펀치로 부품을 구부릴 때 알아야 할 3가지 사항
예상 읽기 시간: 14 분
구부러진 부분의 펼쳐진 치수 계산 ~에 의해 펀치
구부러진 중성층의 위치 결정
구부러진 중성층은 굽힘 변형 전후에 길이가 변하지 않는 금속층을 말하므로 구부러진 중성층의 확장된 길이는 구부러진 부분의 여백 크기입니다. 구부러진 중성층의 확장된 크기를 계산하려면 먼저 중성층의 위치를 결정해야 합니다. 중성층의 위치는 그림 1-1과 같이 굽힘 반경 ρ에 의해 결정될 수 있습니다. ρ는 경험적으로 다음 공식에 따라 계산할 수 있습니다.
ρ=r+xt
여기서 ρ - 중성층의 굽힘 반경, mm;
r - 내부 굽힘 반경, mm;
l - 재료 두께, mm;
x - 중성층의 변위 계수,
자세한 내용은 다음 표를 참조하십시오.

| r/t | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 1.0 | 1.2 |
| 엑스 | 0.21 | 0.22 | 0.23 | 0.23 | 0.25 | 0.26 | 0.28 | 0.30 | 0.32 | 0.33 |
| r/t | 1.3 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | ≥8.0 |
| 엑스 | 0.34 | 0.36 | 0.38 | 0.39 | 0.40 | 0.42 | 0.44 | 0.46 | 0.48 | 0.50 |
구부러진 부분 블랭크의 펼쳐진 길이 계산
중립층의 위치가 결정된 후, 상대적으로 단순한 형상과 낮은 치수 정확도를 갖는 굽힘 부품에 대해 아래에 설명된 방법으로 블랭크의 길이를 직접 계산할 수 있습니다. 형상이 더 복잡하거나 정밀도가 요구되는 곡면 부품의 경우 다음 공식을 사용하여 초기에 블랭크의 길이를 계산한 후 반복적으로 굽힘을 시도하고 지속적으로 수정하여 블랭크의 모양과 크기를 최종적으로 결정해야 합니다.
필렛 반경이 r>0.5t인 벤딩 피스의 펼쳐진 길이
위에서 언급한 바와 같이 이러한 종류의 벤딩피스의 펼쳐진 길이는 벤딩 전후의 블랭크의 중성층의 크기가 변하지 않는다는 원리에 기초하여 계산된다. 펼친 길이는 그림 1-2와 같이 모든 직선 부분의 펼친 길이와 구부러진 부분의 중립층의 합과 같습니다. 계산 단계는 다음과 같습니다.
- 먼저 직선 세그먼트, b, c…의 길이를 계산합니다.
- 둘째, r/t를 계산하고 아래 표에 따라 중성층 변위 계수 x 값을 찾으십시오.
- 셋째, 공식에 따라 각 호 세그먼트의 중립 레이어의 굽힘 반경 ρ를 계산합니다.
ρ=r+xt
- 각 중성층 ρ의 굽힘 반경에 따라1, ρ2... 및 해당 굽힘 중심각 α1, α2…각 호 세그먼트 l의 확장 길이 계산1, 나2…
l=πρα/180°
- 확장된 총 길이 L 계산지.
엘지=a+b+c+…+l1+l2+l3+…
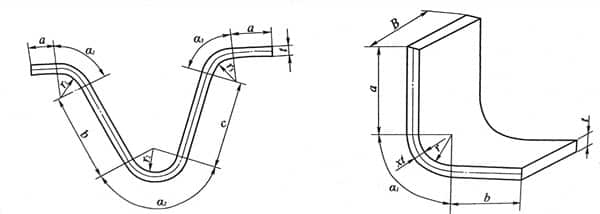
굽힘부의 굽힘 각도가 90°일 때 그림 1-2와 같이 굽힘부의 확장 길이 계산은 다음과 같이 단순화할 수 있습니다.
엘지=a+b+c+1.57(r+xt)
필렛 반경 r<0.5t 굽힘 길이
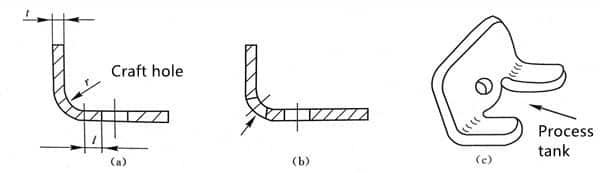
r<0.5t인 굽힘 부분의 경우 굽힘 변형 시 부분의 둥근 변형 영역이 심각하게 얇아질 뿐만 아니라 인접한 직선 모서리 부분도 얇아지기 때문에 일정한 조건에 따라 블랭크를 결정해야 합니다. 변형 전후의 부피. 길이. 일반적으로 아래 표에 나열된 실험식을 사용하여 계산됩니다.
| 스케치 | 계산식 | 스케치 | 계산식 |
 | 엘지=l1+l2+0.4 | 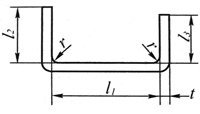 | 엘지=l1+l2+l3+0.6톤 (두 모서리를 한 번에 구부림) |
 | 엘지=l1+l2+0.4 |  | 엘지=l1+l2+l3+t (두 모서리를 한 번에 구부림) 엘지=l1+2리터2+2리터3+1.2톤 (네 모퉁이에서 두 개의 굽힘으로 분할) |
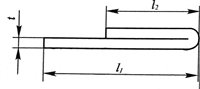
힌지 벤딩 부품 펀칭기
r=(0.6~7.5)t인 힌지 부품의 경우 그림 1-4와 같이 일반적으로 롤링 공법을 사용하여 성형합니다. 압연 과정에서 시트가 두꺼워지고 중성층이 바깥쪽으로 이동합니다. 여백 길이 L지 다음 공식으로 대략적으로 계산할 수 있습니다.
엘지=l+.1.5π(r+x1t)+r≈l+5.7r+4.7x1티
공식에서, l - 직선의 길이;
r - 경첩의 내부 반경;
엑스1- 중성층의 변위 계수, 아래 표 참조.

| r/t | >0.5~0.6 | >0.6~0.8 | >0.8~1 | >1~1.2 | >1.2~1.5 | >1.5~1.8 | >1.8~2 | >2~2.2 | >2.2 |
| 엑스1(mm) | 0.76 | 0.73 | 0.7 | 0.67 | 0.64 | 0.61 | 0.58 | 0.54 | 0.5 |
굽힘력 계산
굽힘력은 프레스를 선택하고 금형을 설계할 때 중요한 기초 중 하나입니다. 굽힘력의 크기는 블랭크 크기, 재료의 기계적 특성, 다이의 받침점 사이의 거리, 굽힘 반경 및 볼록한 다이와 오목한 다이 사이의 간격과 관련이 있을 뿐만 아니라 큰 관계가 있습니다. 굽힘 방법. 이론적인 분석 방법으로는 정확한 계산이 어렵습니다. 따라서 실험식은 종종 생산에 사용됩니다.
무료 펀칭 및 굽힘력
자유 굽힘은 굽힘 부분의 모양에 따라 V자형 자유 굽힘과 U자형 자유 굽힘으로 나눌 수 있습니다. V형 부품의 경우 굽힘력 F 계산 공식지 ~이다
NS지=0.6Kbt2σNS/ (r+t)
U자형 부품의 경우 굽힘력 F 계산 공식지 ~이다
NS지=0.7Kbt2σNS/ (r+t)
어디 F지- 스탬핑 스트로크의 끝에서 재료의 굽힘력, N;
b - 굽힘 부분의 너비, mm;
t - 굽힘 부분의 두께, mm;
r - 굽힘 부품의 굽힘 반경, mm;
σNS- 재료 강도 한계, MPa;
K - 안전 계수, 일반적으로 K=1.3.
굽힘 보정 힘 파워 프레스로
스탬핑 종료 시 금형의 압력으로 굽힘 부분을 보정할 때 굽힘 보정력 F1은 다음 식으로 근사할 수 있습니다.
NS제이=qA
공식에서 F제이- 굽힘 보정력, N;
q - 단위 수정력, MPa, 그 값은 아래 표에 나와 있습니다.
A - 공작물의 수정된 부분의 투영 영역, mm2.
| 재료 | 재료 두께(mm) | 재료 두께(mm) | 재료 두께(mm) | 재료 두께(mm) |
| ≤1 | >1~2 | >2~5 | >5~10 | |
| 알류미늄 | 15~20 | 20~30 | 30~40 | 40~50 |
| 놋쇠 | 20~30 | 30~40 | 40~60 | 60~80 |
| 10~20 강철 | 30~40 | 40~50 | 60~80 | 80~100 |
| 25~30 스틸 | 40~50 | 50~60 | 70~100 | 100~120 |
이젝터 힘 또는 펀치 프레스 힘
톱 피스 장치 또는 프레싱 장치가 있는 벤딩 다이의 경우 톱 피스 힘 FNS 또는 가압력 F와이 자유 굽힘력의 약 30% ~ 80%가 될 수 있습니다.
NSNS (또는) F와이=(0.3~0.8) F지
언론의 톤수 결정
탄성 톱 피스 장치가 있는 자유 굽힘 프레스의 톤수는 다음 공식으로 계산할 수 있습니다.
NS 누르다 = (1.1~1.2) (F지+F디)
탄성 프레스 장치가 있는 자유 굽힘 프레스의 톤수는 다음 공식으로 계산할 수 있습니다.
NS 누르다 = (1.1~1.2) (F지+F와이)
보정 벤딩 프레스의 톤수는 다음 공식으로 계산할 수 있습니다.
NS 누르다 ≥ (1.1~1.2) F제이
공식에서 F 누르다 압력, N이라고 합니다.
구부러진 부품의 제조 가능성
굽힘 부분의 제조 가능성은 굽힘 과정의 각도에서 굽힘 제품의 설계를 위한 공정 요구 사항인 굽힘 과정에 대한 굽힘 부분의 적응성을 의미합니다. 제조 가능성이 좋은 굽힘 부품은 굽힘 공정 및 굽힘 다이의 설계를 단순화할 수 있을 뿐만 아니라 굽힘 부품의 정확도를 향상시키고 재료를 절약하며 생산 효율성을 향상시킬 수 있습니다.
굽힘 반경
굽힘 부분의 굽힘 반경은 최소 굽힘 반경보다 작아서는 안됩니다. 그렇지 않으면 여러 번 구부러져 프로세스 수가 증가합니다. 굽힘 각도 및 굽힘 반경의 정확도가 너무 크면 스프링백 효과로 인해 보장하기 쉽지 않기 때문에 너무 크면 안 됩니다.
구부러진 부분의 모양
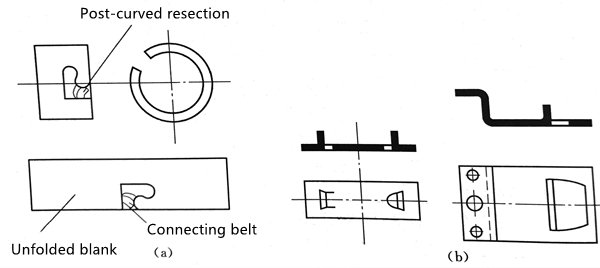
절곡부의 형상은 가능한 한 단순하고 좌우 대칭이어야 절곡 시 블랭크가 미끄러져 오프셋이 발생하여 절곡부의 정확도에 영향을 미치지 않습니다. 그림 1-5(a)는 블랭크를 구부렸을 때 미끄러짐을 방지하는 것을 보여주고 있으며, 설계에 공정 구멍 위치를 추가하였다. 그림 1-5 (b), (c)의 나머지 부분은 한 쌍의 굽힘 및 절단 과정을 사용하여 작은 비대칭 굽힘 부분으로 표시됩니다.

노치가 있는 곡면 부분의 경우 노치를 먼저 펀칭하면 포크가 발생하며 심한 경우에는 형성되지 않을 수도 있습니다. 따라서 그림 1-6(a)와 같이 노치를 먼저 연결벨트로 남겨두고 구부린 후 잘려야 한다.
절개 및 굴곡이 있는 작업물의 경우 일반적으로 구부러진 부분을 사다리꼴로 만들어 배출이 용이하도록 해야 합니다. 그림 1-6(b)와 같이 주변 슬롯을 먼저 펀칭한 다음 구부려 모양을 만들 수도 있습니다.
굽힘 부분의 직선 높이 ~에 의해 파워 프레스
직각으로 굽힐 때 굽힘편의 직선면의 높이는 너무 작지 않아야 합니다. 굽은 부분의 직선 모서리 높이가 너무 작으면 금형에서 직선 모서리가 지지하는 길이가 너무 짧아 굽힘 과정에서 충분한 굽힘 모멘트가 생성되지 않고 구부러진 부분의 직선 모서리를 보장할 수 없습니다. . 따라서 구부러진 부분의 직선 모서리를 직선으로 만들어야 합니다. 그림 1-7(a)와 같이 모서리 높이 h>r+2t입니다. 만약 h <r+2t, you need to slot and then bend or increase the height of the straight edge first, and then cut off the excess part after bending, as shown in Figure 1-7 (b). When the bent side has a beveled bending part, it is impossible to bend to the required angle in the area where the bevel height is less than r+2t, and the place is also easy to crack, as shown in Figure 1-7 (c) , So it is necessary to change the shape of the workpiece and increase the height of the straight edge, as shown in Figure 1-7 (d).

굽힘 부분 구멍 여백
구멍이 있는 공작물을 구부릴 때 구멍이 구부리는 부분 근처에 있으면 구부린 후 구멍의 모양이 변형됩니다. 이 결함을 방지하려면 그림 1-8(a)와 같이 구멍이 변형 영역 외부에 있어야 합니다. 구멍의 가장자리에서 굽힘 반경 r의 중심까지의 거리 l은 다음과 같습니다. t<2mm, l≥t일 때; 때 t≥2mm, l≥2t.
구멍의 가장자리에서 굽힘 반경 r의 중심까지의 거리가 위의 조건을 충족시키기에 너무 작은 경우 구멍을 펀칭하기 전에 굽히고 형성해야합니다.
공작물의 구조가 허용하는 경우 그림 1-8(b)와 같이 벤드에서 사전에 가공 구멍을 펀칭하거나 그림 1-8(c)와 같이 가공 슬롯을 예약할 수 있습니다. 가공 구멍이나 홈에 의해 흡수되는 구부림 변형 응력은 구부릴 때 구멍이 변형되는 것을 방지합니다.
구부러진 루트의 균열을 방지하기 위한 공작물 구조
모서리의 특정 부분이 국부적으로 구부러질 때 구부러진 뿌리의 찢어짐을 방지하기 위해 구부러지지 않은 부분의 길이는 그림 1-9와 같이 굽힘 선을 빠져 나오도록 줄여야 합니다. 즉, b≥r (ㅏ). 작업물의 길이를 줄일 수 없는 경우 그림 1-9(b)와 같이 구부러진 부분과 구부러지지 않은 부분 사이에 홈을 파거나 그림과 같이 굽힘 전에 가공 구멍을 펀칭합니다. 1-9 (c) 표시됨.

공정 간격, 홈 및 공정 구멍 증가
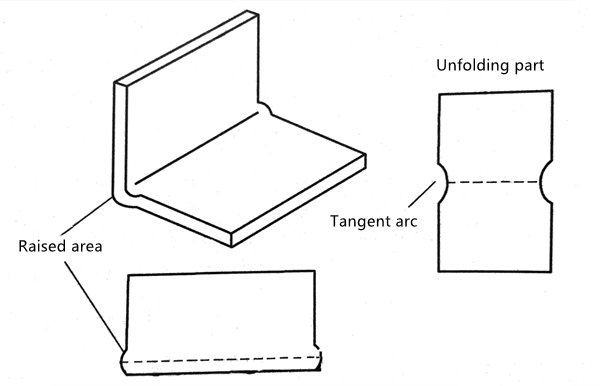
굽힘 중 둥근 변형 영역의 측면에 변형이 있는 굽힘 부품의 경우 굽힘 부품의 치수 정확도를 개선하기 위해 굽힘 선의 양쪽 끝에서 프로세스 노치 또는 홈을 미리 절단하여 변형의 영향을 피할 수 있습니다. 그림 1-10과 같이 구부러진 부분의 너비.
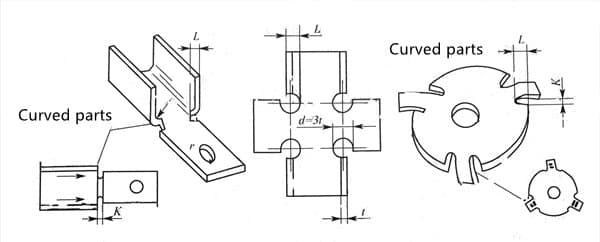
공작물의 가장자리를 국부적으로 구부려야 하는 경우 구부러진 모서리에 고르지 않은 힘으로 인한 변형 및 균열을 방지하기 위해 그림 1-11과 같이 홈 또는 펀칭 구멍을 미리 절단해야 합니다. 그 중 가공 홈 깊이 L≥r+t+K/2, 가공 홈 너비 K≥t, 가공 구멍 직경 d≥t.
굽힘 부품의 정확도 ~에 의해 펀칭기
굽힘 부분의 정확도는 주로 모양과 크기의 정확도와 안정성을 나타냅니다. 구부러진 부분의 정확도는 판재의 기계적 특성, 두께, 금형 구조, 금형 정확도, 절차 수, 절차 순서, 공작물 자체의 모양 및 크기와 같은 요인에 의해 영향을 받습니다. 일반적으로 굽힘 부품의 경제적 허용 수준은 IT13 수준 미만입니다.

여기서 많이 배웠습니다!
스탬핑과 벤딩의 지식과 원리를 한번에 이해합니다!