4 rodzaje lokalnych deformacji w procesie tłoczenia metali

Szacowany czas czytania: 37 minuty
Wprowadzenie do procesu tłoczenia metali
Najbardziej podstawowy proces tłoczenia, taki jak cięcie, gięcie, głębokie tłoczenie, oprócz tego będą inne procesy formowania, takie jak szkoły, wywijanie, wybrzuszanie i redukujące procesy tłoczenia. Wspólną cechą procesu tłoczenia jest przynależność do lokalnej deformacji, wszystkie one polegają na lokalnej metodzie deformacji, aby zmienić kształt materiału lub proces i rozmiar półfabrykatu. Oznacza to, że przy różnych właściwościach lokalnego odkształcenia w celu zmiany półfabrykatu (lub poprzez wykrawanie, gięcie, ciągnienie i inne metody półfabrykatów) kształt i wielkość procesu tłoczenia nazywa się formowaniem. Lub oprócz gięcia i głębokiego ciągnienia w celu wytworzenia odkształceń plastycznych, inne procesy tłoczenia można nazwać formowaniem, głównym kształtem, wywijaniem, skurczem, wybrzuszeniem i formowaniem falistym itp.
Różne metody formowania mają swoje różne cechy. Jeśli chodzi o kształt, ponieważ jest to lokalna deformacja śladu, na ogół nie powoduje zjawiska marszczenia lub pękania, głównym problemem jest sprężynowanie. W przypadku wywinięcia, wybrzuszenia, często pojawia się zjawisko uszkodzenia rozciągającego, to głównie dlatego, że są to odkształcenia rozciągające, obszar odkształcenia naprężenia rozciągającego jest zbyt duży. O skurczu i wywinięciu zewnętrznym, niestabilność i marszczenie są często spowodowane nadmiernym odkształceniem naprężeń ściskających, ponieważ podlegają one odkształceniom ściskającym. W formułowaniu procesu formowania i projektowania matrycy każdy parametr procesu powinien być rozsądnie określony zgodnie z charakterystyką odkształcenia.
W tym artykule konstrukcja matryc zaginających części tulei, jak pokazano na ryc. 1-1, jest wykorzystywana jako nośnik do kompleksowego przedstawienia czterech procesów formowania, takich jak wymiarowanie, zaginanie, kurczenie i wybrzuszanie.

Cztery rodzaje deformacji lokalnych
Korekta kształtu
Korekta kształtu obejmuje wyrównywanie i modelowanie, co należy do procesu formowania opatrunku. Przeprowadza się go głównie po wykrawaniu, gięciu, głębokim tłoczeniu i innych procesach tłoczenia, głównie w celu przycięcia chropowatości, promienia zaokrąglenia lub kształtu i rozmiaru części tłoczonych do wymagań kwalifikowanych.
Proces gładkiego kształtowania szkoły ma następujące cechy.
- Precyzja formy użytej do kalibracji jest wysoka, ponieważ precyzja obrabianego przedmiotu po kalibracji jest wyższa.
- Tylko w lokalnym położeniu procedury roboczej, aby wytworzyć niewielkie odkształcenia plastyczne, aby osiągnąć cel poprawy kształtu i dokładności wymiarowej części.
- Ponieważ kalibracja należy do procesu wykańczania, a sprężynowanie jest głównym problemem, siła kalibracyjna powinna być przyłożona do części procesu, gdy prasa osiągnie dolny martwy punkt. Najlepszym używanym sprzętem jest prasa precyzyjna lub prasa mechaniczna o dobrej sztywności i zabezpieczeniu przed przeciążeniem.
Poziomowanie
Poziomowanie odbywa się zwykle po procesie wygaszania. Jako wykrojnik po wytworzeniu wygięcia kopuły, zwłaszcza urządzenie nie dociskowe z wykrojnikiem ciągłym wynikającym z produkcji bardziej nierównych. Płaskość o wyższych wymaganiach części będzie musiała zostać wyrównana.
W zależności od grubości blachy i wymagań powierzchni można zastosować płynne wyrównywanie matryc lub poziomowanie zębów.
W przypadku cienkich miękkich i nie pozwalających na wgniecenia na powierzchni części, generalnie należy stosować gładkie wyrównywanie matryc. Gładka matryca ma niewielki wpływ na zmianę stanu wewnętrznego naprężenia materiału i nadal występuje duże odbicie, szczególnie w przypadku części z materiałów o wysokiej wytrzymałości. Efekt wyrównywania jest słaby. W rzeczywistej produkcji czasami części procedury roboczej są układane tyłem do siebie (zginając się w przeciwnym kierunku) do poziomu, co może uzyskać określony efekt. Aby poziomowanie nie miało wpływu na dokładność prowadzenia bloku ślizgowego prasy, matryca poziomująca powinna lepiej przyjąć strukturę pływającą. Jak pokazano na rys. 1-2, matryca poziomująca jest gładka. Zastosowanie gładkiej matrycy do kalibracji, ze względu na większe odbicie, szczególnie w przypadku części z materiałów o dużej wytrzymałości, efekt wyrównywania jest stosunkowo słaby.

Rys. 1-2 Schemat ideowy gładko pływającej matrycy poziomującej
Ponieważ wymagania dotyczące płaskości są wysokie, materiał to grube części lub granica wytrzymałości to wysokie części z twardego materiału, zwykle przyjmują poziomowanie matrycy wyrównującej zęby. Istnieją dwa rodzaje wykrojników w kształcie zębów: drobne zęby i grube zęby. Zęby górne i dolne przecinają się, jak pokazano na ryc. 1-3, gdzie drobne zęby pokazano na ryc. 1-3 (a), grube zęby pokazano na ryc. 1-3 (b) oraz rozmiar zęba pokazano na rysunku. Po wypoziomowaniu za pomocą matrycy wyrównującej o drobnym uzębieniu powierzchnia przedmiotu obrabianego ma resztkowe ślady po drobnym uzębieniu. Matryca wyrównująca zgrubne zęby jest odpowiednia do mniejszych grubości aluminium, brązu, mosiądzu i innych części. Matryca wyrównująca zęby sprawia, że płaszczyzna szkolna części tworzy wiele małych kropek odkształcenia plastycznego, zmienia pierwotny stan naprężeń części, zmniejsza odbicie, a efekt wyrównywania jest dobry.
Siłę wyrównującą można obliczyć według wzoru:
F=AP (1-1)
W formule:
F — siła wyrównująca, N;
A — powierzchnia elementów poziomujących, mm2;
P — ciśnienie na jednostkę powierzchni wyrównywania, MPa, jak pokazano w tabeli 1-1.

Rys. 1-3 Schemat ideowy matrycy do osiowania zębów
| Metody | P (MPa) | Metody | P (MPa) |
| Gładkie wyrównywanie powierzchni wyrównywania matrycy | 50~80 | Kształtowanie części o otwartym kształcie | 50~100 |
| Dokładne wyrównywanie zębów poziomowanie matrycy | 80~120 | Części do głębokiego tłoczenia, aby zmniejszyć filet i na dole, kształtowanie boczne | 150~200 |
| Zgrubne wyrównywanie zębów poziomowanie matrycy | 100~150 |
kształtowanie
Kształtowanie powszechnie stosowane w głębokim tłoczeniu, gięciu lub innych procesach formowania, poprzez proces obróbki skrawaniem, tłoczenie w zasadzie nabrało kształtu, ale być może promień jest zbyt duży lub określony kształt i rozmiar nie osiągnął jeszcze wymagań produktów, możesz użyj plastikowej formy, aby uzyskać zlokalizowany proces odkształcania plastycznego, aby osiągnąć cel poprawy precyzji. Forma formująca i forma formująca przed procesem są podobne, ale precyzja i chropowatość części roboczej są wyższe, a promień zaokrąglenia i szczeliny są mniejsze.
Sposób kształtowania gięcia części pokazano na rys. 1-4. Podczas kształtowania cała procedura robocza znajduje się w stanie naprężenia trójkierunkowego ściskania, co zmienia stan naprężenia procedury roboczej w celu uzyskania lepszego efektu kształtowania. Długość półfabrykatu przed kształtowaniem jest nieco większa niż długość części, aby zapewnić, że podczas kształtowania materiał znajduje się w stanie naprężenia trójstronnego.

Rys. 1-4. Kształtowanie giętych części
Kształtowanie kołnierzowych części rysunkowych pokazano na rys. 1-5. Kształtowanie promienia zaokrąglenia u podstawy małego kołnierza wymaga wypełnienia zewnętrznej części zaokrąglenia materiałem. Jeśli promień zaokrąglenia zmienia się znacznie, wysokość półproduktów może być większa niż wysokość części podczas projektowania procesu. Dodatek materiałowy można uzyskać z prostej części ściany podczas kształtowania, jak pokazano na rys. 1-5 (a) (h' to wysokość półfabrykatów, a h to wysokość gotowych produktów).
Jeżeli wysokość półfabrykatu jest równa wysokości części, uzupełnienie materiału można uzyskać również poprzez skrócenie kołnierza. Jednak gdy średnica kołnierza jest zbyt duża, nie można uzyskać skurczu w procesie kształtowania. W tym czasie materiał może być uzupełniony jedynie przez pocienienie korzenia i materiału sąsiadującego, jak pokazano na rys. 1-5 (b), jak pokazano na podstawie charakterystyki odkształcenia, jest równoważne niewielkiemu wybrzuszeniu odkształcenia, więc dokładność kształtowania jest wysoka, ale część odkształcenia wydłużenia materiału nie powinna być większa niż 2% ~ 5%, w przeciwnym razie nadmierne wydłużenie części może pęknąć.

Proste cylindryczne części do głębokiego tłoczenia mogą sprawić, że prześwit formy z tworzywa sztucznego będzie równy (0,9 ~ 0,95) t, części z tworzywa sztucznego o prostej ściance nieco cieńsze. To kształtowanie można również wykonać w połączeniu z końcowym procesem głębokiego tłoczenia.
Zawijanie
Zawijanie jest krawędzią otworu lub zewnętrzną krawędzią części pod działaniem formy, aby obrócić pion lub pewien kąt prostej krawędzi. Zgodnie z charakterystyką procesu wywijania można podzielić na wywinięcie wewnętrzne (jak pokazano na rys. 1-6 (a) i (b)) oraz wywinięcie zewnętrzne. Wywinięcie krawędzi zewnętrznej można podzielić na wypukłe wywinięcie krawędzi zewnętrznej (jak pokazano na rys. 1-6 (c)); Wklęsła krawędź zewnętrzna z kołnierzem (jak pokazano na Rys. 1-6 (d)). Dodatkowo, w zależności od zmiany grubości krawędzi pionowej, można ją podzielić na wywinięcie ciągłe cienkie i wywinięcie pocieniające. Rzeczywiste części kołnierzowe pokazano na rys. 1-7.


Zawijanie wewnętrznego otworu
Zawijanie okrągłego otworu
- Charakterystyki odkształcenia i współczynnik zagięcia kołnierza okrągłego otworu
Metodę kratową można również stosować do wywijania okrągłych otworów. Odkształcenie można analizować obserwując zmiany siatki przed i po odkształceniu, jak pokazano na rys. 1-8. Na rysunku widać, że obszar odkształcenia jest pierścieniową częścią pomiędzy średnicą d i D1. Po kołnierzu siatka współrzędnych zmienia się z kształtu wachlarza na prostokąt. Widać, że materiał w strefie odkształcenia wydłuża się w kierunku stycznym, a im bliżej otworu, tym większe będzie wydłużenie, które jest zbliżone do stanu jednokierunkowego naprężenia rozciągającego. Odkształcenie styczne jest największym z trzech głównych odkształceń. Odległość między koncentrycznymi okręgami nie zmienia się znacząco, więc odkształcenie promieniowe jest małe, a wielkość promienia nieznacznie zmniejszona.
Grubość ścianki krawędzi pionowej jest cieńsza, zwłaszcza przy otworze. Przedstawione na rysunku stany naprężenia i odkształcenia odzwierciedlają te charakterystyki odkształcenia z powyższej analizy. Głównym niebezpieczeństwem wywinięcia okrągłego otworu jest pęknięcie krawędzi otworu. Stan pęknięcia zależy od stopnia odkształcenia.

Stopień odkształcenia kołnierzowego otworu okrągłego jest reprezentowany przez stosunek średnicy d otworu prefabrykowanego przed założeniem do kołnierza do średnicy D po założeniu kołnierza K. To znaczy:
K=d/D (1-2)
K nazywamy współczynnikiem zagięcia. Oczywiście K jest zawsze mniejsze od 1. Im mniejsza wartość K, tym większy stopień deformacji. W przypadku wywijania za kołnierz minimalną wartość K, jaką można osiągnąć pod warunkiem, że krawędź otworu nie pęka, nazywa się współczynnikiem zagięcia granicznego wyrażonym w Kmin. Głównymi czynnikami wpływającymi na współczynnik wywijania granicznego są właściwości mechaniczne materiału, kształt stempla, stosunek rozwarcia przed wywinięciem do grubości materiału, sposób obróbki prefabrykowanego otworu itp. Otwory prefabrykowane są głównie przetwarzane przez wykrawanie lub wiercenie. Graniczne współczynniki zagięcia zagięcia stali niskowęglowej w różnych warunkach oraz współczynniki zagięcia różnych materiałów przedstawiono w tabeli 1-2.
| Forma dziurkacza | Metoda obróbki otworów | Średnica względna otworu prefabrykowanego | ||||||||||
| 100 | 50 | 35 | 20 | 15 | 10 | 8 | 6.5 | 5 | 3 | 1 | ||
| Cylindryczny stempel | Dziurkowanie | 0.80 | 0.70 | 0.60 | 0.50 | 0.45 | 0.42 | 0.40 | 0.37 | 0.35 | 0.30 | 0.25 |
| 0.85 | 0.75 | 0.65 | 0.60 | 0.55 | 0.52 | 0.50 | 0.50 | 0.48 | 0.47 | — | ||
| Wybrzuszenie ciosu | Dziurkowanie | 0.70 | 0.60 | 0.52 | 0.45 | 0.40 | 0.36 | 0.33 | 0.31 | 0.30 | 0.25 | 0.20 |
| 0.75 | 0.65 | 0.57 | 0.52 | 0.48 | 0.45 | 0.44 | 0.43 | 0.42 | 0.42 | — |
Notatka:
Kiedy Kmin wartości w tabeli, po faktycznym wywinięciu na krawędzi pyska pojawią się niewielkie pęknięcia. Jeśli obrabiany przedmiot nie może pękać, współczynnik wywinięcia należy zwiększyć o 10% ~ 15%.
Wysokość h pierwszego głębokiego tłoczenia, a następnie toczenia otworu można poznać z rys. 1-10 (obliczona według linii środkowej).
- Obliczanie procesu kołnierza okrągłego otworu
W obliczeniach procesu wywijania należy obliczyć średnicę prefabrykowanego otworu d zgodnie z rozmiarem elementu D i obliczyć wysokość wywinięcia H. Gdy płaski półfabrykat nie może być bezpośrednio wywinięty na wymaganą wysokość H, to należy najpierw narysować, wybić otwory na dole rysunku, a następnie kołnierz. W niniejszym artykule omówiono odpowiednio dwa rodzaje wywijania płaskiego i głębokiego tłoczenia.
Przed wywinięciem prefabrykowane otwory muszą zostać obrobione na kęsie, jak pokazano na rys. 1-9. Wzór na określenie średnicy prefabrykowanego otworu d jest następujący

d = D-2 (H-0,43r-0,72t) (1-3)
Powyższe równanie można przeliczyć na obliczenie wysokości H krawędzi pionowej.
H = (D – d) / 2 + 0,43r + 0,72 t = D(1-K)/2 + 0,43 r + 0,72t (1-4)
Podstawiając K do powyższego równania, można otrzymać maksymalną dopuszczalną wysokość wywinięcia Hmax.
Hmaks = D(1-Kmin) + 0,43 r + 0,72 t (1-5)
Gdy wysokość przedmiotu obrabianego wynosi H>Hmaks, formowanie obracającego się otworu może prowadzić do pęknięcia krawędzi orientacyjnej części. W tym momencie można użyć pierwszego głębokiego rysunku, a następnie można przebić i zagiąć spód rysunku. W takim przypadku należy najpierw określić maksymalną wysokość, jaką można osiągnąć poprzez wywinięcie po wstępnym rozrysowaniu, a następnie należy określić wysokość rysowania i średnicę wstępnego wybicia zgodnie z wysokością zawijania i wysokością detali.

h=(Dd)/2 – (r + t/2) – π(r + t/2)/2
Po skończeniu
h≈(Dd)/2 + 0,57r = D(1 – k)/2 + 0,57r (1-6)
Średnica otworu prefabrykowanego d wynosi
d = KD lub d = D + 1,14 r – 2 godz. (1-7)
Wysokość rysunku h to
h'=H – h + r (1-8)
Zjawisko przerzedzania ust jest bardziej poważne. Jego przybliżoną wartość oblicza się w następujący sposób.
")
- Obliczanie siły zaginania
Siła zawijania F jest generalnie niewielka. Gdy używany jest cylindryczny stempel z płaskim dnem, siłę kołnierzową okrągłego otworu można obliczyć jako
F = 1,1 π (Dd) t σs (1-10)
W formule:
F — siła toczenia otworu, N;
D — środkowa średnica krawędzi pionowej po wywinięciu, mm;
d — początkowa średnica okrągłego otworu, mm;
t – grubość wykroju, mm;
σs — granica plastyczności materiału, MPa.
- Odwróć projekt matrycy
Ogólnie rzecz biorąc, wykrojnik i wykrojnik mają wiele podobieństw, są też puste uchwyty, a nie puste uchwyty, formalne i flip. Jednocześnie matryca obrotowa generalnie nie musi ustawiać ramy matrycy. Rys. 1-11 przedstawia wymiary i kształty kilku popularnych stempli do obracania otworów okrągłych. Rys. 1-11 (a)~(c) przedstawia stempel z dużymi otworami. Pod względem korzyści z odkształcenia kołnierza, stempel paraboliczny jest najlepszy, stempel kulkowy jest następny, a stempel płaski jest drugim. Od trudności przetwarzania stempla, aby zobaczyć coś przeciwnego.
Rys. 1-11 (d) ~ (f) przedstawia koniec stempla z dłuższą częścią prowadzącą. Rys. 1-11 (d) służy do wywijania kołnierzy o średnicy otworu większej niż 10 mm, Rys. 1-11 (e) służy do wywijania kołnierzy o średnicy otworu mniejszej niż 10 mm, a Rys. 1-11 (f ) służy do niedokładnego wywijania bez otworu wstępnego. Promień zaokrąglenia stempla powinien być jak największy, co sprzyja toczeniu otworu.
Pojedyncza szczelina powierzchniowa między matrycą wypukłą a wklęsłą jest (0,75 ~ 0,85) razy grubsza.

Rys. 1-11 Struktura stempla i matrycy do wywijania kołnierzy oraz wymiary otworów okrągłych

Rys. 1-11 Struktura stempla i matrycy do wywijania kołnierzy oraz wymiary otworów okrągłych
Zawijanie otworów nieokrągłych
Okrągły otwór nazywany jest również otworem o specjalnym kształcie, przez inny promień krzywizny łuku wypukłego, łuku wklęsłego i linii prostych, tworzących się z powodu każdej części naprężenia i właściwości odkształcenia są różne, obszar części liniowej II można uznać za odkształcenie zginające, obszar łuku wypukłego I odkształcenie zaginania, można uznać za łuk wklęsły obszar III obszar można uznać za odkształcenie rysunkowe, jak pokazano na rys. 1-12.

Kształt i wielkość rozszerzenia prefabrykowanych otworów są obliczane zgodnie z metodą rozszerzania odpowiednio gięcia, toczenia i ciągnienia i są połączone gładkim łukiem kołowym. Współczynnik zagięcia Kf otworu niekołowego (ogólnie odnosi się do współczynnika zagięcia małej części łuku kołowego) może być mniejsza niż współczynnik zagięcia K otworu kołowego, który jest w przybliżeniu
Kf= (0,85 ~ 0,90) K (1-11)
W celu uzyskania wartości granicznego współczynnika zagięcia otworów niekołowych należy zapoznać się z Tabelą 1-3 zgodnie z kątem środkowym α każdego segmentu łuku.
| α(°) | 180~360 | 165 | 150 | 135 | 120 | 105 | 90 | 75 | 60 | 45 | 30 | 15 | 0 | |
| Stosunek d/t | 50 | 0.8 | 0.73 | 0.67 | 0.6 | 0.53 | 0.47 | 0.4 | 0.33 | 0.21 | 0.2 | 0.14 | 0.07 | Pochylenie się odkształcenie |
| 33 | 0.6 | 0.55 | 0.5 | 0.45 | 0.4 | 0.35 | 0.3 | 0.25 | 0.2 | 0.15 | 0.1 | 0.05 | ||
| 20 | 0.52 | 0.48 | 0.43 | 0.39 | 0.35 | 0.30 | 0.26 | 0.22 | 0.17 | 0.13 | 0.09 | 0.04 | ||
| 12~8.3 | 0.5 | 0.46 | 0.42 | 0.38 | 0.33 | 0.29 | 0.25 | 0.21 | 0.17 | 0.13 | 0.08 | 0.04 | ||
| 6.6 | 0.48 | 0.44 | 0.4 | 0.36 | 0.32 | 0.28 | 0.24 | 0.2 | 0.16 | 0.12 | 0.08 | 0.04 | ||
| 5 | 0.46 | 0.42 | 0.38 | 0.35 | 0.31 | 0.27 | 0.23 | 0.19 | 0.15 | 0.12 | 0.08 | 0.04 | ||
| 3.3 | 0.45 | 0.41 | 0.375 | 0.34 | 0.30 | 0.26 | 0.225 | 0.185 | 0.145 | 0.11 | 0.08 | 0.04 |
Zawijanie krawędzi zewnętrznej
Zgodnie z właściwościami odkształcenia wywinięcie zewnętrzne można podzielić na wywinięcie wydłużeniowe i wywinięcie ściskane.
Kołnierz typu przedłużonego
Zawijanie na płaszczyźnie lub powierzchni wzdłuż wklęsłej i niezamkniętej krzywej należy do tej kategorii, jak pokazano na rys. 1-13. Wspólną cechą zaginania jest to, że strefa odkształcenia kęsa wytwarza głównie odkształcenie stycznego wydłużenia pod działaniem stycznego naprężenia rozciągającego, dzięki czemu krawędź jest łatwa do złamania, a stopień odkształcenia jest często wyrażany przez Erozbudowa.
mirozbudowa=b/(Rb) (1-12)
Dopuszczalne odkształcenia typowych materiałów przedstawiono w tabeli 1-4.
| Nazwa i marka materiału | Εwskaźnikx100 | Εciśnieniex100 | Nazwa i marka materiału | Εwskaźnikx100 | Εciśnieniex100 | ||||||
| Formowanie gumy | Formowanie pleśni | Formowanie gumy | Formowanie pleśni | Formowanie gumy | Formowanie pleśni | Formowanie gumy | Formowanie pleśni | ||||
| mosiądz | H62 miękki | 30 | 40 | 8 | 45 | stal | 10 | — | 38 | — | 10 |
| H62 twardy | 10 | 14 | 4 | 16 | 20 | — | 22 | — | 10 | ||
| H68 miękki | 35 | 45 | 8 | 55 | 1Cr18Ni9 miękki | — | 15 | — | 10 | ||
| H68 półtwardy | 10 | 14 | 4 | 16 | 1Cr18Ni9 twardy | — | 40 | — | 10 | ||
| 2Cr18Ni9 | — | 40 | — | 01 | |||||||
| Stop aluminium | L4 miękki | 25 | 30 | 6 | 40 | Stop aluminium | LF2 ciężko | 5 | 8 | 3 | 12 |
| L4 twarda | 5 | 8 | 3 | 12 | LY12 miękki | 14 | 20 | 6 | 30 | ||
| LF21 miękki | 23 | 30 | 6 | 40 | LY12 ciężko | 6 | 8 | 0.5 | 9 | ||
| LF21 ciężko | 5 | 8 | 3 | 12 | LY11 miękkie | 14 | 20 | 4 | 30 | ||
| LF2 miękkie | 20 | 25 | 6 | 35 | LY11 ciężko | 5 | 6 | 0 | 0 |
Wydłużone odkształcenie wywinięcia płaszczyzny jest podobne do wywinięcia otworu. Przy wywijaniu rozkład naprężeń w obszarze odkształcenia nie jest jednorodny, co prowadzi do zjawiska, że wysokość krawędzi pionowej jest duża na obu końcach, a po środku mała po wywinięciu. Aby uzyskać płaską wysokość wywinięcia, linie konturowe na obu końcach kęsa należy skrócić przed wywinięciem. Kształt przedstawiony linią przerywaną na rys. 1-13 (a) jest kształtowany po przycięciu.
W wydłużonym wywijaniu powierzchni zjawisko marszczenia jest łatwe do wystąpienia na środku dna kęsa, generalnie w konstrukcji matrycy należy zastosować, aby zapobiec użyciu silnego urządzenia dociskowego, jednocześnie tworząc warunki sprzyjające zaginaniu, zapobiegające przedwczesnemu wywinięciu środkowej części spowodowane nadmiernym odkształceniem wydłużenia, a nawet pękaniem krawędzi pionowej.

Rys. 1-13. Kołnierz typu przedłużonego
Kołnierz typu kompresji
Wywinięcie płaszczyzny lub powierzchni wzdłuż wypukłej, niezamkniętej krzywej jest wywinięciem ściskanym, jak pokazano na rys. 1-14. Jego cechą charakterystyczną jest to, że obszar odkształcenia kęsa jest poddawany głównie stycznym naprężeniom ściskającym, dzięki czemu obrabiany przedmiot łatwo marszczy się podczas formowania. Stopień odkształcenia Eciśnienie jest oznaczony jako
miciśnienie=b/(R+b) (1-13)

Rys. 1-14 Kołnierz klasy ściskania
Odkształcenie zagięcia płaszczyzny ściskania jest podobne do głębokiego tłoczenia, ze względu na nierównomierny rozkład naprężeń na krawędzi pionowej podczas zawijania, wysokość krawędzi pionowej części po zaginaniu wydaje się wysoka pośrodku i niska na obu końcach.
Aby uzyskać płaską pionową krawędź, rozszerzony kształt kęsa należy zmodyfikować, jak pokazano na rys. 1-14 (a) linia przerywana. Kołnierz nie może być skorygowany, gdy wysokość jest niewielka. Ponadto, gdy wysokość wywinięcia jest duża, forma powinna być zaprojektowana tak, aby zapobiegać marszczeniu urządzenia prasującego.
Struktura matrycy zaginającej
Typy budowy typowych matryc do zawijania pokazano na rys. 1-15, które są zbliżone do budowy matryc do głębokiego tłoczenia

Rys. 1-15 Rodzaje konstrukcji matryc do wywijania
1 — tablica do pchania; 2, 7, 9 — wypukła i wklęsła kość; 3 — giń; 4-cios;
5-Punch wykrawania; 6 — Pusty pierścień uchwytu; 8 — Zaślepka wklęsła; 10 — Dach
Rys. 1-16 przedstawia kompozytową matrycę wewnętrzną i zewnętrzną do wywijania kołnierzy. Na rysunku części przedmiotu obrabianego widać, że wewnętrzne i zewnętrzne krawędzie przedmiotu obrabianego wymagają wywinięcia. Półfabrykat jest umieszczony na części 7, a część 7 jest zamontowana na płycie dociskowej 5. Sama część 7 jest matrycą do zawijania krawędzi wewnętrznej. Płytę dociskową należy montować z matrycą do zawijania 3 krawędzi zewnętrznej, aby zapewnić jej dokładne położenie zgodnie z luzem z H7/h6. W tym czasie płyta dociskowa pełni nie tylko funkcję tłoczenia i kształtowania. Tak więc podczas dociskania do dolnego martwego punktu, powinien on sztywno stykać się z dolnym gniazdem matrycy i ostatecznie odgrywać rolę górnej części.
Po wywinięciu krawędzi wewnętrznej, pod działaniem sprężyny, klocek przeciskowy 6 odciął obrabiany przedmiot od matrycy do zaginania krawędzi wewnętrznej 7. Płytę dociskową 8 ze względu na rolę sprężyny, tłoczenie zawsze utrzymuje kontakt z półfabrykatem. Do dolnego martwego punktu i sztywnego styku płyty 2 stempla, tak że płyta popychająca 8 również odgrywa rolę kształtującą, z przedmiotu obrabianego jest stosunkowo gładka. Na formie z części, biorąc pod uwagę, że sprężyna może mieć niewystarczającą wytrzymałość, ostateczne użycie sztywnego urządzenia popychającego zostanie wypchnięte z obrabianego przedmiotu.

1 — stempel kołnierza zewnętrznego; 2-Płytka mocująca stempel; 3 - Matryca do zaginania krawędzi zewnętrznej; 4 - Stempel do zaginania krawędzi wewnętrznej; 5 — płyta dociskowa; 6 — Blok górnej części; 7 — matryca do zaginania krawędzi wewnętrznej; 8 — płyta dociskowa
Wypukły
Pod działaniem matrycy półfabrykat jest zmuszony do zmniejszenia grubości i pola powierzchni przyrostu, aby uzyskać geometrię części metodą obróbki tłoczenia nazywa się wybrzuszeniem. Proces wybrzuszania ma swoje unikalne cechy, strefa odkształcenia wybrzuszenia w kierunku powierzchni płyty jest dwukierunkowym stanem naprężenia rozciągającego, w kierunku grubości płyty następuje odkształcenie ścieńczenia, to znaczy przerzedzenie grubości i zwiększenie powierzchni. Wybrzuszanie jest stosowane głównie do lokalnego formowania płaskich półfabrykatów, takich jak pręty zbrojeniowe, wzory wzorów i znaki, wybrzuszanie wydrążonych półfabrykatów, takich jak mieszki, butle gazowe pod wysokim ciśnieniem i pojemniki kuliste, oraz formowanie na rozciąganie cienkich płyt, takich jak skóry samolotów i samochodów. Powszechnie stosowane metody wybrzuszania obejmują wybrzuszanie sztywnej matrycy i miękkiej wybrzuszanie matrycy z cieczą, gazem, gumą i innymi mediami siłowymi.
Ze względu na prostą strukturę formy przedmiotu obrabianego i równomierne odkształcenie, miękkie wybrzuszenie matrycy może tworzyć przedmiot o złożonym kształcie. Coraz więcej uwagi poświęca się badaniom i zastosowaniu miękkiego wybrzuszenia matrycowego, takiego jak wybrzuszenie hydrauliczne, wybrzuszenie gumowe, wybrzuszenie wybuchowe itp., jak pokazano na rysunku 1-17, garnek ze stali nierdzewnej wytwarzany metodą wybrzuszania.

Charakterystyka deformacji wybrzuszenia
Rys. 1-18 przedstawia strefę odkształcenia wybrzuszenia i jej wykres głównych naprężeń i odkształceń, gdy stempel z łbem kulowym wybrzusza półfabrykat. Zaczerniona część reprezentuje obszar wybrzuszenia. Wybrzuszenie ma następujące cechy.

- Odkształcenie wybrzuszenia spowodowane większą siłą uchwytu półfabrykatu lub ponieważ średnica półfabrykatu jest większa niż 3 ~ 4 razy większa od średnicy otworu matrycy, odkształcenie plastyczne jest ograniczone do stałego zakresu odkształcenia, materiał arkusza nie przenosi się do strefy odkształcenia, ani z zewnątrz strefy odkształcenia do strefy odkształcenia.
- W obszarze odkształcenia wybrzuszenia odkształcenie wybrzuszenia jest stanem dwukierunkowego naprężenia rozciągającego w kierunku płyty (naprężenie w kierunku grubości płyty jest ignorowane). Odkształcenie kończy się głównie poprzez zmniejszenie grubości materiału w kierunku wspierającym wydłużenie w kierunku płyty. Po odkształceniu grubość materiału maleje, a powierzchnia wzrasta.
- Ponieważ grubość półfabrykatu w stosunku do zewnętrznego rozmiaru półfabrykatu jest bardzo mała, zmiana naprężenia rozciągającego wzdłuż kierunku grubości płyty podczas odkształcenia wybrzuszenia jest bardzo mała, więc gdy siła wybrzuszenia zostanie usunięta po odbiciu jest mały, geometria przedmiotu obrabianego jest łatwa do ustalenia, a dokładność wymiarowa jest łatwa do zapewnienia.
- Ze względu na dwukierunkowy stan naprężenia rozciągającego materiału w kierunku płyty podczas wybrzuszenia, granica formowania jest głównie ograniczona przez pękanie rozciągające. Tak więc deformacja nie jest łatwa do wywołania zjawiska niestabilności i zmarszczek, powierzchnia gotowych części jest gładka, a jakość dobra.
Formowanie płaskiego kęsa
Gdy rozmiar półfabrykatu jest większy niż trzykrotny rozmiar odkształcenia, odkształcenie występuje tylko w obszarze styku z stemplem, co jest miejscowym wybrzuszeniem półfabrykatu. Typowe stosowane w produkcji to zbrojenie dociskowe, wypukłe kadłuby, wgłębienia, wzory i znaki itp. Rysunek 1-19 pokazuje kilka przykładów formowania falowania tą metodą. Po falowaniu formowanie części do tłoczenia, ze względu na zmianę momentu bezwładności części i utwardzanie materiału, może skutecznie poprawić sztywność i wytrzymałość części. W produkcji szeroko stosowana jest technologia prasowania prętów zbrojeniowych.

Rys. 1-19 Przykłady wypukłych części
Formy i wymiary usztywnień przedstawiono w tabeli 1-5. Gdy w krawędzi kęsa występuje miejscowe wybrzuszenie, ponieważ materiał krawędzi się kurczy, należy więc wcześniej odstawić margines cięcia, po uformowaniu, a następnie wyciąć.
| Nazwa | Diagram | r | h | D lub B | r | |
| Żebro prasowane | 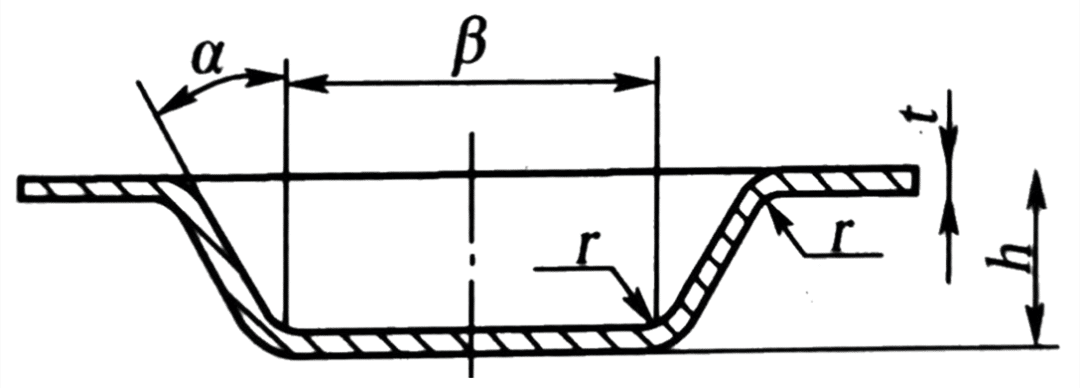 | (3-4)t | (2-3)t | (7-10) | (1-2)t | |
| Tłoczenie | 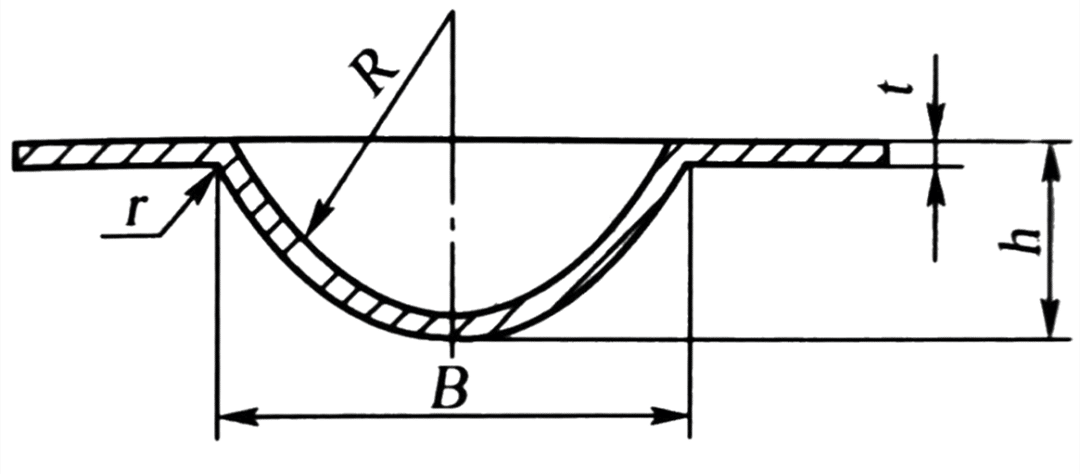 | (1,5-2)t | ≥3h | (0,5-1,5)t | 15°~30° | |
| Diagram | D(mm) | L(mm) | l(mm) | |||
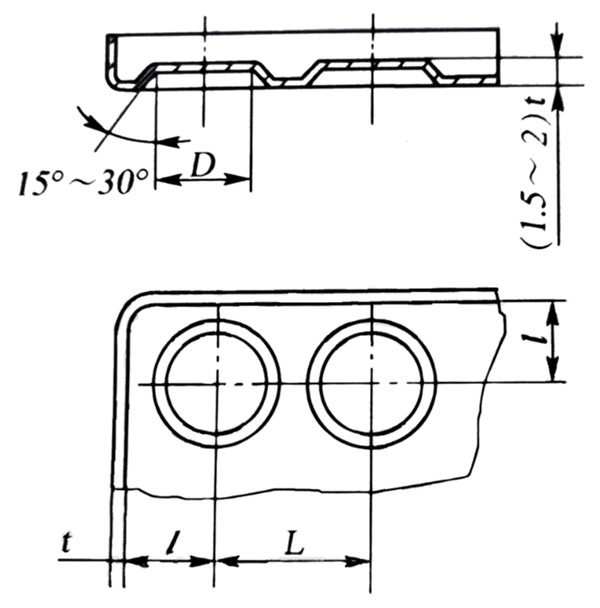 | 6.5 8.5 10.5 13 15 18 24 31 36 43 48 55 | 10 13 15 18 22 26 34 44 51 60 68 78 | 6 7.5 9 11 13 16 20 26 30 35 40 45 |
Zwykle istnieją dwie metody określania stopnia ostatecznego odkształcenia w metodzie formowania falistego, a mianowicie metoda badawcza i metoda obliczeniowa. Ostateczny stopień odkształcenia falistego formowania zależy głównie od właściwości materiału, kształtu geometrycznego części, struktury matrycy, metody wybrzuszenia i smarowania. Szczególnie w przypadku części o złożonym kształcie rozkład naprężeń i odkształceń jest bardziej złożony. Niebezpieczne części i stopień ostatecznego odkształcenia są na ogół określane metodą badania. W przypadku stosunkowo prostych, falistych części formujących, ostateczny stopień odkształcenia można w przybliżeniu określić zgodnie z następującym równaniem, jak pokazano na rys. 1-20.
εostateczny ja0 ( LL0 ) x 100% ≤ K [ δ ] (1-14)
W formule
εostateczny —Ostateczny stopień odkształcenia formowania falistego;
LL0— Czy odpowiednio długość przed i po odkształceniu materiału, mm;
[ δ ] – Wydłużenie odcinka materiału;
K — współczynnik kształtu, zbrojenie K = 0,70 ~ 0,75 (zbrojenie kuliste to największa wartość, zbrojenie trapezowe to najmniejsza wartość).

Jeżeli wymagane usztywnienia części przekraczają graniczny stopień odkształcenia, można przyjąć metodę pokazaną na rys. 1-21. W pierwszej procedurze, kulisty stempel o dużej średnicy jest używany do wybrzuszenia w celu uzyskania części procesowej, jak pokazano na Rys. 1-21 (a). W drugiej procedurze wymagany kształt i rozmiar części uzyskuje się, jak pokazano na rys. 1-21 (b). Jeśli te dwa procesy nie spełniają wymagań, konieczne jest zmniejszenie głębokości obrabianego przedmiotu.

- Gdy sztywny stempel jest używany do prasowania usztywnień w płaskim kęsie, następujący wzór może obliczyć wymagany nacisk przebijania.
F=tσbKL (1-15)
W formule
F — ciśnienie impulsowe, N;
L — obwód usztywnień, mm;
t — grubość materiału, mm;
σb—wytrzymałość materiału na rozciąganie, MPa;
Współczynnik K, zwykle przyjmuje 0,7 ~ 1,0 (przyjmuj dużą wartość, gdy kształt zbrojenia jest wąski i głęboki, przyjmuj małą wartość, gdy szerokość jest płytka).
- W przypadku miejscowego wybrzuszenia małych części o grubości mniejszej niż 1,5 mm i obszarze formowania mniejszym niż 2000 mm2 jest wykonywana na prasie korbowej, wymagane ciśnienie wykrawania F można w przybliżeniu określić za pomocą następującego wzoru.
F=Kt2A (1-16)
W formule
F — Wybrzuszenie nacisku stempla, N;
T — grubość materiału, mm;
A — obszar wybrzuszenia, mm2;
K — współczynnik wynosi 200~300 N/mm4 dla stali i 50 ~ 200 N/mm4 do miedzi i aluminium.
Wybrzuszenie pustego kęsa
Wybrzuszenie wydrążonego kęsa jest powszechnie znane jako wybrzuszenie. Jest to proces tłoczenia, w którym wydrążone części robocze lub półfabrykat rurowy rozszerzają się na zewnątrz wzdłuż kierunku promieniowego. Dzięki tej metodzie można formować produkty lub części, takie jak butle z gazem pod wysokim ciśnieniem, kuliste pojemniki, mieszki, trójniki rowerowe i tak dalej.
Stopień wybrzuszenia odkształcenia
Gdy wydrążony kęs wybrzusza się, materiał jest poddawany działaniu naprężenia rozciągającego, aby wywołać odkształcenie rozciągające, a ostateczny stopień odkształcenia jest wyrażony przez współczynnik wybrzuszenia K, jak pokazano na Rys. 1-22.
K = dmaks/D (1-17)
W formule
K — współczynnik wybrzuszenia i graniczny współczynnik wybrzuszenia (dmaks osiąga wartość graniczną d'maks gdy wybrzuszenie) wyraża się przez Kmaks;
Dmaks— maksymalna średnica części po wybrzuszeniu, mm;
D-Oryginalna średnica pustego kęsa, mm.

Zależność granicznego współczynnika wybrzuszenia K od wydłużenia stycznego wlewka wynosi
δ = ( dmaks – D ) = K – 1 lub K = 1 – δ (1-18)
Ponieważ stopień odkształcenia kęsa jest ograniczony przez wydłużenie materiału, odpowiedni współczynnik wybrzuszenia granicznego można obliczyć zgodnie z powyższym wzorem. Przybliżoną wartość granicznego współczynnika wybrzuszenia materiału można określić, przeglądając tabelę. Tabela 1-6 i Tabela 1-7 to współczynniki wybrzuszenia niektórych materiałów w celach informacyjnych.
| Materiał | Względna grubość półfabrykatu (t / D) x (%) | Względna grubość półfabrykatu (t / D) x (%) | Względna grubość półfabrykatu (t / D) x (%) | Względna grubość półfabrykatu (t / D) x (%) |
| 0.35~0.45 | 0.28~0.32 | |||
| Wyżarzanie | Bez wyżarzania | Wyżarzanie | Bez wyżarzania | |
| Aluminium | 1.25 | 1.2 | 1.2 | 1.15 |
| 10 stali | 1.2 | 1.10 | 1.15 | 1.05 |
| Metoda wybrzuszenia | Ogranicz współczynnik wybrzuszenia |
| Używając prostego wybrzuszenia gumy | 1.2~1.25 |
| Wybrzuszenie półwyrobu przez nałożenie gumki pod naciskiem osiowym | 1.6~1.7 |
| Wybrzuszenie po podgrzaniu lokalnie do 200 ~ 500 ℃ | 2.0~2.1 |
| Koniec stożkowego stempla jest wybrzuszony przez podgrzanie do 380 ℃ | ~3.0 |
Obliczanie wybrzuszenia kęsa
Jak widać na rys. 1-22, średnica półfabrykatu D wynosi
D = dmaks/ K (1-19)
Długość pustego L wynosi
L =l [ l + (0,3~0,4) δ ] + b (1-20)
W formule
l — długość szyny w strefie odkształcenia, mm;
δ — wydłużenie kęsa przy rozciąganiu stycznym;
B — Margines przycinania, zwykle zajmuje b=5~15 mm.
0,3-0,4 — współczynnik wymagany do zmniejszenia wysokości ze względu na wydłużenie styczne.
Wyznaczanie siły wybrzuszenia
Siłę wybrzuszenia F wymaganą do wybrzuszenia kęsa drążonego można obliczyć w następujący sposób:
F = p*A (1-21)
W formule
p — ciśnienie na jednostkę powierzchni wymagane do wybrzuszenia, MPa;
A — obszar wybrzuszenia, mm2.
Ciśnienie p na jednostkę powierzchni wymagane do wybrzuszenia można przybliżyć za pomocą poniższego równania.
p = 1,16 σb* 2t / dmaks (1-22)
W formule
σb—wytrzymałość materiału na rozciąganie, Mpa;
Dmaks— maksymalna średnica wybrzuszenia, mm;
t — pierwotna grubość materiału, mm.
Metoda wybrzuszenia
Metody wybrzuszania części pustych są ogólnie podzielone na wybrzuszanie stempla sztywnego i wybrzuszanie stempla miękkiego.
Jak pokazano na rys. 1-23, sztywny stempel jest wybrzuszony. Przebijak jest w formie klapy składowej, a stożkowy granulat służy do wypchnięcia podzielonego stempla, aby części robocze wybrzuszyły się i uzyskały wymagany kształt. Im większa liczba wykrojonych stempli, kształt przedmiotu obrabianego i dokładność są lepsze. Wadą jest jednak to, że trudno jest uzyskać prawidłowy korpus obrotowy z dużą precyzją, odkształcenie nie jest jednolite, a struktura matrycy jest złożona.

1 — cios dzielony; 2 — Wrzeciono; 3 — Puste; 4 — Tłok
Jak pokazano na rys. 1-24, miękkie wybrzuszenie stempla, którego zasadą jest użycie gumowego, płynnego, gazowego i stalowego śrutu zamiast sztywnego stempla. Jednolita deformacja kęsów wypukłych z miękkiego stempla może tworzyć skomplikowane kształty części, dzięki czemu jest szeroko stosowana w produkcji.

Rys. 1-24 Wybrzuszenie miękkiego stempla
1 — cios; 2 — Matryca blokowa wklęsła; 3 — guma; 4-Klin boczny; 5 — płynny
Zmniejsz usta
Skurcz jest procesem formowania, w którym średnica wlotu rurowej lub wstępnie wytłoczonej części cylindrycznej jest zmniejszana przez ciśnienie w otworze, który jest podzielony na wlot dociskowy stempla i obrotowy wlot dociskowy. Technologia kurczenia jest szeroko stosowana w życiu codziennym, może być stosowana do łusek, pocisków, stalowych butli gazowych, wspornika ramy rowerowej, rury siodełkowej poduszki rowerowej, ciągnienia rur stalowych i tak dalej.
Stopień odkształcenia i charakterystyka odkształcenia skurczu ust
Rys. 1-25 przedstawia wykres naprężenie-odkształcenie skurczu. W procesie skrawania maksymalnym naprężeniem głównym powinno być styczne naprężenie ściskające, strefa odkształcenia kęsa pod wpływem dwukierunkowego naprężenia ściskającego, tak aby wzrosła wysokość kęsa, zmniejszyła się grubość ścianki i średnica. Jednocześnie w strefie nieodkształconej na ściance cylindra może wystąpić odkształcenie niestabilności osiowej pod wpływem nacisku skurczu F. Dlatego ostateczny stopień odkształcenia skurczu jest ograniczony głównie przez warunek niestabilności, a głównym problemem jest Rozwiązaniem jest zapobieganie niestabilności.
Współczynnik skurczu N służy do reprezentowania stopnia odkształcenia skurczu, jak pokazano na rys. 1-25.
n = d / D (1-23)

W formule
d — średnica po obkurczeniu, mm;
D — średnica przed skurczem, mm.
Im mniejszy współczynnik skurczu N, tym większy stopień odkształcenia. Tabela 1-8 to średni współczynnik skurczu różne materiały i grubości, a Tabela 1-9 jest wartością odniesienia dopuszczalnego granicznego współczynnika skurczu różnych materiałów i trybów podparcia. Z Tabeli 1-8 i Tabeli 1-9 widać, że im lepsza plastyczność materiału, tym większa grubość i mniejszy współczynnik skurczu. Ponadto, gdy matryca podtrzymuje ściankę cylindra, graniczny współczynnik skurczu może być mniejszy.
| Materiał | Grubość materiału t (mm) | Grubość materiału t (mm) | Grubość materiału t (mm) |
| 1 | >0,5 ~ 1 | ~ 0.5 | |
| Stal | 0.7 ~ 0.65 | 0.75 | 0.8 |
| Mosiądz | 0.7 ~ 0.65 | 0.8 ~ 0.7 | 0.85 |
| Materiał | Wspieranie sposób | Wspieranie sposób | Wspieranie sposób |
| Nieobsługiwane | Wsparcie zewnętrzne | Wsparcie wewnętrzne i zewnętrzne | |
| Aluminium | 0.65 ~ 0.72 | 0.53 ~ 0.57 | 0.27 ~ 0.32 |
| Duraluminium (wyżarzone) | 0.73 ~ 0.80 | 0.60 ~ 0.63 | 0.35 ~ 0.40 |
| Duraluminium (hartowanie) | 0.75 ~ 0.80 | 0.68 ~ 0.72 | 0.40 ~ 0.43 |
| Mosiądz H62, H68 | 0.65 ~ 0.70 | 0.50 ~ 0.55 | 0.27 ~ 0.32 |
| Stal miękka | 0.70 ~ 0.75 | 0.55 ~ 0.60 | 0.30 ~ 0.35 |
Obliczanie procesu skurczu
Liczba skurczów
Jeżeli współczynnik skurczu n przedmiotu obrabianego jest większy niż dopuszczalny współczynnik skurczu, może to być formowanie skurczowe. W przeciwnym razie wymagane są wielokrotne skurcze. Liczbę skurczu k można oszacować według następującego wzoru.
k = lgn / lgn0 = ( lgd – lgD ) / lgn0 (1-24)
We wzorze n0 jest średnim współczynnikiem skurczu, jak pokazano w Tabeli 1-8.
W przypadku wielokrotnych skurczów pierwszy współczynnik skurczu n1 = 0,9 n0 jest ogólnie przyjmowany, a kolejny to nx = (1,05~1,10) n0. Po każdym zabiegu skurczu najlepiej przeprowadzić jeden zabieg annealingu.
Średnica każdego skurczu
D1=n1D
D2=nxD1=n1nxD
D3=nxD1=n1nx2D
…
Dx=nxDx-1=n1nxx-1D (1-25)
Dx powinna być równa średnicy skurczu przedmiotu obrabianego. Po skurczu, z powodu odbicia, obrabiany przedmiot powinien być o 0,5% ~ 0,8% większy niż rozmiar formy.
Wysokość kęsa
W przypadku kurczącego się przedmiotu, jak pokazano na rys. 1-26, wysokość wlewka przed obkurczeniem oblicza się według następującego wzoru.

Przedmioty obrabiane, jak pokazano na rysunku 1-26 (a):

Przedmioty obrabiane, jak pokazano na rysunku 1-26 (b):

Przedmioty obrabiane, jak pokazano na rysunku 1-26 (c):

Zmniejszenie siły
Jak pokazano na rys. 1-26 (a), siłę skurczu części stożkowej można obliczyć za pomocą poniższego wzoru.

W formule
μ — współczynnik tarcia między półfabrykatem a powierzchnią styku matrycy;
b — wytrzymałość materiału na rozciąganie, MPa;
K — Współczynnik prędkości, K=1,15 podczas pracy na prasie korbowej.
Pozostałe symbole pokazano na rysunku 1-26.
Kurcząca się struktura matrycy
Jak pokazano na rys. 1-27, konstrukcja typowej matrycy skurczowej wykonana jest ze stali nr 08 o grubości materiału 1 mm. Obrabiany przedmiot powstaje poprzez głębokie tłoczenie cylindra, a następnie proces skurczu. Zasada działania matrycy polega na tym, że półfabrykat jest najpierw umieszczany w zewnętrznej tulei nośnej, górna matryca jest skierowana w dół, a zewnętrzna tuleja nośna i wklęsła matryca są najpierw stykane w celu zakończenia skurczu. Forma przepycha materiał przez drogę wykrawania.

1 — Popychacz; 2 — dolny szablon; 3、14 – Śruby; 4、11 – Szpilka; 5-Stała płyta; 6 — Blok; 7-huśtawka rękaw; 8 – Zgiń; 9-górny wylot; 10 — Szablon; 12 — Pręt do karmienia; 13 — uchwyt formy; 15 — Filar prowadzący; 16 — Krzak prowadzący



Ułatw mi projektowanie bardziej skomplikowanych matryc do formowania.