3 вещи, которые нужно знать о гибке деталей с помощью штампа
Приблизительное время прочтения: 14 минут
Расчет размеров гнутых деталей в развернутом виде по ударить кулаком
Определение положения криволинейного нейтрального слоя
Изогнутый нейтральный слой относится к металлическому слою, длина которого остается неизменной до и после деформации изгиба, поэтому расширенная длина изогнутого нейтрального слоя представляет собой чистый размер изогнутой детали. Чтобы рассчитать расширенный размер искривленного нейтрального слоя, необходимо сначала определить положение нейтрального слоя. Положение нейтрального слоя можно определить по его радиусу изгиба ρ, как показано на рисунке 1-1. ρ можно рассчитать эмпирическим путем по следующей формуле.
ρ=r+xt
Где ρ — радиус изгиба нейтрального слоя, мм;
r — внутренний радиус изгиба, мм;
l – толщина материала, мм;
x — коэффициент смещения нейтрального слоя,
Дополнительную информацию см. в следующей таблице:

| р / т | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 1.0 | 1.2 |
| Икс | 0.21 | 0.22 | 0.23 | 0.23 | 0.25 | 0.26 | 0.28 | 0.30 | 0.32 | 0.33 |
| р / т | 1.3 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | ≥8,0 |
| Икс | 0.34 | 0.36 | 0.38 | 0.39 | 0.40 | 0.42 | 0.44 | 0.46 | 0.48 | 0.50 |
Расчет длины гнутой заготовки в развернутом виде
После определения положения нейтрального слоя длину заготовки можно рассчитать непосредственно по описанной ниже методике для гибочных деталей относительно простой формы и низкой точности размеров. Для изогнутых деталей с более сложными формами или высокими требованиями к точности после использования следующей формулы для первоначального расчета длины заготовки необходимо неоднократно пытаться сгибать и постоянно корректировать ее, чтобы окончательно определить форму и размер заготовки.
Длина гибки в развернутом виде с радиусом скругления r>0,5t
Как было сказано выше, длина такого гибочного элемента в развернутом виде рассчитывается исходя из того, что размер нейтрального слоя заготовки до и после гибки остается неизменным. Длина в развернутом виде равна сумме длин в развернутом виде всех прямых участков и нейтрального слоя изогнутой части, как показано на рис. 1-2. Этапы расчета следующие.
- Во-первых, вычислить длину отрезков прямой линии a, b, c…;
- Во-вторых, рассчитайте r/t и найдите значение x коэффициента смещения нейтрального слоя по таблице ниже;
- В-третьих, вычислить радиус изгиба ρ нейтрального слоя каждого сегмента дуги по формуле;
ρ=r+xt
- По радиусу изгиба каждого нейтрального слоя ρ1, р2… и соответствующий центральный угол изгиба α1, а2…Рассчитать длину расширения каждого сегмента дуги l1, л2…
l=πρα/180°
- Рассчитайте общую расширенную длину Lг.
лг=а+б+с+…+л1+л2+л3+…
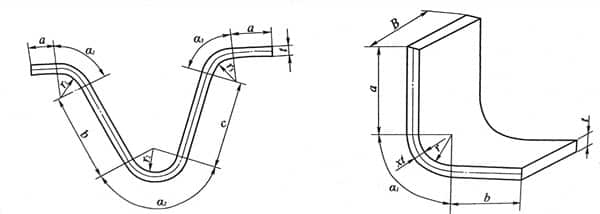
Когда угол изгиба изгибаемой части составляет 90°, как показано на рисунке 1-2, расчет длины расширения изгибаемой части можно упростить следующим образом:
лг=а+b+с+1,57(r+xt)
Радиус скругления r < 0,5 т, длина изгиба
Для гнутой детали с r<0,5t, поскольку при изгибной деформации сильно утончается не только округлая зона деформации детали, но и прилегающая к ней прямолинейная часть, то заготовку следует определять по условию постоянной объем до и после деформации. длина. Обычно он рассчитывается по эмпирической формуле, приведенной в таблице ниже.
| Эскиз | Формула расчета | Эскиз | Формула расчета |
 | лг=l1+л2+0.4 | 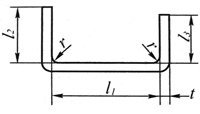 | лг=l1+л2+л3+0,6т (Загибаем сразу два уголка) |
 | лг=l1+л2+0.4 |  | лг=l1+л2+л3+т (Загибаем сразу два уголка) лг=l1+2л2+2л3+1,2т (Разделен на два изгиба по четырем углам) |
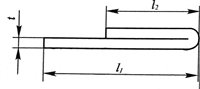
Шарнирные гибочные детали перфоратор
Для шарнирных деталей с r=(0,6~7,5)t, как показано на рис. 1-4, обычно применяется метод прокатки. В процессе прокатки лист становится толще, а нейтральный слой смещается наружу. Пустая длина Lг Приблизительно можно рассчитать по следующей формуле.
лг=l+.1.5π(r+x1т)+р≈л+5,7р+4,7х1т
В формуле l — длина прямой;
r — внутренний радиус шарнира;
Икс1—Коэффициент смещения нейтрального слоя, см. таблицу ниже.

| р / т | >0,5~0,6 | >0,6~0,8 | >0,8~1 | >1~1,2 | >1,2~1,5 | >1,5~1,8 | >1,8~2 | >2~2,2 | > 2,2 |
| Икс1(мм) | 0.76 | 0.73 | 0.7 | 0.67 | 0.64 | 0.61 | 0.58 | 0.54 | 0.5 |
Расчет силы изгиба
Усилие изгиба является одним из важных критериев выбора прессов и проектирования пресс-форм. Величина изгибающего усилия связана не только с размером заготовки, механическими свойствами материала, расстоянием между точками опоры матрицы, радиусом изгиба и зазором между выпуклой и вогнутой матрицей, но также имеет большое отношение к метод изгиба. Методом теоретического анализа провести точный расчет затруднительно. Поэтому в производстве часто используют эмпирические формулы.
Бесплатно штамповка и изгибающее усилие
Свободный изгиб можно разделить на V-образный свободный изгиб и U-образный свободный изгиб в зависимости от формы изгибаемой части. Для V-образных деталей формула расчета изгибающего усилия Fг является
Fг=0,6 Кбт2σб/ (г+т)
Для П-образных деталей формула расчета изгибающего усилия Fг является
Fг=0,7 Кбт2σб/ (г+т)
Где Fг— изгибающее усилие материала в конце хода штамповки, Н;
б – ширина изгибаемой части, мм;
t – толщина изгибаемой части, мм;
r – радиус изгиба изгибаемой части, мм;
σб– предел прочности материала, МПа;
K — коэффициент безопасности, обычно K = 1,3.
Коррекция изгиба сила силовым прессом
Когда изгибающаяся часть корректируется давлением штампа в конце штамповки, корректирующая сила изгиба F1 может быть аппроксимирована следующей формулой.
FДж=qA
В формуле ФДж— усилие коррекции изгиба, Н;
q — единичное усилие коррекции, МПа, его значение приведено в таблице ниже;
А — площадь проекции исправляемой части заготовки, мм2.
| Материал | Толщина материала (мм) | Толщина материала (мм) | Толщина материала (мм) | Толщина материала (мм) |
| ≤1 | >1~2 | >2~5 | >5~10 | |
| Алюминий | 15~20 | 20~30 | 30~40 | 40~50 |
| Латунь | 20~30 | 30~40 | 40~60 | 60~80 |
| сталь 10~20 | 30~40 | 40~50 | 60~80 | 80~100 |
| сталь 25~30 | 40~50 | 50~60 | 70~100 | 100~120 |
Сила выталкивания или пробивное прессование сила
Для гибочного штампа с устройством верхней части или прижимным устройством усилие верхней части Fd или прижимная сила Fу может составлять примерно от 30% до 80% силы свободного изгиба.
Fd (или) Фу=(0,3~0,8) Fг
Определение тоннажа пресса
Усилие пресса свободной гибки с устройством упругой верхней части можно рассчитать по следующей формуле.
F Нажмите = (1,1~1,2) (FZ+ФD)
Усилие пресса свободной гибки с упругим прижимным устройством можно рассчитать по следующей формуле.
F Нажмите = (1,1~1,2) (FZ+ФД)
Тоннаж корректирующего гибочного пресса можно рассчитать по следующей формуле.
F Нажмите ≥ (1,1~1,2) FДж
В формуле Ф Нажмите называется давлением, Н.
Технологичность гнутых деталей
Технологичность гнутой детали относится к приспособляемости гнутой детали к процессу гибки, что является технологическим требованием для проектирования гнутого изделия с точки зрения процесса гибки. Гибка деталей с хорошей технологичностью позволяет не только упростить процесс гибки и конструкцию гибочного штампа, но и повысить точность гибки деталей, сэкономить материалы, повысить эффективность производства.
Радиус изгиба
Радиус изгиба изгибаемой части не должен быть меньше минимального радиуса изгиба, иначе он будет многократно изгибаться, увеличивая количество процессов; он не должен быть слишком большим, потому что точность угла изгиба и радиуса изгиба трудно гарантировать из-за эффекта пружинения, когда он слишком велик.
Форма изогнутой части
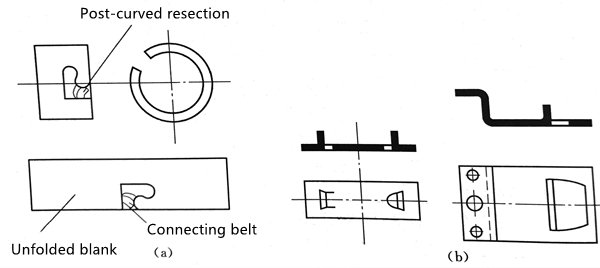
Форма гнутой части должна быть максимально простой и симметричной слева и справа, чтобы заготовка не скользила во время гибки и не вызывала смещения, тем самым влияя на точность гнутой детали. На рис. 1-5 (а) показано предотвращение скольжения при изгибе заготовки, а в конструкцию добавлено расположение технологических отверстий. Остальные детали на фиг.1-5 (b), (c) показаны в виде небольших асимметричных гибочных деталей с использованием пары процессов гибки и резки.

Для изогнутых деталей с выемками, если выемки пробиваются первыми, возникает вилка, а в тяжелых случаях она может даже не образовываться. Поэтому надрез следует сначала оставить в качестве соединительного пояса, а затем отрезать после изгиба, как показано на рис. 1-6 (а).
Для заготовок с надрезами и изгибами изогнутая часть обычно должна иметь форму трапеции для легкого извлечения. Вы также можете сначала выбить периферийный слот, а затем согнуть его, как показано на рис. 1-6(b).
Высота прямой кромки изгибаемой детали по силовой пресс
При изгибе под прямым углом высота прямой стороны изгибаемой детали не должна быть слишком маленькой. Если высота прямой кромки изогнутой детали слишком мала, длина, поддерживаемая прямой кромкой формы, слишком мала, и в процессе гибки не может быть создан достаточный изгибающий момент, и не может быть гарантирована прямая кромка изогнутой детали. . Поэтому прямой край отогнутой детали необходимо сделать прямым. Высота ребра h>r+2t, как показано на рис. 1-7 (а). Если ч <r+2t, you need to slot and then bend or increase the height of the straight edge first, and then cut off the excess part after bending, as shown in Figure 1-7 (b). When the bent side has a beveled bending part, it is impossible to bend to the required angle in the area where the bevel height is less than r+2t, and the place is also easy to crack, as shown in Figure 1-7 (c) , So it is necessary to change the shape of the workpiece and increase the height of the straight edge, as shown in Figure 1-7 (d).

Кромка отверстия изгибаемой детали
При гибке заготовки с отверстиями, если отверстие расположено вблизи места гибки, после гибки форма отверстия будет деформирована. Во избежание этого дефекта отверстие должно находиться вне зоны деформации, как показано на рис. 1-8 (а). Расстояние l от края отверстия до центра радиуса изгиба r составляет: при t<2 мм l≥t; когда t≥2мм, l≥2t.
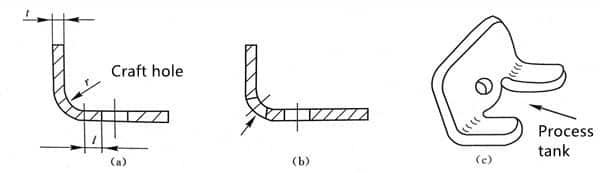
Если расстояние от края отверстия до центра радиуса изгиба r слишком мало для выполнения вышеуказанных условий, перед пробивкой отверстие необходимо изогнуть и сформировать.
Если конструкция заготовки позволяет, то на изгибе может быть заранее пробито технологическое отверстие, как показано на рис. 1-8 (б), или отведен технологический паз, как показано на рис. 1-8 (в), которое поглощается технологическим отверстием или канавкой. Деформационное напряжение изгиба предотвращает деформацию отверстия при его изгибе.
Структура заготовки для предотвращения трещин на изогнутом основании
При локальном изгибе определенного участка кромки, во избежание разрыва отогнутого корня, длина неотогнутой части должна быть уменьшена до выхода за линию изгиба, то есть b≥r, как показано на рис. 1-9. (а). Если длину заготовки нельзя уменьшить, то между согнутой и несогнутой частью следует прорезать канавку, как показано на рис. 1-9 (б), или перед гибкой выбить технологическое отверстие, как показано на рис. 1-9 (с) Показан.

Увеличение технологических зазоров, канавок и технологических отверстий
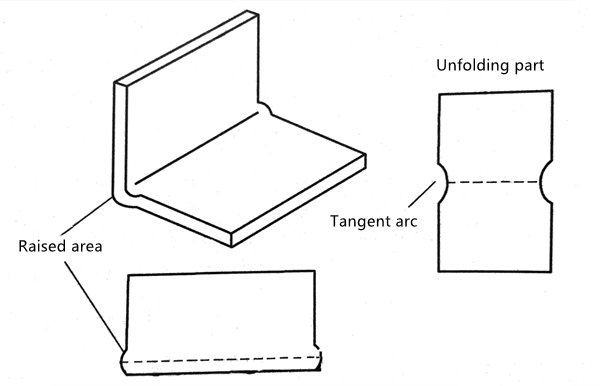
Для гнутых деталей с перекосом со стороны закругленной зоны деформации при гибке для повышения точности размеров гнутых деталей технологические насечки или пазы могут быть вырезаны на обоих концах линии гиба заранее во избежание влияния перекоса по ширине согнутых частей, например, как показано на рисунке 1-10.
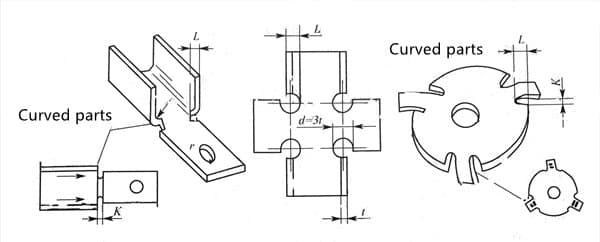
Когда край заготовки необходимо согнуть локально, во избежание деформации и трещин, вызванных неравномерной силой на изогнутых углах, необходимо предварительно вырезать канавки или пробивать отверстия, как показано на рисунке 1-11. Среди них глубина технологической канавки L≥r+t+K/2, ширина технологической канавки K≥t и диаметр технологической канавки d≥t.
Точность гибки деталей по перфоратор
Точность изгибаемой детали в основном относится к точности и стабильности ее формы и размера. На точность гнутой детали влияют такие факторы, как механические свойства листового материала, толщина, структура формы, точность формы, количество процедур, последовательность процедур, а также форма и размер самой заготовки. Вообще говоря, экономический уровень допуска изгибаемых деталей ниже уровня IT13.

Здесь многому научились!
Я понимаю знания и принципы штамповки и гибки сразу!