeverfahren. Es ist schwierig, mit der theoretischen Analysemethode genau zu berechnen. Daher werden in der Produktion häufig Summenformeln verwendet.
Kostenlos Stanzen und Biegekraft
Freies Biegen kann je nach Form des Biegeteils in V-förmiges freies Biegen und U-förmiges freies Biegen unterteilt werden. Für V-förmige Teile gilt die Formel zur Berechnung der Biegekraft Fz ist
Fz=0,6 Kbt2σB/ (r+t)
Für U-förmige Teile gilt die Formel zur Berechnung der Biegekraft Fz ist
Fz=0,7 Kbt2σB/ (r+t)
Wo Fz— die Biegekraft des Materials am Ende des Stanzhubs, N;
b – die Breite des Biegeteils, mm;
t – die Dicke des Biegeteils, mm;
r – Biegeradius des Biegeteils, mm;
σB—Materialfestigkeitsgrenze, MPa;
K – Sicherheitsfaktor, im Allgemeinen K = 1,3.
Korrektur der Biegung Gewalt per Powerpress
Wenn der Biegeteil durch den Druck des Stempels am Ende des Stanzens korrigiert wird, kann die Biegekorrekturkraft F1 durch die folgende Formel angenähert werden.
FJ=qA
In der Formel FJ— Biegekorrekturkraft, N;
q – Einheits-Korrekturkraft, MPa, ihr Wert ist in der Tabelle unten gezeigt;
A – Die projizierte Fläche des korrigierten Teils des Werkstücks, mm2.
| Material | Materialstärke (mm) | Materialstärke (mm) | Materialstärke (mm) | Materialstärke (mm) |
| ≤1 | >1~2 | >2~5 | >5~10 | |
| Aluminium | 15~20 | 20~30 | 30~40 | 40~50 |
| Messing | 20~30 | 30~40 | 40~60 | 60~80 |
| 10~20 Stahl | 30~40 | 40~50 | 60~80 | 80~100 |
| 25~30 Stahl | 40~50 | 50~60 | 70~100 | 100~120 |
Auswerferkraft bzw Stanzpressen Gewalt
Bei einem Biegewerkzeug mit Aufsatzeinrichtung oder Anpresseinrichtung ist die Aufsatzkraft FD oder die Presskraft Fj kann etwa 30% bis 80% der freien Biegekraft betragen.
FD (oder) fj= (0,3 ~ 0,8) Fz
Ermittlung der Tonnage der Presse
Die Tonnage der Freibiegepresse mit elastischer Aufsatzvorrichtung kann nach folgender Formel berechnet werden.
F Drücken Sie = (1,1~1,2) (FZ+FD)
Die Tonnage der Freibiegepresse mit elastischer Pressvorrichtung kann nach folgender Formel berechnet werden.
F Drücken Sie = (1,1~1,2) (FZ+FY)
Die Tonnage der Korrekturbiegepresse kann nach folgender Formel berechnet werden.
F Drücken Sie ≥ (1,1~1,2) FJ
In der Formel F Drücken Sie heißt Druck, N.
Herstellbarkeit von Biegeteilen
Die Herstellbarkeit des Biegeteils bezieht sich auf die Anpassungsfähigkeit des Biegeteils an den Biegeprozess, der die Prozessvoraussetzung für die Gestaltung des Biegeprodukts aus Sicht des Biegeprozesses ist. Biegeteile mit guter Herstellbarkeit können nicht nur den Biegeprozess und die Konstruktion des Biegewerkzeugs vereinfachen, sondern auch die Genauigkeit der Biegeteile verbessern, Materialien sparen und die Produktionseffizienz verbessern.
Biegungsradius
Der Biegeradius des Biegeteils sollte nicht kleiner als der minimale Biegeradius sein, da es sonst mehrfach gebogen wird, was die Anzahl der Prozesse erhöht; er sollte nicht zu groß sein, da die Genauigkeit des Biegewinkels und des Biegeradius aufgrund des Rückfederungseffekts bei zu großem Wert nicht ohne Weiteres gewährleistet werden kann.
Die Form des gebogenen Teils
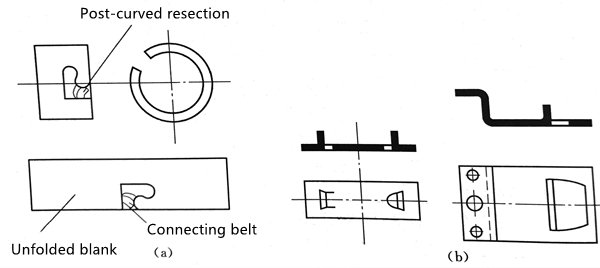
Die Form des Biegeteils sollte möglichst einfach und links und rechts symmetrisch sein, damit der Rohling beim Biegen nicht rutscht und einen Versatz verursacht, wodurch die Genauigkeit des Biegeteils beeinträchtigt wird. Abbildung 1-5 (a) zeigt die Verhinderung des Gleitens, wenn der Rohling gebogen wird, und die Positionierung der Prozesslöcher wird im Design hinzugefügt. Die restlichen Teile der Abbildung 1-5 (b), (c) sind in den kleinen asymmetrischen Biegeteilen unter Verwendung eines Paars von Biege- und anschließendem Schneidevorgang dargestellt.

Wenn bei gekrümmten Teilen mit Kerben die Kerben zuerst gestanzt werden, entsteht eine Gabelung, und in schweren Fällen kann es sein, dass sie nicht einmal geformt wird. Daher sollte die Kerbe zuerst als Verbindungsband belassen und dann nach dem Biegen abgeschnitten werden, wie in Abbildung 1-6 (a) gezeigt.
Bei Werkstücken mit Einschnitten und Biegungen sollte der gebogene Teil zum leichten Auswerfen generell trapezförmig ausgeführt werden. Sie können auch zuerst den peripheren Steckplatz ausstanzen und ihn dann in Form biegen, wie in Abbildung 1-6(b) gezeigt.
Gerade Kantenhöhe des Biegeteils durch Kraftpresse
Beim rechtwinkligen Biegen sollte die Höhe der geraden Seite des Biegestücks nicht zu gering sein. Wenn die Höhe der geraden Kante des gebogenen Teils zu klein ist, ist die von der geraden Kante auf der Form getragene Länge zu kurz, und während des Biegevorgangs kann kein ausreichendes Biegemoment erzeugt werden, und die gerade Kante des gebogenen Teils kann nicht garantiert werden . Daher muss die gerade Kante des gebogenen Teils gerade gemacht werden. Die Kantenhöhe h>r+2t, wie in Abbildung 1-7 (a) gezeigt. Wenn h <r+2t, you need to slot and then bend or increase the height of the straight edge first, and then cut off the excess part after bending, as shown in Figure 1-7 (b). When the bent side has a beveled bending part, it is impossible to bend to the required angle in the area where the bevel height is less than r+2t, and the place is also easy to crack, as shown in Figure 1-7 (c) , So it is necessary to change the shape of the workpiece and increase the height of the straight edge, as shown in Figure 1-7 (d).

Teillochrand biegen
Wenn sich beim Biegen eines Werkstücks mit Löchern das Loch in der Nähe des Biegebereichs befindet, wird die Form des Lochs nach dem Biegen verformt. Um diesen Fehler zu vermeiden, muss das Loch außerhalb der Verformungszone liegen, wie in Abbildung 1-8 (a) gezeigt. Der Abstand l vom Lochrand bis zum Mittelpunkt des Biegeradius r beträgt: wenn t<2mm, l≥t; wenn t≥2mm, l≥2t.
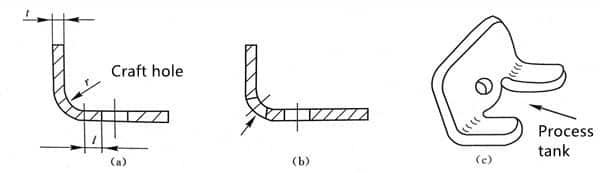
Wenn der Abstand vom Rand des Lochs zum Zentrum des Biegeradius r zu klein ist, um die obigen Bedingungen zu erfüllen, muss das Loch vor dem Stanzen gebogen und geformt werden.
Wenn es die Struktur des Werkstücks zulässt, kann das Bearbeitungsloch an der Biegung vorab ausgestanzt werden, wie in Abbildung 1-8 (b) gezeigt, oder es wird ein Bearbeitungsschlitz reserviert, wie in Abbildung 1-8 (c) gezeigt. die durch das Prozessloch oder die Nut aufgenommen wird Biegeverformungsspannung verhindert, dass sich das Loch verformt, wenn es gebogen wird.
Werkstückstruktur zur Vermeidung von Rissen an der gebogenen Wurzel
Wenn ein bestimmtes Segment der Kante lokal gebogen wird, sollte die Länge des nicht gebogenen Teils bis zum Verlassen der Biegelinie reduziert werden, um ein Reißen der gebogenen Wurzel zu vermeiden, d. h. b≥r, wie in Abbildung 1-9 gezeigt (ein). Wenn die Länge des Werkstücks nicht reduziert werden kann, sollte eine Nut zwischen dem gebogenen Teil und dem nicht gebogenen Teil geschnitten werden, wie in Abbildung 1-9 (b) gezeigt, oder das Prozessloch sollte vor dem Biegen ausgestanzt werden, wie in Abbildung gezeigt 1-9 (c) Gezeigt.

Erhöhen Sie Prozesslücken, Rillen und Prozesslöcher
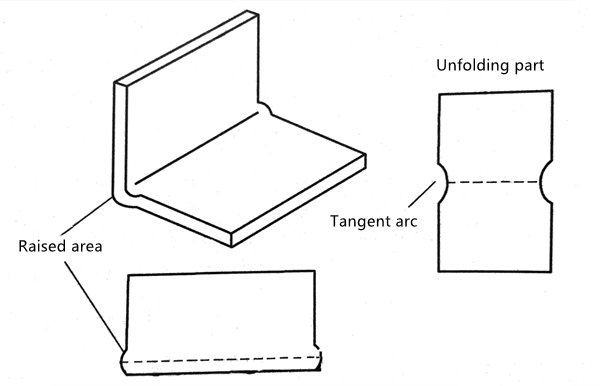
Bei Biegeteilen mit Verzug auf der Seite der abgerundeten Verformungszone während des Biegens können zur Verbesserung der Maßhaltigkeit der Biegeteile an beiden Enden der Biegelinie vorab Prozesskerben oder Nuten geschnitten werden, um den Einfluss des Verzugs zu vermeiden auf der Breite der gebogenen Teile, wie z. B. wie in Abbildung 1-10 gezeigt.
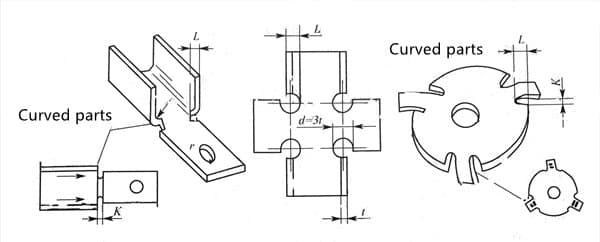
Wenn die Kante des Werkstücks lokal gebogen werden muss, sollten zur Vermeidung von Verformungen und Rissen, die durch ungleichmäßige Krafteinwirkung auf die gebogenen Ecken verursacht werden, Rillen- oder Stanzlöcher vorgeschnitten werden, wie in Abbildung 1-11 gezeigt. Darunter die Bearbeitungsrillentiefe L ≥ r + t + K/2, die Bearbeitungsrillenbreite K ≥ t und der Bearbeitungslochdurchmesser d ≥ t.
Genauigkeit der Biegeteile durch Stanzmaschine
Die Genauigkeit des Biegeteils bezieht sich hauptsächlich auf die Genauigkeit und Stabilität seiner Form und Größe. Die Genauigkeit des Biegeteils wird von Faktoren wie den mechanischen Eigenschaften des Blechmaterials, der Dicke, der Formstruktur, der Formgenauigkeit, der Anzahl der Vorgänge, der Reihenfolge der Vorgänge sowie der Form und Größe des Werkstücks selbst beeinflusst. Im Allgemeinen liegt das wirtschaftliche Toleranzniveau von Biegeteilen unter dem IT13-Niveau.

Hier viel gelernt!
Ich verstehe die Kenntnisse und Prinzipien des Stanzens und Biegens auf Anhieb!