4 tipi di deformazioni locali nel processo di stampaggio dei metalli

Tempo di lettura stimato: 37 minuti
Introduzione al processo di stampaggio dei metalli
Il processo di stampaggio più elementare come il taglio, la piegatura, l'imbutitura profonda, oltre a questo ci saranno altri processi di formatura, come i processi di stampaggio a banco, flangiatura, rigonfiamento e riduzione. Il processo di stampaggio ha in comune l'appartenenza alla deformazione locale, sono tutti attraverso il metodo di deformazione locale per modificare la forma del materiale o del processo e la dimensione del grezzo. Vale a dire, con una varietà di diverse proprietà di deformazione locale per modificare lo sbozzato (o mediante tranciatura, piegatura, imbutitura e altri metodi di semilavorati) la forma e le dimensioni del processo di stampaggio è chiamata formatura. Oppure oltre alla piegatura e all'imbutitura per produrre la deformazione plastica, altri processi di stampaggio possono essere chiamati formatura, forma principale, flangiatura, ritiro, rigonfiamento e formatura ondulata, ecc.
Diversi metodi di stampaggio hanno le loro diverse caratteristiche. Per quanto riguarda la forma, poiché è una deformazione locale della traccia, generalmente non produce increspature o screpolature, il problema principale è il ritorno elastico. Per flangiatura, rigonfiamento, appare spesso il fenomeno del danno da trazione, questo è principalmente perché sono deformazioni a trazione, l'area di deformazione dello stress di trazione è troppo grande. Per quanto riguarda il ritiro e la flangiatura esterna, l'instabilità e il raggrinzimento sono spesso causati da un'eccessiva sollecitazione di compressione da deformazione, perché sono soggetti a deformazione da compressione. Nella formulazione del processo di formatura e nella progettazione dello stampo, ogni parametro di processo dovrebbe essere ragionevolmente determinato in base alle caratteristiche di deformazione.
In questo documento, il design degli stampi di flangiatura delle parti della boccola, come mostrato in Fig. 1-1, viene utilizzato come supporto per visualizzare in modo completo quattro processi di formatura, come dimensionamento, flangiatura, restringimento e rigonfiamento.

Quattro tipi di deformazioni locali
Correzione della forma
La correzione della forma include il livellamento e la sagomatura, che appartiene al processo di formatura della medicazione. Viene principalmente eseguito dopo tranciatura, piegatura, imbutitura e altri processi di stampaggio, principalmente al fine di tagliare la rugosità, il raggio di raccordo o alcune forme e dimensioni delle parti di stampaggio secondo i requisiti qualificati.
Il processo di modellatura regolare della scuola ha le seguenti caratteristiche.
- La precisione dello stampo utilizzato per la calibrazione è elevata perché la precisione del pezzo dopo la calibrazione è maggiore.
- Solo nella posizione locale della procedura di lavoro per produrre una piccola deformazione plastica per raggiungere lo scopo di migliorare la forma e l'accuratezza dimensionale delle parti.
- Poiché la calibrazione appartiene al processo di finitura e il ritorno elastico è il problema principale, la forza di calibrazione dovrebbe essere applicata alle parti del processo quando la pressa raggiunge il punto morto inferiore. La migliore attrezzatura utilizzata è la pressa fine o la pressa meccanica con buona rigidità e dispositivo di protezione da sovraccarico.
Il livellamento
Il livellamento viene solitamente eseguito dopo il processo di tranciatura. Come la tranciatura dopo la produzione della curva a cupola, in particolare il dispositivo non pressante della tranciatura continua derivante dalla produzione di più irregolari. Per la planarità dei requisiti più elevati delle parti sarà necessario livellare.
A seconda dello spessore della lastra e delle esigenze della superficie, è possibile utilizzare il livellamento liscio dello stampo o il livellamento del dente.
Per sottili e morbidi e non consentono rientranze sulla superficie delle parti, generalmente dovrebbe essere utilizzata una trafila liscia. La matrice liscia ha scarso effetto sulla modifica dello stato di sollecitazione interna del materiale e c'è ancora un grande rimbalzo, specialmente per le parti di materiali ad alta resistenza. L'effetto livellante è scarso. Nella produzione effettiva, a volte le parti della procedura di lavoro vengono impilate schiena contro schiena (piegandosi nella direzione opposta) a livello, il che può ricevere un certo effetto. Per rendere il livellamento non influenzato dalla precisione di guida del pattino della pressa, è opportuno che lo stampo di livellamento adotti una struttura flottante. Come mostrato in Fig. 1-2, lo stampo di livellamento è liscio. L'applicazione di una matrice liscia per la calibrazione, a causa del rimbalzo maggiore, in particolare per parti di materiale ad alta resistenza, l'effetto di livellamento è relativamente scarso.

Fig. 1-2 Diagramma schematico di una matrice di livellamento flottante liscia
Poiché i requisiti di planarità sono elevati, il materiale è costituito da parti spesse o il limite di resistenza è costituito da parti di materiale duro elevato, di solito adottare il livellamento dello stampo di livellamento dei denti. Esistono due tipi di stampi a forma di dente: denti fini e denti grossolani. I denti superiori e inferiori sono intersecati, come mostrato in Fig. 1-3, in cui i denti fini sono mostrati in Fig. 1-3 (a), i denti grossolani sono mostrati in Fig. 1-3 (b) e la dimensione del dente è mostrata nella figura. Dopo il livellamento con una matrice di livellamento a denti fini, la superficie del pezzo presenta segni residui di denti fini. La matrice di livellamento a denti grossi è adatta per lo spessore più piccolo di alluminio, bronzo, ottone e altre parti. La matrice di livellamento del dente fa sì che il piano scolastico delle parti formi molti piccoli punti di deformazione plastica, modifichi lo stato di sollecitazione originale delle parti, riduca il rimbalzo e l'effetto di livellamento sia buono.
La forza di livellamento può essere calcolata secondo la seguente formula:
F=AP (1-1)
Nella formula:
F—forza di livellamento, N;
A—area delle parti di livellamento, mm2;
P—Pressione per unità di area di livellamento, MPa, come mostrato nella Tabella 1-1.

Fig. 1-3 Diagramma schematico della matrice di allineamento dei denti
| Metodi | P (MPa) | Metodi | P (MPa) |
| Livellamento della superficie liscia | 50~80 | Sagomatura delle parti di forma aperta | 50~100 |
| Livellamento dei denti fini livellamento della matrice | 80~120 | Parti di imbutitura per ridurre il raccordo e sul fondo, sagomatura laterale | 150~200 |
| Livellamento grossolano dei denti Livellamento dello stampo | 100~150 |
La modellatura
La sagomatura comunemente utilizzata nell'imbutitura profonda, nella piegatura o in altri processi di formatura, attraverso il processo di lavorazione a macchina, lo stampaggio ha sostanzialmente preso forma, ma forse il raggio è troppo grande o una certa forma e dimensione non hanno ancora raggiunto i requisiti dei prodotti, è possibile utilizzare lo stampo in plastica per produrre un processo di deformazione plastica localizzata, per raggiungere lo scopo di migliorare la precisione. Lo stampo di sagomatura e lo stampo di formatura prima del processo sono simili, ma la precisione e la rugosità della parte in lavorazione sono maggiori e il raggio del raccordo e lo spazio vuoto sono più piccoli.
Il metodo di sagomatura per piegare le parti è mostrato in Fig. 1-4. Durante la modellatura, l'intera procedura di lavoro è nello stato di sollecitazione della compressione a tre direzioni, che modifica lo stato di sollecitazione della procedura di lavoro per ottenere un migliore effetto di modellatura. La lunghezza del semilavorato prima della sagomatura è leggermente maggiore della lunghezza delle parti per garantire che il materiale sia in uno stato di sollecitazione a tre vie durante la sagomatura.

Fig. 1-4. Sagomatura di parti piegabili
La sagomatura delle parti di disegno flangiate è mostrata in Fig. 1-5. La sagomatura del raggio del raccordo alla radice della flangia piccola richiede che la parte esterna del raccordo sia riempita di materiale. Se il raggio del raccordo cambia notevolmente, l'altezza dei semilavorati può essere maggiore dell'altezza delle parti durante la progettazione del processo. Il supplemento di materiale può essere ottenuto dalla parte diritta della parete durante la sagomatura, come mostrato in Fig. 1-5 (a) (h' è l'altezza dei semilavorati e h è l'altezza dei prodotti finiti).
Se l'altezza del semilavorato è uguale all'altezza delle parti, il supplemento di materiale può essere ottenuto anche dalla contrazione della flangia. Tuttavia, quando il diametro della flangia è troppo grande, il ritiro non può essere ottenuto nel processo di sagomatura. In questo momento, il materiale può essere integrato solo dall'assottigliamento della radice e del materiale vicino, come mostrato in Fig. 1-5 (b) come mostrato, dalle caratteristiche di deformazione, equivale a una piccola deformazione rigonfia, quindi il la precisione di sagomatura è elevata, ma la parte di deformazione dell'allungamento del materiale non deve essere maggiore di 2% ~ 5%, altrimenti l'eccessivo allungamento delle parti potrebbe rompersi.

Le parti cilindriche diritte per imbutitura profonda possono rendere il gioco dello stampo in plastica uguale a (0,9 ~ 0, 95) t, la parete diritta delle parti in plastica leggermente più sottile. Questa sagomatura può essere eseguita anche in combinazione con il processo di imbutitura profonda finale.
Flangiatura
La flangiatura è il bordo del foro o il bordo esterno della parte sotto l'azione dello stampo per ottenere la verticale o un certo angolo del bordo dritto. In base alle sue caratteristiche di processo, la flangiatura può essere suddivisa in flangiatura interna (come mostrato in Fig. 1-6 (a) e (b)) e flangiatura esterna. La flangiatura del bordo esterno può essere suddivisa in flangiatura del bordo esterno convesso (come mostrato in Fig. 1-6 (c)); Il bordo esterno concavo è flangiato (come mostrato in Fig. 1-6 (d)). Inoltre, in base al cambiamento dello spessore del bordo verticale, può essere suddiviso in flangiatura sottile costante e flangiatura assottigliata. Le parti di flangiatura effettive sono mostrate in Fig. 1-7.


Flangiare il foro interno
Flangiatura a foro tondo
- Caratteristiche di deformazione e coefficiente di flangiatura della flangiatura a foro tondo
Il metodo della griglia può essere utilizzato anche per la flangiatura di fori rotondi. La deformazione può essere analizzata osservando i cambiamenti della mesh prima e dopo la deformazione, come mostrato in Fig. 1-8. Si può vedere dalla figura che l'area di deformazione è la parte anulare compresa tra il diametro d e D1. Dopo la flangiatura, la griglia delle coordinate cambia dalla forma a ventaglio al rettangolo. Si può vedere che il materiale nella zona di deformazione si allunga lungo la direzione tangenziale e più è vicino all'orifizio, maggiore sarà l'allungamento, che è vicino allo stato di sollecitazione di trazione unidirezionale. La deformazione tangenziale è la più grande delle tre deformazioni principali. La distanza tra i cerchi concentrici non cambia in modo significativo, quindi la deformazione radiale è piccola e la dimensione radiale è leggermente ridotta.
Lo spessore della parete del bordo verticale è assottigliato, soprattutto in corrispondenza dell'orifizio. Gli stati di sollecitazione e deformazione mostrati in figura riflettono queste caratteristiche deformative dell'analisi di cui sopra. Il pericolo principale della flangiatura del foro rotondo è che il bordo del foro sia incrinato. La condizione di rottura dipende dal grado di deformazione.

Il grado di deformazione della flangiatura del foro circolare è rappresentato dal rapporto tra il diametro d del foro prefabbricato prima della flangiatura e il diametro D dopo la flangiatura K. Ovvero:
K=d/D (1-2)
K è chiamato coefficiente di flangiatura. Ovviamente K è sempre minore di 1. Minore è il valore di K, maggiore è il grado di deformazione. In fase di flangiatura, il valore minimo K che può essere raggiunto a condizione che il bordo del foro non si incrini è detto coefficiente limite di flangiatura espresso da Kmin. I principali fattori che influiscono sul coefficiente limite di flangiatura sono le proprietà meccaniche del materiale, la forma del punzone, il rapporto tra l'apertura prima della flangiatura e lo spessore del materiale e il metodo di lavorazione del foro prefabbricato del materiale, ecc. I fori prefabbricati sono principalmente lavorato mediante punzonatura o perforazione. I coefficienti di flangiatura limite dell'acciaio a basso tenore di carbonio in varie condizioni ei coefficienti di flangiatura di vari materiali sono mostrati nella Tabella 1-2.
| Forma del pugno | Metodo di lavorazione del foro | Diametro relativo del foro prefabbricato | ||||||||||
| 100 | 50 | 35 | 20 | 15 | 10 | 8 | 6.5 | 5 | 3 | 1 | ||
| Punzone cilindrico | Punzonatura | 0.80 | 0.70 | 0.60 | 0.50 | 0.45 | 0.42 | 0.40 | 0.37 | 0.35 | 0.30 | 0.25 |
| 0.85 | 0.75 | 0.65 | 0.60 | 0.55 | 0.52 | 0.50 | 0.50 | 0.48 | 0.47 | — | ||
| Pugno sporgente | Punzonatura | 0.70 | 0.60 | 0.52 | 0.45 | 0.40 | 0.36 | 0.33 | 0.31 | 0.30 | 0.25 | 0.20 |
| 0.75 | 0.65 | 0.57 | 0.52 | 0.48 | 0.45 | 0.44 | 0.43 | 0.42 | 0.42 | — |
Nota:
Quando il Kmin viene utilizzato il valore nella tabella, piccole crepe appariranno sul bordo della bocca dopo l'effettiva flangiatura. Se il pezzo non può incrinarsi, il coefficiente di flangiatura deve essere aumentato di 10% ~ 15%.
L'altezza h della prima imbutitura e poi della tornitura del foro è nota dalla Fig. 1-10 (calcolata secondo la linea mediana).
- Il calcolo del processo di flangiatura a foro rotondo
Nel calcolo del processo di flangiatura, è necessario calcolare il diametro del foro prefabbricato d in base alla dimensione del pezzo D e calcolare l'altezza di flangiatura H. Quando il grezzo piatto non può essere sformato direttamente all'altezza H richiesta, si è necessario disegnare i primi, praticare i fori nella parte inferiore del disegno e quindi eseguire la flangia. Questo documento discute rispettivamente di due tipi di flangiatura piana e flangiatura per imbutitura profonda.
Prima della flangiatura, è necessario lavorare i fori prefabbricati sulla billetta, come mostrato in Fig. 1-9. La formula per determinare il diametro del foro prefabbricato d è la seguente

d = D-2 (H-0.43r-0.72t) (1-3)
L'equazione sopra può essere convertita nel calcolo dell'altezza H del bordo verticale.
H = (D – d) / 2 + 0,43 r + 0,72 t = D(1-K)/2 + 0,43 r + 0,72 t (1-4)
Sostituendo K nell'equazione precedente, è possibile ottenere l'altezza di flangiatura massima consentita Hmax.
hmax = D(1-Kmin) + 0,43 r + 0,72 t (1-5)
Quando l'altezza del pezzo è H>Hmax, una formazione di tornitura del foro può portare alla rottura del bordo di orientamento delle parti. In questo momento è possibile utilizzare il primo imbutitura profonda, quindi la parte inferiore del disegno può essere perforata e flangiata. In questo caso, occorre determinare prima l'altezza massima che può essere raggiunta dalla flangiatura dopo il pre-disegno, quindi l'altezza di imbutitura e il diametro di pre-punzonatura devono essere determinati in base all'altezza della flangiatura e all'altezza dei pezzi.

h=(Dd)/2 – (r + t/2) – π(r + t/2)/2
Dopo aver finito
h≈(Dd)/2 + 0,57r = D(1 – k)/2 + 0,57r (1-6)
Il diametro del foro prefabbricato d è
d = KD o d = D + 1. 14 r – 2 h (1-7)
L'altezza del disegno h è
h'=H – h + r (1-8)
Il fenomeno dell'assottigliamento della bocca del bordo verticale e flangiato è più grave. Il suo valore approssimativo è calcolato come segue.
")
- Calcolo della forza di flangiatura
La forza di flangiatura F è generalmente piccola. Quando viene utilizzato il punzone a fondo piatto cilindrico, la forza di flangiatura del foro rotondo può essere calcolata come
F = 1,1 π (Dd) t σS (1-10)
Nella formula:
F—forza di rotazione del foro, N;
D: il diametro mediano del bordo verticale dopo la flangiatura, mm;
d-il diametro iniziale del foro circolare, mm;
t—spessore del grezzo, mm;
σS —il limite di snervamento del materiale, MPa.
- Capovolgere il disegno dello stampo
In generale, trafila e trafila hanno molte somiglianze, ci sono anche premilamiera e non premilamiera, formali e ribaltabili. Allo stesso tempo, lo stampo di ribaltamento generalmente non ha bisogno di impostare il telaio dello stampo. La Fig. 1-11 mostra le dimensioni e le forme di diversi punzoni ribaltabili per fori tondi comuni. La Fig. 1-11 (a)~(c) mostra il punzone di flangiatura con grandi fori. In termini di vantaggio della deformazione flangiata, il pugno parabolico è il migliore, il pugno a sfera è il successivo e il pugno piatto è il secondo. Dalla difficoltà di elaborazione del pugno per vedere il contrario.
La Fig. 1-11 (d) ~(f) mostra un'estremità del punzone con una parte guida più lunga. La Fig. 1-11 (d) viene utilizzata per la flangiatura con un diametro del foro superiore a 10 mm, la Fig. 1-11 (e) viene utilizzata per la flangiatura con un diametro del foro inferiore a 10 mm e la Fig. 1-11 (f ) viene utilizzato per la flangiatura imprecisa senza preforo. Il raggio del raccordo del punzone dovrebbe essere il più ampio possibile, il che favorisce la tornitura dei fori.
Il divario superficiale singolo tra il dado convesso e concavo è (0, 75 ~ 0,85) volte più spesso.

Fig. 1-11 Struttura e dimensioni del punzone e della matrice di flangiatura per fori tondi

Fig. 1-11 Struttura e dimensioni del punzone e della matrice di flangiatura per fori tondi
Flangiatura del foro non circolare
Il foro rotondo è anche chiamato foro a forma speciale, dal diverso raggio di curvatura dell'arco convesso, dell'arco concavo e delle linee rette, che si formano a causa di ciascuna parte delle proprietà di sollecitazione e deformazione sono diverse, l'area della parte lineare II può essere considerata come deformazione flessionale, area della sezione dell'arco convesso I deformazione della flangiatura, può essere considerata come arco concavo, l'area della parte III può essere vista come deformazione del disegno, come mostrato in Fig. 1-12.

La forma e la dimensione di espansione dei fori prefabbricati sono calcolate secondo il metodo di espansione rispettivamente di piegatura, tornitura e disegno e collegate da un arco circolare liscio. Il coefficiente di flangiatura Kf del foro non circolare (generalmente riferito al coefficiente di flangiatura della piccola parte ad arco circolare) può essere inferiore al coefficiente di flangiatura K del foro circolare, che è approssimativamente
Kf= (0,85 ~ 0,90)K (1-11)
Per il coefficiente limite di flangiatura dei fori non circolari, fare riferimento alla Tabella 1-3 in base all'angolo centrale α di ciascun segmento di arco.
| α(°) | 180~360 | 165 | 150 | 135 | 120 | 105 | 90 | 75 | 60 | 45 | 30 | 15 | 0 | |
| Il rapporto d/t | 50 | 0.8 | 0.73 | 0.67 | 0.6 | 0.53 | 0.47 | 0.4 | 0.33 | 0.21 | 0.2 | 0.14 | 0.07 | Piegare deformazione |
| 33 | 0.6 | 0.55 | 0.5 | 0.45 | 0.4 | 0.35 | 0.3 | 0.25 | 0.2 | 0.15 | 0.1 | 0.05 | ||
| 20 | 0.52 | 0.48 | 0.43 | 0.39 | 0.35 | 0.30 | 0.26 | 0.22 | 0.17 | 0.13 | 0.09 | 0.04 | ||
| 12~8.3 | 0.5 | 0.46 | 0.42 | 0.38 | 0.33 | 0.29 | 0.25 | 0.21 | 0.17 | 0.13 | 0.08 | 0.04 | ||
| 6.6 | 0.48 | 0.44 | 0.4 | 0.36 | 0.32 | 0.28 | 0.24 | 0.2 | 0.16 | 0.12 | 0.08 | 0.04 | ||
| 5 | 0.46 | 0.42 | 0.38 | 0.35 | 0.31 | 0.27 | 0.23 | 0.19 | 0.15 | 0.12 | 0.08 | 0.04 | ||
| 3.3 | 0.45 | 0.41 | 0.375 | 0.34 | 0.30 | 0.26 | 0.225 | 0.185 | 0.145 | 0.11 | 0.08 | 0.04 |
Flangiare il bordo esterno
In base alle proprietà di deformazione, la flangiatura esterna può essere suddivisa in flangiatura ad allungamento e flangiatura a compressione.
Flangiatura di tipo allungamento
La flangiatura su un piano o superficie lungo una curva concava e non chiusa rientra in questa categoria, come mostrato in Fig. 1-13. La caratteristica comune della flangiatura è che la zona di deformazione della billetta produce principalmente una deformazione di allungamento tangenziale sotto l'azione della sollecitazione di trazione tangenziale, quindi il bordo è facile da incrinare e il grado di deformazione è spesso espresso da Eestensione.
eestensione=b/(Rb) (1-12)
Le deformazioni ammissibili dei materiali comuni sono mostrate nella Tabella 1-4.
| Nome e marca del materiale | ΕVotax100 | Εpressionex100 | Nome e marca del materiale | ΕVotax100 | Εpressionex100 | ||||||
| Stampaggio in gomma | Formatura di stampi | Stampaggio in gomma | Formatura di stampi | Stampaggio in gomma | Formatura di stampi | Stampaggio in gomma | Formatura di stampi | ||||
| ottone | H62 morbido | 30 | 40 | 8 | 45 | acciaio | 10 | — | 38 | — | 10 |
| H62 duro | 10 | 14 | 4 | 16 | 20 | — | 22 | — | 10 | ||
| H68 morbido | 35 | 45 | 8 | 55 | 1Cr18Ni9 morbido | — | 15 | — | 10 | ||
| H68 semidura | 10 | 14 | 4 | 16 | 1Cr18Ni9 duro | — | 40 | — | 10 | ||
| 2Cr18Ni9 | — | 40 | — | 01 | |||||||
| Lega di alluminio | L4 morbido | 25 | 30 | 6 | 40 | Lega di alluminio | LF2 duro | 5 | 8 | 3 | 12 |
| L4 duro | 5 | 8 | 3 | 12 | LY12 morbido | 14 | 20 | 6 | 30 | ||
| LF21 morbido | 23 | 30 | 6 | 40 | LY12 duro | 6 | 8 | 0.5 | 9 | ||
| LF21 duro | 5 | 8 | 3 | 12 | LY11 morbido | 14 | 20 | 4 | 30 | ||
| LF2 morbido | 20 | 25 | 6 | 35 | LY11 difficile | 5 | 6 | 0 | 0 |
La deformazione della flangiatura del piano allungato è simile alla flangiatura del foro. Durante la flangiatura, la distribuzione delle sollecitazioni nell'area di deformazione non è uniforme, il che porta al fenomeno che l'altezza del bordo verticale è alta ad entrambe le estremità e bassa al centro dopo la flangiatura. Per ottenere un'altezza di flangiatura piatta, le linee di contorno su entrambe le estremità della billetta devono essere rifilate prima della flangiatura. La forma mostrata dalla linea tratteggiata in Fig. 1-13 (a) è sagomata dopo la rifilatura.
Nella flangiatura della superficie allungata, il fenomeno della raggrinzatura è facile che si verifica nel mezzo del fondo della billetta, generalmente nella progettazione dello stampo dovrebbe essere utilizzato per impedire l'uso del forte dispositivo di pressatura, allo stesso tempo per creare condizioni favorevole alla flangiatura, per prevenire la parte centrale della flangiatura prematura causata da un'eccessiva deformazione dell'allungamento e persino dalla fessurazione del bordo verticale.

Fig. 1-13. Flangiatura di tipo allungamento
Flangiatura di tipo a compressione
La flangiatura di un piano o di una superficie lungo una curva convessa e non chiusa è una flangiatura a compressione, come mostrato in Fig. 1-14. La sua caratteristica è che l'area di deformazione della billetta è soggetta principalmente a sollecitazioni di compressione tangenziale, quindi il pezzo è facile da raggrinzire durante la formatura. Grado di deformazione Epressione è indicato come
epressione=b/(R+b) (1-13)

Fig. 1-14 Flangiatura della classe di compressione
La deformazione della flangiatura del piano di compressione è simile all'imbutitura profonda, a causa della distribuzione non uniforme delle sollecitazioni sul bordo verticale durante la flangiatura, l'altezza del bordo verticale della parte dopo la flangiatura appare alta al centro e bassa a entrambe le estremità.
Per ottenere un bordo verticale piatto, la forma espansa della billetta deve essere modificata, come mostrato in Fig. 1-14 (a) linea tratteggiata. La flangiatura non può essere corretta quando l'altezza è piccola. Inoltre, quando l'altezza di flangiatura è elevata, lo stampo deve essere progettato in modo da evitare l'increspatura del dispositivo di pressatura.
La struttura del dado di flangiatura
I tipi di struttura degli stampi di flangiatura comuni sono mostrati in Fig. 1-15, che sono simili alla struttura degli stampi per imbutitura profonda

Fig. 1-15 Tipi di struttura degli stampi di flangiatura
1—Pulsante; 2, 7, 9: dado convesso e concavo; 3—Muori; 4—Pugno;
5—Pugno di perforazione; 6—Anello portasalviette; 8—Dado concavo tranciato; 10—Tetto
La Fig. 1-16 mostra lo stampo composito di flangiatura interna ed esterna. Dal disegno delle parti del pezzo si può vedere che i bordi interni ed esterni del pezzo devono essere flangiati. Lo sbozzato è posizionato sul pezzo 7 e il pezzo 7 è montato sulla piastra di pressatura 5. La parte 7 stessa è la filiera di flangiatura del bordo interno. La piastra di pressatura deve essere assemblata con la matrice di flangiatura 3 del bordo esterno per garantirne la posizione precisa secondo il gioco con H7/h6. In questo momento, il piatto di pressatura non svolge solo il ruolo di pressatura e sagomatura. Quindi, quando si preme al punto morto inferiore, dovrebbe essere in contatto rigido con la sede della filiera inferiore e, infine, svolgere il ruolo della parte superiore.
Dopo la flangiatura del bordo interno, sotto l'azione della molla, il blocco di sollevamento 6 ha sollevato il pezzo dalla matrice di flangiatura del bordo interno 7. Spingere la piastra 8 a causa del ruolo della molla, stampando mantenere sempre il contatto con il grezzo. Al punto morto inferiore e punzonare il contatto rigido della piastra fissa 2, quindi anche la piastra di spinta 8 svolge un ruolo di sagomatura, fuori dal pezzo è relativamente liscia. Sullo stampo fuori dalle parti, tenendo conto che la molla potrebbe essere una resistenza insufficiente, l'uso finale del dispositivo di spinta rigido verrà espulso dal pezzo.

1—Punzone flangia esterna; 2—Piastra di fissaggio del punzone; 3—Dado di flangiatura del bordo esterno;4—Punzone di flangiatura del bordo interno; 5—piastra pressa; 6—Blocco pezzo superiore; 7—Dado di flangiatura del bordo interno; 8—Piastra di spinta
Rigonfiamento
Sotto l'azione della matrice, il grezzo è costretto a ridurre lo spessore e la superficie di aumento, per ottenere la geometria delle parti il metodo di lavorazione dello stampaggio è chiamato rigonfiamento. Il processo di rigonfiamento ha le sue caratteristiche uniche, la zona di deformazione rigonfia nella direzione della superficie della piastra è uno stato di sollecitazione di trazione a due vie, nella direzione dello spessore della piastra si sta assottigliando la deformazione, ovvero l'assottigliamento dello spessore e l'aumento della superficie. Il rigonfiamento viene utilizzato principalmente per la formatura locale di semilavorati piatti come barre d'armatura, modelli di modelli e segni, il rigonfiamento di semilavorati cavi come soffietti, bombole di gas ad alta pressione e contenitori sferici e la formatura a trazione di lastre sottili come pelle di aerei e automobili. I metodi di rigonfiamento comunemente usati includono il rigonfiamento dello stampo rigido e il rigonfiamento dello stampo morbido con liquidi, gas, gomma e altri mezzi di forza.
A causa della semplice struttura dello stampo del pezzo e della deformazione uniforme, il rigonfiamento morbido dello stampo può formare il pezzo di forma complessa. Alla ricerca e all'applicazione del rigonfiamento a stampo morbido è stata prestata sempre più attenzione, come rigonfiamento idraulico, rigonfiamento in gomma, rigonfiamento esplosivo, ecc., come mostrato in figura 1-17, vaso in acciaio inossidabile prodotto con il metodo del rigonfiamento.

Caratteristiche di deformazione del rigonfiamento
La Fig. 1-18 mostra la zona di deformazione del rigonfiamento e il suo diagramma principale di sollecitazione e deformazione quando il punzone a testa sferica rigonfia il grezzo. La parte annerita rappresenta l'area sporgente. La deformazione sporgente ha le seguenti caratteristiche.

- La deformazione sporgente dovuta al grezzo dalla maggiore forza del supporto del grezzo, o poiché il diametro del grezzo è più di 3 ~ 4 volte il diametro del foro dello stampo, la deformazione plastica è limitata a un intervallo di deformazione fisso, il materiale del foglio non si trasferisce alla zona di deformazione, né dall'esterno della zona di deformazione nella zona di deformazione.
- Nell'area di deformazione del rigonfiamento, la deformazione del rigonfiamento è uno stato di tensione di trazione bidirezionale nella direzione della piastra (la sollecitazione nella direzione dello spessore della piastra viene ignorata). La deformazione viene completata principalmente assottigliando la direzione dello spessore del materiale supportando l'allungamento nella direzione della piastra. Dopo la deformazione, lo spessore del materiale diminuisce e la superficie aumenta.
- Poiché lo spessore del grezzo rispetto alla dimensione esterna del grezzo è molto piccolo, la variazione della sollecitazione di trazione lungo la direzione dello spessore della piastra durante la deformazione di rigonfiamento è molto piccola, quindi quando la forza di rigonfiamento viene rimossa dopo che il rimbalzo è piccolo, la geometria del pezzo è facile da riparare e l'accuratezza dimensionale è facile da garantire.
- A causa dello stato di sollecitazione a trazione bidirezionale del materiale nella direzione della piastra durante la deformazione sporgente, il limite di formatura è limitato principalmente dalla frattura da trazione. Quindi la deformazione non è facile da produrre il fenomeno dell'instabilità e della ruga, la superficie dei pezzi finiti è liscia e la qualità è buona.
Formatura ondulata di billette piatte
Quando la dimensione del grezzo è maggiore di 3 volte la dimensione della deformazione, la deformazione si verifica solo nell'area di contatto con il punzone, che è il rigonfiamento locale del grezzo. Quelli comuni in produzione sono il rinforzo pressante, gli scafi convessi, le fosse, i modelli e i segni, ecc. La Figura 1-19 mostra alcuni esempi di formazione di ondulazioni utilizzando questo metodo. Dopo l'ondulazione formatura di parti di stampaggio, a causa del cambiamento del momento di inerzia delle parti e dell'incrudimento del materiale, può migliorare efficacemente la rigidità e la resistenza delle parti. La tecnologia di pressatura delle barre d'armatura è ampiamente utilizzata nella produzione.

Fig. 1-19 Esempi di parti sporgenti
Le forme e le dimensioni degli irrigidimenti sono mostrate nella Tabella 1-5. Quando nel bordo della billetta rigonfiamento locale, perché il materiale del bordo si restringe, quindi dovrebbe essere messo da parte in anticipo il margine di taglio, dopo la formazione e quindi asportato.
| Nome | Diagramma | R | h | D o B | R | |
| Costata pressata | 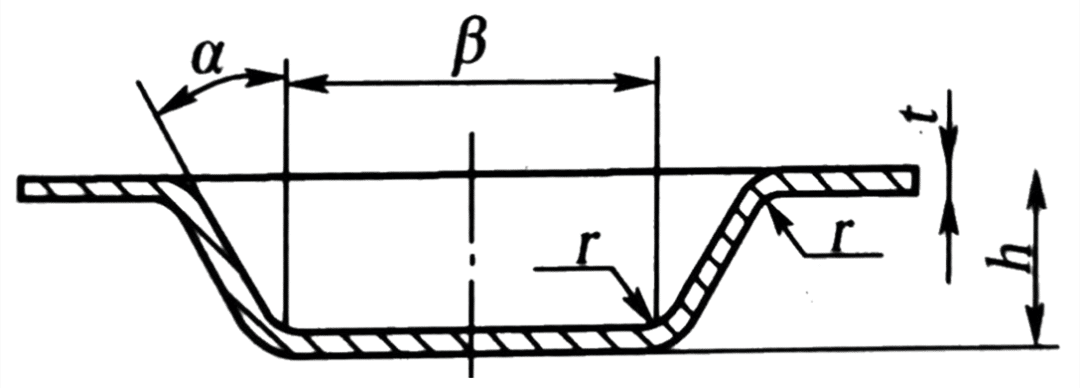 | (3-4)t | (2-3)t | (7-10)t | (1-2)t | |
| Goffratura | 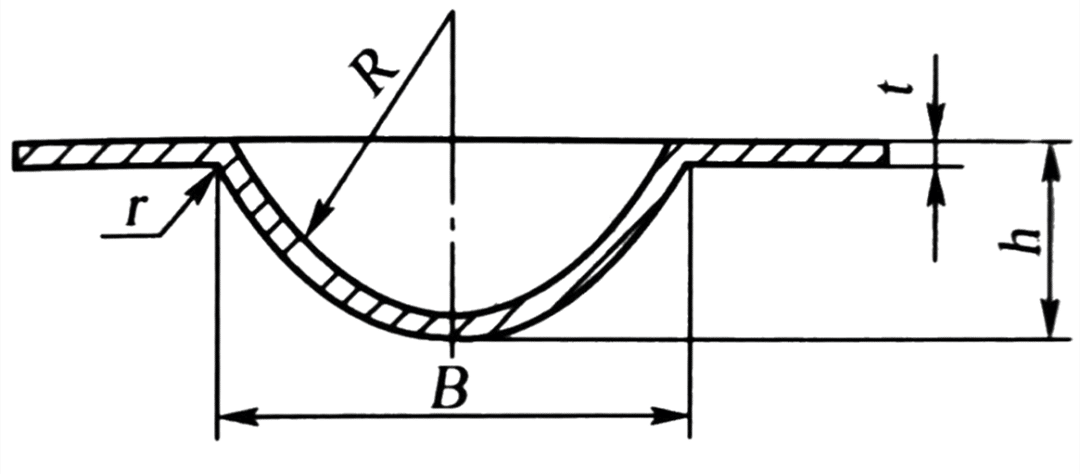 | (1.5-2)t | ≥3 ore | (0,5-1,5)t | 15°~30° | |
| Diagramma | D(mm) | L(mm) | l(mm) | |||
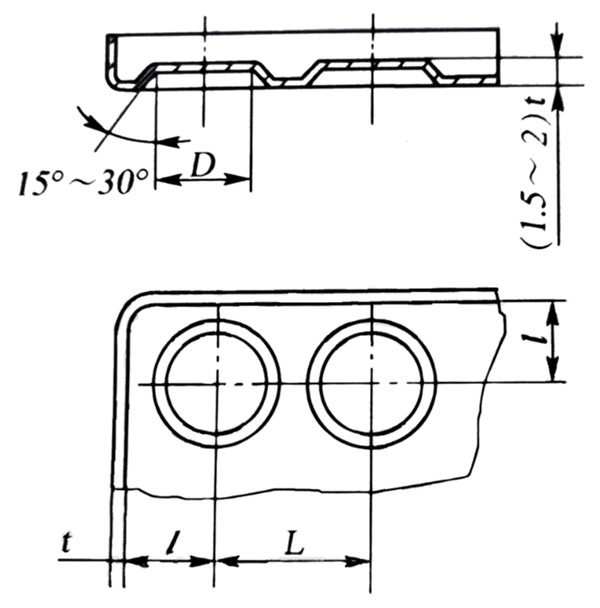 | 6.5 8.5 10.5 13 15 18 24 31 36 43 48 55 | 10 13 15 18 22 26 34 44 51 60 68 78 | 6 7.5 9 11 13 16 20 26 30 35 40 45 |
Di solito ci sono due metodi per determinare il grado di deformazione ultima nel metodo di formatura ondulata, vale a dire, il metodo di prova e il metodo di calcolo. Il grado di deformazione finale della formatura ondulata è influenzato principalmente dalle proprietà del materiale, dalla forma geometrica delle parti, dalla struttura dello stampo, dal metodo di rigonfiamento e dalla lubrificazione. Soprattutto per le parti di forma complessa, la distribuzione di sollecitazioni e deformazioni è più complessa. Le parti pericolose e il grado di deformazione ultima sono generalmente determinati dal metodo di prova. Per parti formanti ondulate relativamente semplici, il grado di deformazione ultimo può essere determinato approssimativamente secondo la seguente equazione, come mostrato in Fig. 1-20.
εultimo l0 ( ll0 ) x 100% ≤ K [ δ ] (1-14)
Nella formula,
εultimo —Il grado di deformazione ultimo della formatura ondulata;
ll0— Sono rispettivamente la lunghezza prima e dopo la deformazione del materiale, mm;
[ δ ]—Allungamento della sezione del materiale;
K—Coefficiente di forma, armatura K = 0,70 ~ 0,75 (l'armatura sferica è il valore più grande, l'armatura trapezoidale è il valore più piccolo).

Se gli irrigidimenti richiesti del pezzo superano il grado limite di deformazione, si può adottare il metodo illustrato in Fig. 1-21. Nella prima procedura, un punzone sferico di grande diametro viene utilizzato per rigonfiarsi per ottenere una parte di processo come mostrato in Fig. 1-21 (a). Nella seconda procedura, si ottengono la forma e le dimensioni richieste del pezzo come mostrato in Fig. 1-21 (b). Se queste due lavorazioni non soddisfano i requisiti, è necessario ridurre la profondità del pezzo.

- Quando il punzone rigido viene utilizzato per premere gli irrigidimenti nella billetta piana, la seguente formula può calcolare la pressione di punzonatura richiesta.
F=tσBKL (1-15)
Nella formula,
F—Pressione dell'impulso, N;
L: circonferenza degli irrigidimenti, mm;
t—Spessore materiale, mm;
σB—La resistenza alla trazione del materiale, MPa;
K—Coefficiente, generalmente prendere 0,7~1,0 (prendere un valore grande quando la forma dell'armatura è stretta e profonda, prendere un valore piccolo quando la larghezza è bassa).
- Se rigonfiamento locale di piccole parti con uno spessore inferiore a 1,5 mm e un'area di formatura inferiore a 2000 mm2 viene eseguita sulla pressa a manovella, la pressione di punzonatura F richiesta può essere approssimata con la seguente formula.
F=Kt2A (1-16)
Nella formula,
F—Pressione del punzone sporgente, N;
T—Spessore materiale, mm;
A—Area di rigonfiamento, mm2;
Il coefficiente K è 200~300 N/mm4 per acciaio e 50 ~ 200 N/mm4 per rame e alluminio.
Il rigonfiamento della billetta cava
Il rigonfiamento di una billetta cava è comunemente noto come rigonfiamento. È un processo di stampaggio in cui le parti in lavorazione cave o lo sbozzato tubolare si espandono verso l'esterno lungo la direzione radiale. Con questo metodo, possono essere formati prodotti o parti come bombole di gas ad alta pressione, contenitori sferici, soffietti, giunti a T per biciclette e così via.
Grado di deformazione sporgente
Quando la billetta cava si gonfia, il materiale è soggetto all'azione della tensione di trazione per produrre una deformazione a trazione e il grado di deformazione finale è espresso dal coefficiente di rigonfiamento K, come mostrato in Fig. 1-22.
K = dmax/D (1-17)
Nella formula,
K—Coefficiente di rigonfiamento e coefficiente di rigonfiamento limite (dmax raggiunge il valore limite d'max quando sporgente) è espresso da Kmax;
Dmax—Il diametro massimo delle parti dopo il rigonfiamento, mm;
D—Diametro originale billetta cava, mm.

La relazione tra il coefficiente limite di rigonfiamento K e l'allungamento tangenziale della billetta è
δ = ( dmax – D ) = K – 1 o K = 1 – δ (1-18)
Poiché il grado di deformazione della billetta è limitato dall'allungamento del materiale, il corrispondente coefficiente di rigonfiamento limite può essere calcolato secondo la formula precedente. Il valore approssimativo del coefficiente di rigonfiamento limite del materiale può essere determinato guardando la tabella. La Tabella 1-6 e la Tabella 1-7 sono i coefficienti di rigonfiamento di alcuni materiali di riferimento.
| Materiale | Spessore relativo del grezzo (t / D) x (%) | Spessore relativo del grezzo (t / D) x (%) | Spessore relativo del grezzo (t / D) x (%) | Spessore relativo del grezzo (t / D) x (%) |
| 0.35~0.45 | 0.28~0.32 | |||
| Ricottura | Senza ricottura | Ricottura | Senza ricottura | |
| Alluminio | 1.25 | 1.2 | 1.2 | 1.15 |
| 10 acciaio | 1.2 | 1.10 | 1.15 | 1.05 |
| Metodo sporgente | Limitare il coefficiente di rigonfiamento |
| Usando un semplice rigonfiamento di gomma | 1.2~1.25 |
| Rigonfiamento di un grezzo applicando una gomma sotto pressione assiale | 1.6~1.7 |
| Rigonfiamento quando riscaldato localmente a 200 ~ 500 ℃ | 2.0~2.1 |
| L'estremità del punzone conico è gonfiata dal riscaldamento a 380 ℃ | ~3.0 |
Calcolo della billetta rigonfia
Come si può vedere dalla Fig. 1-22, il diametro del grezzo D è
D = dmax/ K (1-19)
La lunghezza del grezzo L è
L =l [ l + (0,3~0,4) δ ] + b (1-20)
Nella formula,
l—La lunghezza del bus nella zona di deformazione, mm;
δ: l'allungamento della billetta nell'allungamento tangenziale;
B—Margine di rifilatura, generalmente prendere b=5~15 mm.
0,3-0,4: il coefficiente richiesto per ridurre l'altezza a causa dell'allungamento tangenziale.
Determinazione della forza di rigonfiamento
La forza di rigonfiamento F richiesta per il rigonfiamento di billette cave può essere calcolata come segue:
F = p*A (1-21)
Nella formula,
p—Pressione per unità di superficie richiesta per il rigonfiamento, MPa;
A—Area di rigonfiamento, mm2.
La pressione p per unità di area richiesta per il rigonfiamento può essere approssimata dall'equazione seguente.
p = 1,16 σB* 2t/ggmax (1-22)
Nella formula,
σB—Resistenza alla trazione del materiale, Mpa;
Dmax—Il diametro massimo di rigonfiamento, mm;
t—Lo spessore originale del materiale, mm.
Metodo sporgente
I metodi di rigonfiamento delle parti cave sono generalmente suddivisi in rigonfiamento del punzone rigido e rigonfiamento del punzone morbido.
Come mostrato in Fig. 1-23, il punzone rigido è rigonfio. Il punzone ha la forma di un lembo del componente e il pellet conico viene utilizzato per spingere fuori il punzone diviso per far gonfiare le parti in lavorazione dalla forma richiesta. Maggiore è il numero di punzoni lobati, la forma del pezzo e la precisione. Ma gli svantaggi sono che è difficile ottenere il corpo rotante corretto con alta precisione, la deformazione non è uniforme e la struttura dello stampo è complessa.

1—Punzone diviso; 2—Mandrino; 3: vuoto; 4—Pistone
Come mostrato in Fig. 1-24, rigonfiamento del punzone morbido, il cui principio è l'uso di pallini di gomma, liquidi, gas e acciaio invece del punzone rigido. L'uniforme di deformazione della billetta rigonfiante del punzone morbido può formare forme complesse di parti, quindi è ampiamente utilizzata nella produzione.

Fig. 1-24 Rigonfiamento del punzone morbido
1—Pugno; 2—Dado concavo a blocco; 3—Gomma; 4—cuneo laterale; 5—Liquido
Riduci la bocca
Il ritiro è un processo di formatura in cui il diametro della bocca di una parte tubolare o cilindrica pretrafilata viene ridotto mediante pressione all'apertura, che è suddivisa in bocca di compressione del punzone e bocca di compressione rotativa. La tecnologia Shrink è ampiamente utilizzata nella vita quotidiana, può essere utilizzata per bossoli, proiettili, bombole del gas in acciaio, riser del telaio della bicicletta, tubo della sella del cuscino della bicicletta, disegno del tubo d'acciaio e così via.
Grado di deformazione e caratteristiche di deformazione della bocca di ritiro
La Fig. 1-25 mostra il diagramma sforzo-deformazione del ritiro. Nel processo di taglio, la sollecitazione principale massima dovrebbe essere la sollecitazione di compressione tangenziale, la zona di deformazione della billetta per effetto della sollecitazione di compressione bidirezionale, in modo che l'altezza della billetta aumenta, lo spessore e il diametro della parete diminuiscono. Allo stesso tempo, nella zona non deformata, possono verificarsi deformazioni di instabilità assiale sulla parete del cilindro sotto l'azione della pressione di ritiro F. Pertanto, il grado di ritiro della deformazione finale è principalmente limitato dalla condizione di instabilità, e il problema principale per essere risolto è prevenire l'instabilità.
Il coefficiente di ritiro N è utilizzato per rappresentare il grado di deformazione del ritiro, come mostrato in Fig. 1-25.
n = d / D (1-23)

Nella formula,
d—Diametro dopo il restringimento, mm;
D—Diametro prima del restringimento, mm.
Minore è il coefficiente di ritiro N, maggiore è il grado di deformazione. La tabella 1-8 è il coefficiente di contrazione medio di diversi materiali e spessorie la Tabella 1-9 è il valore di riferimento del coefficiente di ritiro limite consentito di diversi materiali e modalità di supporto. Si può vedere dalla Tabella 1-8 e dalla Tabella 1-9 che migliore è la plasticità del materiale, maggiore è lo spessore e minore è il coefficiente di ritiro. Inoltre, quando lo stampo sostiene la parete del cilindro, il coefficiente di ritiro limite può essere inferiore.
| Materiale | Spessore materiale t (mm) | Spessore materiale t (mm) | Spessore materiale t (mm) |
| 1 | >0,5 ~ 1 | ~ 0.5 | |
| Acciaio | 0.7 ~ 0.65 | 0.75 | 0.8 |
| Ottone | 0.7 ~ 0.65 | 0.8 ~ 0.7 | 0.85 |
| Materiale | Modo di supporto | Modo di supporto | Modo di supporto |
| Non supportato | Supporto esterno | Il supporto interno ed esterno | |
| Alluminio | 0.65 ~ 0.72 | 0.53 ~ 0.57 | 0.27 ~ 0.32 |
| Duralluminio (ricotto) | 0.73 ~ 0.80 | 0.60 ~ 0.63 | 0.35 ~ 0.40 |
| Durlumina (tempra) | 0.75 ~ 0.80 | 0.68 ~ 0.72 | 0.40 ~ 0.43 |
| Ottone H62, H68 | 0.65 ~ 0.70 | 0.50 ~ 0.55 | 0.27 ~ 0.32 |
| Acciaio dolce | 0.70 ~ 0.75 | 0.55 ~ 0.60 | 0.30 ~ 0.35 |
Calcolo del processo di ritiro
Il numero di ritiri
Se il coefficiente di ritiro n del pezzo è maggiore del coefficiente di ritiro ammissibile, può trattarsi di una formazione di ritiro. In caso contrario, sono necessarie più contrazioni. Il numero di ritiro k può essere stimato secondo la formula seguente.
k = lgn / lgn0 = ( lgd – lgD ) / lgn0 (1-24)
Nella formula, n0 è il coefficiente di contrazione medio, come mostrato nella Tabella 1-8.
Nel caso di contrazioni multiple, il primo coefficiente di contrazione n1 = 0,9 n0 è generalmente preso, e il successivo è il nX = (1.05~1.10) n0. È meglio eseguire un trattamento di ricottura dopo ogni procedura di contrazione.
Diametro di ogni restringimento
D1=n1D
D2=nXD1=n1nXD
D3=nXD1=n1nX2D
…
DX=nXDx-1=n1nXx-1D (1-25)
DX deve essere uguale al diametro di ritiro del pezzo. Dopo il restringimento, a causa del rimbalzo, il pezzo dovrebbe essere 0,5% ~ 0,8% più grande della dimensione dello stampo.
Altezza della billetta
Per il pezzo che si restringe come mostrato in Fig. 1-26, l'altezza della billetta prima del restringimento viene calcolata con la formula seguente.

Pezzi come mostrato nella Figura 1-26 (a):

Pezzi come mostrato nella Figura 1-26 (b):

Pezzi come mostrato nella Figura 1-26 (c):

Forza riducente
Come mostrato in Fig. 1-26 (a), la forza di ritiro della parte conica può essere calcolata mediante la formula seguente.

Nella formula,
μ—Il coefficiente di attrito tra il grezzo e la superficie di contatto della filiera;
b-resistenza alla trazione del materiale, MPa;
K—Coefficiente di velocità, K=1,15 quando si lavora sulla pressa a manovella.
Gli altri simboli sono mostrati nella Figura 1-26.
Struttura della matrice di restringimento
Come mostrato in Fig. 1-27, la struttura di una tipica filiera da ritiro è realizzata in acciaio n. 08 con uno spessore del materiale di 1 mm. Il pezzo è formato dall'imbutitura profonda del cilindro e quindi dal processo di ritiro. Il principio di funzionamento dello stampo è che lo sbozzato viene prima inserito nel manicotto di supporto esterno, lo stampo superiore è rivolto verso il basso, il manicotto di supporto esterno e lo stampo concavo vengono prima contattati per completare la formazione del restringimento. Lo stampo spinge il materiale attraverso la punzonatura.

1: asta di spinta; 2—Modello inferiore; 3、14: bulloni; 4、11: spilla; 5—Piatto fisso; 6—Blocco; 7—Manicotto oscillante; 8—Muori; 9—Uscita superiore; 10—Modello; 12-Barra di alimentazione; 13-Manico dello stampo; 15—Pilota di guida; 16-Bussola di guida



Semplifica la progettazione di stampi di formatura più complessi.