3 สิ่งที่คุณต้องรู้เกี่ยวกับการดัดชิ้นส่วนโดย Punch
เวลาอ่านโดยประมาณ: 14 นาที
การคำนวณขนาดคลี่ของชิ้นส่วนที่โค้งงอ โดย ต่อย
การกำหนดตำแหน่งของชั้นกลางที่โค้งงอ
ชั้นที่เป็นกลางที่โค้งงอหมายถึงชั้นโลหะที่ความยาวยังคงไม่เปลี่ยนแปลงก่อนและหลังการเสียรูปดังนั้นความยาวที่ขยายของชั้นที่เป็นกลางการงอคือขนาดว่างของส่วนที่โค้งงอ ในการคำนวณขนาดที่ขยายของชั้นกลางที่โค้งงอ จะต้องกำหนดตำแหน่งของชั้นที่เป็นกลางก่อน ตำแหน่งของชั้นเป็นกลางสามารถกำหนดได้โดยรัศมีการดัด ρ ดังแสดงในรูปที่ 1-1 ρ สามารถคำนวณได้ตามสูตรต่อไปนี้โดยสังเกตุ
ρ=r+xt
โดยที่ ρ— รัศมีการดัดของชั้นกลาง mm;
r — รัศมีการดัดงอด้านใน mm;
l—ความหนาของวัสดุ mm;
x—ค่าสัมประสิทธิ์การกระจัดของชั้นเป็นกลาง
โปรดดูตารางต่อไปนี้สำหรับข้อมูลเพิ่มเติม:

| r/ t | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 1.0 | 1.2 |
| x | 0.21 | 0.22 | 0.23 | 0.23 | 0.25 | 0.26 | 0.28 | 0.30 | 0.32 | 0.33 |
| r/ t | 1.3 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | ≥8.0 |
| x | 0.34 | 0.36 | 0.38 | 0.39 | 0.40 | 0.42 | 0.44 | 0.46 | 0.48 | 0.50 |
การคำนวณความยาวคลี่ของส่วนที่งอว่างเปล่า
หลังจากกำหนดตำแหน่งของชั้นที่เป็นกลางแล้ว ความยาวของช่องว่างสามารถคำนวณได้โดยตรงโดยวิธีการที่อธิบายไว้ด้านล่างสำหรับชิ้นส่วนดัดโค้งที่มีรูปร่างค่อนข้างเรียบง่ายและมีความแม่นยำของมิติต่ำ สำหรับชิ้นส่วนโค้งที่มีรูปร่างซับซ้อนมากขึ้นหรือมีความต้องการความแม่นยำสูง หลังจากใช้สูตรต่อไปนี้ในการคำนวณความยาวของช่องว่างในขั้นต้นแล้ว จำเป็นต้องลองดัดโค้งซ้ำๆ และแก้ไขอย่างต่อเนื่องเพื่อกำหนดรูปร่างและขนาดของชิ้นงานในที่สุด
ความยาวคลี่ออกของชิ้นงานดัดที่มีรัศมีเนื้อ r>0.5t
ดังที่กล่าวไว้ข้างต้น ความยาวที่กางออกของชิ้นงานดัดชนิดนี้คำนวณตามหลักการที่ว่าขนาดของชั้นที่เป็นกลางของช่องว่างก่อนและหลังการดัดยังคงไม่เปลี่ยนแปลง ความยาวที่กางออกจะเท่ากับผลรวมของความยาวที่กางออกของส่วนตรงทั้งหมดและชั้นที่เป็นกลางของส่วนที่งอ ดังแสดงในรูปที่ 1-2 ที่แสดง ขั้นตอนการคำนวณมีดังนี้
- ขั้นแรก คำนวณความยาวของส่วนของเส้นตรง a, b, c…;
- ประการที่สอง คำนวณ r/t และหาค่าสัมประสิทธิ์การกระจัดของชั้นเป็นกลาง x ตามตารางด้านล่าง
- ประการที่สาม คำนวณรัศมีการดัด ρ ของชั้นกลางของแต่ละส่วนโค้งตามสูตร
ρ=r+xt
- ตามรัศมีการดัดของชั้นกลางแต่ละชั้น ρ1, ρ2… และมุมศูนย์กลางการดัดที่สอดคล้องกัน α1,2…คำนวณความยาวการขยายของแต่ละส่วนโค้ง l1, l2…
l=πρα/180°
- คำนวณความยาวขยายรวม Lz.
หลี่z=a+b+c+…+ล1+ล2+ล3+…
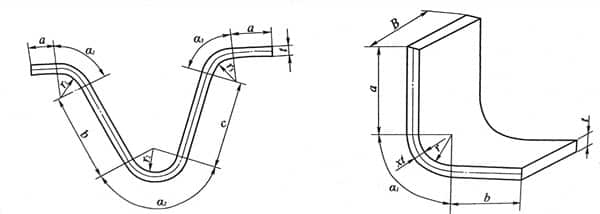
เมื่อมุมดัดของส่วนดัดเป็น 90° ดังแสดงในรูปที่ 1-2 การคำนวณความยาวการขยายของส่วนดัดสามารถทำได้ง่ายดังนี้
หลี่z=a+b+c+1.57(r+xt)
รัศมีของเนื้อ r<ความยาวดัด 0.5t
สำหรับส่วนโค้งที่มี r<0.5t เพราะไม่เพียงแต่โซนการเสียรูปที่โค้งมนของชิ้นส่วนจะถูกทำให้บางลงอย่างมากในระหว่างการดัดงอ แต่ส่วนขอบตรงที่อยู่ติดกันก็บางลงด้วย ดังนั้นควรพิจารณาช่องว่างตามเงื่อนไขของค่าคงที่ ปริมาณก่อนและหลังการเปลี่ยนรูป ความยาว. โดยปกติคำนวณโดยใช้สูตรเชิงประจักษ์ที่แสดงในตารางด้านล่าง
| ร่าง | สูตรคำนวณ | ร่าง | สูตรคำนวณ |
 | หลี่z= ล1+ล2+0.4 | 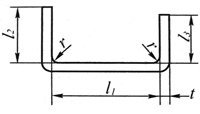 | หลี่z= ล1+ล2+ล3+0.6t (งอสองมุมพร้อมกัน) |
 | หลี่z= ล1+ล2+0.4 |  | หลี่z= ล1+ล2+ล3+t (งอสองมุมพร้อมกัน) หลี่z= ล1+2l2+2l3+1.2t (แบ่งออกเป็นสองโค้งที่สี่มุม) |
บานพับบานพับโดย เครื่องเจาะ
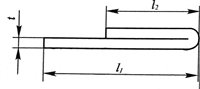
สำหรับชิ้นส่วนบานพับที่มี r=(0.6~7.5)t ดังแสดงในรูปที่ 1-4 วิธีการกลิ้งมักจะถูกนำมาใช้เพื่อสร้าง ในระหว่างกระบวนการรีด แผ่นจะหนาขึ้นและชั้นที่เป็นกลางจะเคลื่อนออกไปด้านนอก ความยาวว่างLz สามารถคำนวณได้โดยประมาณตามสูตรต่อไปนี้
หลี่z=l+.1.5π(r+x .)1t)+r≈l+5.7r+4.7x1t
ในสูตร l—ความยาวของเส้นตรง;
r—รัศมีภายในของบานพับ;
x1—ค่าสัมประสิทธิ์การเคลื่อนตัวของชั้นที่เป็นกลาง ดูตารางด้านล่าง

| r/ t | >0.5~0.6 | >0.6~0.8 | >0.8~1 | >1~1.2 | >1.2~1.5 | >1.5~1.8 | >1.8~2 | >2~2.2 | >2.2 |
| x1(มม.) | 0.76 | 0.73 | 0.7 | 0.67 | 0.64 | 0.61 | 0.58 | 0.54 | 0.5 |
การคำนวณแรงดัด
แรงดัดงอเป็นหนึ่งในพื้นฐานที่สำคัญสำหรับการเลือกเครื่องกดและการออกแบบแม่พิมพ์ ขนาดของแรงดัดไม่เพียงเกี่ยวข้องกับขนาดว่าง สมบัติเชิงกลของวัสดุ ระยะห่างระหว่างจุดศูนย์กลางของดาย รัศมีการดัด และช่องว่างระหว่างแม่พิมพ์นูนและเว้า แต่ยังมีความสัมพันธ์ที่ดีกับ วิธีการดัด เป็นการยากที่จะคำนวณอย่างแม่นยำด้วยวิธีการวิเคราะห์เชิงทฤษฎี ดังนั้นจึงมักใช้สูตรเชิงประจักษ์ในการผลิต
ฟรี ต่อย และแรงดัด
การดัดงอฟรีสามารถแบ่งออกเป็นการดัดแบบฟรีรูปตัววีและการดัดแบบฟรีรูปตัวยูตามรูปร่างของส่วนที่ดัด สำหรับชิ้นส่วนรูปตัววี สูตรคำนวณแรงดัด Fz เป็น
NSz=0.6 Kbt2σข/ (r+t)
สำหรับชิ้นส่วนรูปตัวยู สูตรคำนวณแรงดัด Fz เป็น
NSz=0.7 Kbt2σข/ (r+t)
ที่ไหน Fz— แรงดัดของวัสดุที่ส่วนท้ายของจังหวะการปั๊ม N;
b—ความกว้างของส่วนดัด mm;
t—ความหนาของส่วนดัด mm;
r—รัศมีการดัดของส่วนดัด mm;
σข—ขีด จำกัด ความแข็งแรงของวัสดุ MPa;
K—ปัจจัยด้านความปลอดภัย โดยทั่วไป K=1.3
การแก้ไขการดัดงอ บังคับ โดยกดเพาเวอร์
เมื่อส่วนดัดโค้งได้รับการแก้ไขโดยแรงกดของดายที่ส่วนท้ายของการปั๊ม แรงแก้ไขการดัด F1 สามารถประมาณได้จากสูตรต่อไปนี้
NSเจ=qA
ในสูตร Fเจ— แรงดัดงอ, N;
q—กำลังแก้ไขหน่วย MPa ค่าของมันแสดงในตารางด้านล่าง
A—พื้นที่ฉายของส่วนที่แก้ไขของชิ้นงาน mm2.
| วัสดุ | ความหนาของวัสดุ (มม.) | ความหนาของวัสดุ (มม.) | ความหนาของวัสดุ (มม.) | ความหนาของวัสดุ (มม.) |
| ≤1 | >1~2 | >2~5 | >5~10 | |
| อลูมิเนียม | 15~20 | 20~30 | 30~40 | 40~50 |
| ทองเหลือง | 20~30 | 30~40 | 40~60 | 60~80 |
| 10~20 เหล็ก | 30~40 | 40~50 | 60~80 | 80~100 |
| 25~30 เหล็ก | 40~50 | 50~60 | 70~100 | 100~120 |
แรงดีดออกหรือ ต่อยกด บังคับ
สำหรับแม่พิมพ์ดัดด้วยอุปกรณ์ชิ้นบนหรืออุปกรณ์กดชิ้นงานบนสุด FNS หรือแรงกด Fy สามารถมีค่าประมาณ 30% ถึง 80% ของแรงดัดงออิสระ
NSNS (หรือ) Fy=(0.3~0.8) Fz
การกำหนดน้ำหนักของแท่นพิมพ์
น้ำหนักของเครื่องกดดัดแบบอิสระด้วยอุปกรณ์ชิ้นบนแบบยืดหยุ่นสามารถคำนวณได้จากสูตรต่อไปนี้
NS กด = (1.1~1.2) (FZ+Fดี)
น้ำหนักของเครื่องกดดัดแบบอิสระด้วยอุปกรณ์กดแบบยืดหยุ่นสามารถคำนวณได้จากสูตรต่อไปนี้
NS กด = (1.1~1.2) (FZ+FY)
น้ำหนักของการกดดัดแก้ไขสามารถคำนวณได้จากสูตรต่อไปนี้
NS กด ≥ (1.1~1.2) Fเจ
ในสูตร F กด เรียกว่า ความดัน N.
ความสามารถในการผลิตชิ้นส่วนโค้งงอ
ความสามารถในการผลิตของส่วนโค้งหมายถึงความสามารถในการปรับตัวของส่วนที่โค้งงอกับกระบวนการดัด ซึ่งเป็นข้อกำหนดของกระบวนการสำหรับการออกแบบผลิตภัณฑ์โค้งงอจากมุมของกระบวนการดัด ชิ้นส่วนดัดที่มีความสามารถในการผลิตที่ดีไม่เพียงทำให้กระบวนการดัดและการออกแบบแม่พิมพ์ดัดง่ายขึ้นเท่านั้น แต่ยังปรับปรุงความแม่นยำของชิ้นส่วนดัด ประหยัดวัสดุ และปรับปรุงประสิทธิภาพการผลิตอีกด้วย
รัศมีการดัด
รัศมีการดัดของส่วนดัดไม่ควรน้อยกว่ารัศมีการดัดขั้นต่ำ มิฉะนั้น จะงอหลายครั้ง การเพิ่มจำนวนกระบวนการ ไม่ควรมีขนาดใหญ่เกินไป เนื่องจากความแม่นยำของมุมดัดและรัศมีการดัดนั้นไม่ง่ายที่จะรับประกันได้เนื่องจากผลของสปริงแบ็คเมื่อมีขนาดใหญ่เกินไป
รูปร่างของส่วนโค้งงอ
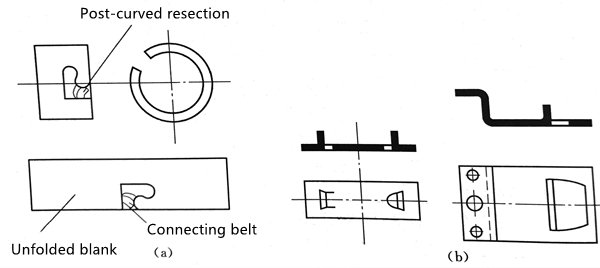
รูปร่างของส่วนที่โค้งงอควรเรียบง่ายที่สุดเท่าที่จะเป็นไปได้และสมมาตรไปทางซ้ายและขวา เพื่อให้แน่ใจว่าชิ้นงานจะไม่เลื่อนในระหว่างการดัดและทำให้เกิดการชดเชย ซึ่งจะส่งผลต่อความแม่นยำของส่วนที่โค้งงอ รูปที่ 1-5 (a) แสดงการป้องกันการเลื่อนเมื่อช่องว่างงอ และตำแหน่งรูในกระบวนการถูกเพิ่มเข้าไปในการออกแบบ ส่วนที่เหลือของรูปที่ 1-5 (b), (c) แสดงในชิ้นส่วนดัดขนาดเล็กแบบอสมมาตรโดยใช้กระบวนการดัดคู่แล้วจึงตัด

สำหรับชิ้นส่วนโค้งที่มีรอยบาก ถ้ารอยบากก่อนจะเกิดส้อมขึ้น และในกรณีที่รุนแรงอาจไม่เกิดด้วยซ้ำ ดังนั้นควรทิ้งรอยบากไว้เป็นสายพานเชื่อมต่อก่อน แล้วจึงตัดออกหลังจากการดัดงอ ดังแสดงในรูปที่ 1-6 (a)
สำหรับชิ้นงานที่มีรอยบากและโค้งงอ โดยทั่วไปแล้ว ส่วนที่โค้งงอควรทำเป็นสี่เหลี่ยมคางหมูเพื่อให้ดีดออกได้ง่าย คุณยังสามารถเจาะช่องเสียบอุปกรณ์ต่อพ่วงออกก่อน แล้วจึงดัดให้เป็นรูปร่าง ดังแสดงในรูปที่ 1-6(b)
ความสูงของขอบตรงของส่วนดัด โดย กดเพาเวอร์
เมื่อดัดเป็นมุมฉาก ความสูงของด้านตรงของชิ้นงานดัดไม่ควรเล็กเกินไป หากความสูงของขอบตรงของส่วนโค้งงอน้อยเกินไป ความยาวที่รองรับโดยขอบตรงบนแม่พิมพ์นั้นสั้นเกินไป และไม่สามารถสร้างโมเมนต์ดัดที่เพียงพอในระหว่างกระบวนการดัดได้ และไม่สามารถรับประกันขอบตรงของส่วนโค้งได้ . ดังนั้นขอบตรงของส่วนที่งอจะต้องทำให้ตรง ความสูงของขอบ h>r+2t ดังแสดงในรูปที่ 1-7 (a) ถ้า h <r+2t, you need to slot and then bend or increase the height of the straight edge first, and then cut off the excess part after bending, as shown in Figure 1-7 (b). When the bent side has a beveled bending part, it is impossible to bend to the required angle in the area where the bevel height is less than r+2t, and the place is also easy to crack, as shown in Figure 1-7 (c) , So it is necessary to change the shape of the workpiece and increase the height of the straight edge, as shown in Figure 1-7 (d).

ระยะขอบของรูส่วนดัด
เมื่อดัดชิ้นงานที่มีรู ถ้ารูอยู่ใกล้บริเวณดัด รูปร่างของรูจะเสียรูปหลังจากการดัด เพื่อหลีกเลี่ยงข้อบกพร่องนี้ รูต้องอยู่นอกเขตการเปลี่ยนรูป ดังแสดงในรูปที่ 1-8 (a) ระยะทาง l จากขอบของรูถึงศูนย์กลางของรัศมีการดัด r คือ: เมื่อ t<2mm, l≥t; เมื่อt≥2mm, l≥2t
หากระยะห่างจากขอบของรูถึงศูนย์กลางของรัศมีการดัด r น้อยเกินไปที่จะเป็นไปตามเงื่อนไขข้างต้น รูจะต้องโค้งงอและขึ้นรูปก่อนเจาะ
หากโครงสร้างของชิ้นงานยอมให้เจาะรูกระบวนการล่วงหน้าที่ส่วนโค้ง ดังแสดงในรูปที่ 1-8 (b) หรือสงวนช่องกระบวนการไว้ดังแสดงในรูปที่ 1-8 (c) ซึ่งถูกดูดซับโดยรูกระบวนการหรือร่อง ความเค้นการเปลี่ยนรูปการดัดช่วยป้องกันรูจากการเสียรูปเมื่องอ
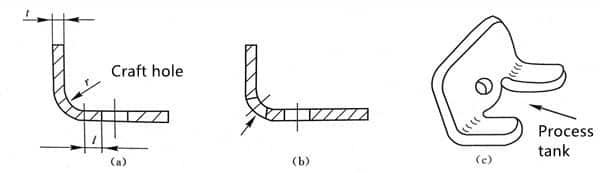
โครงสร้างชิ้นงานเพื่อหลีกเลี่ยงการแตกร้าวที่โคนงอ
เมื่อบางส่วนของขอบงอในพื้นที่เพื่อหลีกเลี่ยงการฉีกขาดของรากที่งอควรลดความยาวของส่วนที่ไม่โค้งเพื่อออกจากแนวโค้งนั่นคือ b≥r ดังแสดงในรูปที่ 1-9 (ก). หากไม่สามารถลดความยาวของชิ้นงานได้ ควรตัดร่องระหว่างส่วนที่งอกับส่วนที่ไม่งอ ดังรูปที่ 1-9 (b) หรือเจาะรูในกระบวนการก่อนดัด ดังรูป 1-9 (ค) แสดง.

เพิ่มช่องว่างในกระบวนการ ร่อง และรูในกระบวนการ
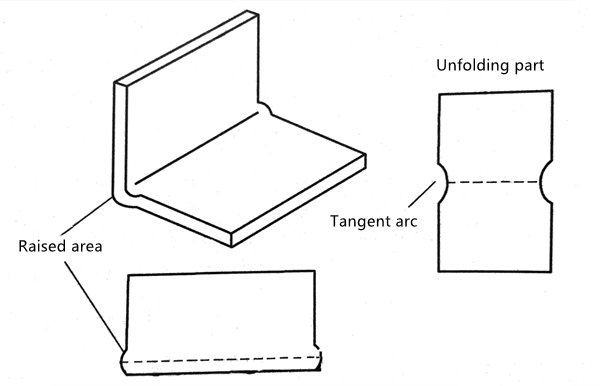
สำหรับชิ้นส่วนที่โค้งงอซึ่งมีการบิดเบี้ยวที่ด้านข้างของโซนการเปลี่ยนรูปที่โค้งมนในระหว่างการดัด เพื่อปรับปรุงความแม่นยำของมิติของชิ้นส่วนที่โค้งงอ สามารถตัดรอยบากหรือร่องของกระบวนการที่ปลายทั้งสองของแนวดัดล่วงหน้าเพื่อหลีกเลี่ยงอิทธิพลของการบิดเบือน เกี่ยวกับความกว้างของส่วนโค้ง เช่น ดังแสดงในภาพที่ 1-10
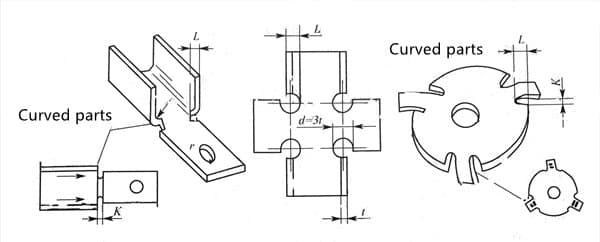
เมื่อขอบของชิ้นงานจำเป็นต้องงอเฉพาะที่ เพื่อป้องกันการเปลี่ยนรูปและรอยแตกที่เกิดจากแรงที่ไม่สม่ำเสมอที่มุมโค้งงอ ควรทำการตัดร่องหรือเจาะรูล่วงหน้า ดังแสดงในรูปที่ 1-11 ในหมู่พวกเขาความลึกร่องกระบวนการL≥r+t+K/2, ความกว้างร่องกระบวนการK≥tและเส้นผ่าศูนย์กลางรูกระบวนการd≥t
ความแม่นยำของชิ้นส่วนดัด โดย เครื่องเจาะ
ความแม่นยำของส่วนโค้งงอส่วนใหญ่หมายถึงความแม่นยำและความเสถียรของรูปร่างและขนาด ความแม่นยำของส่วนโค้งงอได้รับผลกระทบจากปัจจัยต่างๆ เช่น คุณสมบัติทางกลของวัสดุแผ่น ความหนา โครงสร้างแม่พิมพ์ ความแม่นยำของแม่พิมพ์ จำนวนขั้นตอน ลำดับขั้นตอน และรูปร่างและขนาดของชิ้นงานเอง โดยทั่วไป ระดับความคลาดเคลื่อนทางเศรษฐกิจของชิ้นส่วนดัดงอนั้นต่ำกว่าระดับ IT13

เรียนรู้มากมายที่นี่!
ฉันเข้าใจความรู้และหลักการของการปั๊มและดัดในครั้งเดียว!