كل ما تحتاج لمعرفته حول تقطيع المواد غير المعدنية وأساس المقطع لقطع الأجزاء

الوقت المقدر للقراءة: 11 الدقائق
اللكم من المواد غير المعدنية
بالنسبة للمواد غير المعدنية ، يمكن أيضًا استخدام نفس عملية التثقيب مثل المواد المعدنية. ومع ذلك ، نظرًا لأن التنظيم والخصائص الميكانيكية للمواد غير المعدنية تختلف اختلافًا كبيرًا عن تلك الخاصة بالمواد المعدنية ، فهناك بعض المتطلبات الخاصة لعملية الطمس والقوالب.
وفقًا للهيكل المختلف والخواص الميكانيكية للمواد غير المعدنية ، فإن طرق الطمس الشائعة الاستخدام تشمل الطمس باللكم ذي الحواف الحادة والتقطيع العادي.
لكمة حادة طمس
يستخدم الناس التثقيب ذو الحواف الحادة لكمة المواد الليفية والمرنة ، مثل الجلد ، واللباد ، والكرتون ، وقماش الألياف ، وقماش الأسبستوس ، ومختلف الأفلام البلاستيكية الحرارية. بشكل عام ، هذه المواد لها "نعومة" معينة.
يوضح الشكل 1-1 هيكل قالب التثقيب ذي الحواف الحادة. يمكن أن نرى من الشكل أن اتجاه شطبة الحافة الحادة يواجه النفايات. عند التثقيب ، يضع المشغل خشبًا صلبًا أو خشبًا رقائقيًا أو كرتونًا أسفل الصفيحة لحماية حافة القطع من التشقق ، دون الحاجة إلى استخدام قالب. يمكن إجراؤها على مكبس ذات حمولة منخفضة أو يدويًا.
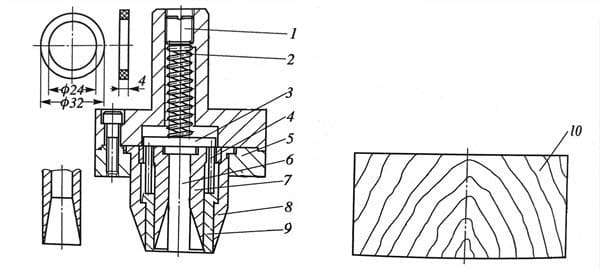
1-برغي 2-الربيع 3-لوحة الدفع. 4-دفع قضيب. 5-لوحة ثابتة 6-دفع قضيب. 7-اللكم. 8-تقطيع يموت ؛ 9- لوحة الدفع. 10-وسادة من الخشب الصلب
تثقيب يموت العادي
بالنسبة لبعض المواد غير المعدنية الأكثر صلابة مثل الميكا ، وصفيحة الورق الفينولية ، وصفيحة القماش الفينولية ، وصفيحة القماش الزجاجية الفينولية الإبوكسية ، وما إلى ذلك ، عادةً ما يتم استخدام نوع الهيكل الشائع لقالب التثقيب في معالجة التثقيب. هذه المواد لديها درجة معينة من الصلابة والهشاشة.
من أجل تقليل العيوب مثل الشقوق الجزئية والتفكيك ، يجب زيادة قوة الحامل الفارغ وقوة السطح المضاد بشكل مناسب ، ويجب تقليل الفجوة بين القوالب. قيمة التداخل أكبر أيضًا من قيمة المواد المعدنية العامة. بالنسبة لمختلف الأوراق المطاطية المصنوعة من الورق والقماش التي يزيد سمكها عن 1.5 مم والأشكال المعقدة ، تحتاج الفراغات إلى التسخين المسبق لدرجة حرارة معينة قبل التثقيب.
تحسين جودة ودقة المقطع العرضي لـ طمس القطع
تحتوي قطعة العمل التي يتم الحصول عليها عن طريق التثقيب العادي على قسم قص خشن ، وهناك أيضًا زوايا ، نتوءات ، ومنحدرات ، كما أن دقة أبعاد قطعة العمل منخفضة أيضًا. عندما يكون سطح القص لجزء الطمس مطلوبًا لاستخدامه كسطح عمل أو سطح تزاوج ، فإن عملية الطمس العامة غالبًا لا تلبي المتطلبات الفنية للجزء ، وطرق عملية أخرى لتحسين جودة ودقة المقطع العرضي يجب اعتماد جزء الطمس.
جدد
التجديد هو استخدام طرق القطع على القالب لقطع طبقة صغيرة من المعدن من حافة جزء الطمس لإزالة الزوايا والنتوءات ومناطق الكسر المتبقية على المقطع العرضي أثناء التقطيع العادي ، وبالتالي تحسين المقطع العرضي الجودة ودقة التشغيل الآلي لجزء الطمس. بعد قطع الهامش على قسم الطمس أثناء التجديد ، يمكن أن تحصل قطعة العمل بشكل عام على دقة 8 ~ 6 ، ويمكن أن تصل خشونة السطح Ra إلى 0.8 ~ 0.4μm. يوضح الشكل 1-2 مخططًا تخطيطيًا للتجديد.

1-قالب مقعر. 2-فارغ 3-لكمة العفن. 4-الشغل. 5-سوارف
التجديد له الخصائص التالية.
- في التجديد ، يكون هامش القطع صغيرًا ، وقوة التأثير المطلوبة صغيرة. حجم قطعة العمل مستقر بعد التجديد ، والاسترداد المرن لقطعة الشغل أصغر من حجم قطعة الشغل العادية.
- بدل القطع حوالي 0.1 ~ 0.4 مم (على الوجهين) ، الورقة سميكة ، شكل قطعة العمل معقد ، المادة صلبة ، ويجب أن يكون البدل ذو قيمة كبيرة. يجب أن يأخذ حساب حجم أجزاء عمل التثقيب والطمس المحدبة والمقعرة قبل التجديد في الاعتبار حجم بدل التجديد.
- عندما يكون سمك الورقة كبيرًا (t> 3 مم) أو يكون شكل قطعة العمل معقدًا ، فمن الضروري استخدام طرق تقليم متعددة للتشكيل التدريجي. يجب أن يكون بدل كل تجديد متساويًا.
- عندما تكون المادة صلبة ، يكون شكل قطعة العمل معقدًا ، ولا يمكن للطرق الأخرى ضمان دقة الأبعاد وجودة المقطع ، ويمكن تحقيق ذلك من خلال عملية التجديد.
- أثناء عمليات التجديد المتعددة ، يكون تحديد موضع قطعة العمل أمرًا صعبًا ، ودقة تصنيع القوالب عالية ، وعدد القوالب كبير.
- عند التجديد ، يجب وضع قطعة العمل بدقة لضمان هامش موحد. عند وضع قطعة العمل ، يجب إحضار الزوايا الدائرية نحو القالب.
سلس طمس
فجوة صغيرة مستديرة الزاوية يموت اللكم
تتراوح الزاوية الدائرية للقالب من 0.1 إلى 0.3 مم ، ويمكن زيادتها وتصحيحها تدريجياً. خشونة السطح Ra لحافة القالب والشرائح هي 0.1 ~ 0.5. الفجوة بين القالب الذكري والعفن الأنثوي لا تزيد عن 0.01 مم. في طريقة الطمس هذه ، يكون لحافة القالب زوايا مستديرة ، ولا يتم إنشاء شقوق قص عند حافة القالب.
يتم ضغط المعدن بالتساوي في تجويف القالب ، ويتم إطالة الألياف المعدنية وتنعيمها بواسطة القالب. السطح مفلطح لتشكيل سطح قطع شديد اللمعان.
قطع العمل المثقوبة بهذه الطريقة لها خشونة سطحية Ra من 1.6 ~ 0.8 ودقة أبعاد من 8 ~ 10. نظرًا للثقب الصغير للفجوة ، بعد دفع قطعة العمل للخارج من تجويف التجويف ، سيزداد حجم قطعة العمل بمقدار 0.02 ~ 0.05 مم بسبب الانتعاش المرن. تستخدم بشكل رئيسي للمعادن غير الحديدية والفولاذ الطري مع اللدونة الجيدة. قوة التثقيب أعلى بـ 50% من قوة التثقيب العادية.
التثقيب السلبي
حجم الخرامة أكبر من حجم القالب (0.1 ~ 0.2) طن. الثقب هو نفس ثقب القالب الدائري الصغير. هذه الطريقة مناسبة للمعادن غير الحديدية ذات اللدونة الجيدة. عند التثقيب ، بعد إغلاق القالب ، تحافظ الخرامة على مسافة 0.1 ~ 0.2 مم من السطح العلوي للقالب.
يمكن أن تصل خشونة السطح Ra لقطعة العمل التي تم الحصول عليها بهذه الطريقة إلى 1.6 ~ 0.8 ، ويمكن أن تصل دقة الأبعاد إلى 8 ~ 10 ، ولكن بعد التثقيب ، سيزداد الحجم بمقدار 0.02-0.05 مم بسبب الانتعاش المرن.
قم بعمل ثقوب بلكمات بزوايا مستديرة
تستخدم بشكل رئيسي للصلب الطري والمعادن غير الحديدية. قطر الفتحة أكبر بشكل عام من 3 أطنان. جودة الأجزاء المثقوبة التي تم الحصول عليها مماثلة للطريقة المذكورة أعلاه.
تجربة وتعديل قالب التثقيب
بعد معالجة القالب وتجميعه وفقًا للمتطلبات الفنية للرسومات ، يجب اختباره في بيئة تلبي ظروف الإنتاج الفعلية. يمكن العثور على العيوب في تصميم وتصنيع القالب من خلال ثقب الاختبار ، وتم العثور على السبب ، ويتم تعديل القالب وإصلاحه بشكل مناسب. قم بإجراء التثقيب التجريبي مرة أخرى حتى يعمل القالب بشكل طبيعي قبل تسليم القالب رسميًا إلى الإنتاج.
الغرض من اختبار القالب
يموت المحاكمة اللكم يتم اختصار والتعديل على أنه تصحيح أخطاء ، وتكون أغراض التصحيح على النحو التالي.
- التعرف على جودة القالب. تحقق مما إذا كانت جودة المنتج المنتج بواسطة القالب تفي بالمتطلبات ، وحدد ما إذا كان يمكن تسليم القالب للإنتاج.
- ساعد في تحديد شروط التكوين ولوائح العملية للمنتج. بعد اختبار القالب وتعديله لإنتاج منتجات مؤهلة ، يمكن إتقان أداء القالب وظروف تشكيل المنتج والأساليب والقواعد وفهمها أثناء الاختبار ، وذلك لتقديم المساعدة في صياغة لوائح العملية للإنتاج الضخم للمنتجات.
- تساعد في تحديد أبعاد معينة في العملية وتصميم القالب. لختم وتشكيل الأجزاء ذات الأشكال المعقدة أو المتطلبات عالية الدقة ، في العملية وتصميم القالب ، هناك بعض الأبعاد التي يصعب تحديدها بواسطة طرق الحساب ، مثل ثقب قالب الرسم ، ونصف قطر الزاوية للقالب ، إلخ. . ، والتي يجب اختبارها. يمكن تحديدها بدقة.
- تساعد في تحديد معايير الشكل والحجم والمواد لأجزاء التشكيل. في تصميم القوالب ، يصعب حساب بعض أجزاء الختم ذات الأشكال المعقدة أو متطلبات الدقة العالية بدقة لحجم وشكل الفراغ قبل التشوه. من أجل الحصول على معايير فارغة أكثر دقة للشكل والحجم والمواد ، يمكن تحديدها فقط عن طريق التجربة والخطأ.
- من خلال الاختبار ، والعثور على المشاكل ، وحل المشكلات ، وتراكم الخبرة ، مما سيساعد على زيادة تحسين تصميم القالب ومستوى التصنيع.
يمكن ملاحظة أن عملية تصحيح أخطاء القوالب مهمة جدًا ولا غنى عنها ، ولكن يجب أن يكون وقت التصحيح وعدد اللكمات التجريبية صغيرًا قدر الإمكان ، الأمر الذي يتطلب أن يكون تصميم القالب وجودة التصنيع ممتازين ، ومن الأفضل التصحيح بنجاح في وقت واحد. أثناء عملية التكليف ، يجب أن يكون أخذ عينات من عدد الختم المؤهل بين 20 و 1000.
محاكمة وتعديل طمس موت
- عمق التزاوج للقوالب المحدبة والمقعرة. يمكن للمشغل تعديل عمق التزاوج للقالب الذكر والقالب الأنثوي عن طريق تغيير طول قضيب التوصيل للضغط. يجب أن يكون عمق التزاوج للثقب والقالب معتدلاً ، وليس عميقًا جدًا أو ضحلًا جدًا ، مع مراعاة القدرة على ثقب الأجزاء المناسبة.
- فجوة بين اللكمة والموت. يجب أن تكون الفجوة بين الثقب ونرد القالب متساويًا. بالنسبة لقوالب التثقيب بأجزاء التوجيه ، يكون الضبط أكثر ملاءمة ، طالما أن أجزاء التوجيه تتحرك بسلاسة ؛ بالنسبة لقوالب التثقيب غير الموجهة ، يمكن تبطين النحاس النقي أو الورق المقوى حول حافة القالب من أجل الضبط ، أو يمكن استخدام نقل الضوء والتوصيل.
- يتم ضبط اختبار المسطرة والطرق الأخرى على المكبس حتى يتم محاذاة الثقب والقالب مع بعضهما البعض وتكون الفجوة موحدة ، ثم يتم تثبيت القالب بالمكبس باستخدام البراغي للتثقيب التجريبي. بعد اختبار التثقيب ، تحقق من الأجزاء المثقوبة للاختبار لمعرفة ما إذا كانت هناك نتوءات واضحة والحكم على جودة القسم. إذا كانت الأجزاء المثقوبة للاختبار غير مؤهلة ، فيجب فكها وتعديلها وفقًا للطريقة المذكورة أعلاه حتى تكون الفجوة مناسبة.
- تعديل جهاز تحديد المواقع. تحقق مما إذا كانت أجزاء تحديد الموضع (مسامير تحديد الموضع ، وكتل تحديد الموضع ، ولوحات تحديد الموضع) للقالب تفي بمتطلبات تحديد الموضع وما إذا كان تحديد الموضع موثوقًا به. إذا كان الموضع غير مناسب ، فيجب قصه أثناء تجربة العفن واستبداله إذا لزم الأمر.
- تعديل جهاز التفريغ. يتضمن تعديل جهاز التفريغ بشكل أساسي ما إذا كانت لوحة التفريغ أو القاذف مرنة ؛ إذا تم العثور على خطأ ، فيجب تعديله واستبداله إذا لزم الأمر.
يتم عرض الأخطاء الشائعة والأسباب وطرق الضبط أثناء التثقيب التجريبي لقالب الطمس في الجدول التالي.
| الأخطاء الشائعة في اختبار التنظيف | الأسباب | طرق التعديل |
| التغذية ليست سلسة أو المواد عالقة | الحجم بين لوحي التوجيه صغير جدًا أو به ميل. | قم بلف أو إعادة تثبيت لوحة التوجيه وفقًا للموقف. |
| الفجوة بين المثقاب ولوحة التفريغ كبيرة جدًا ، مما يتسبب في التواء التداخل. | تقليل الفجوة بين المثقاب ولوحة التفريغ. | |
| يموت الطمس مع المسافة الثابتة للحافة الجانبية ، وسطح العمل للوحة التوجيه والحافة الجانبية ليست متوازية ، بحيث يكون الشريط عالقًا. | إعادة تحميل لوحة التوجيه. | |
| لا تتلاءم الحافة الجانبية وسدادة الحافة الجانبية بشكل وثيق ، مما يؤدي إلى تشكيل نتوءات ، مما يتسبب في تكدس الشريط. | تقليم حافة الجانب وقف للقضاء على الفجوة. | |
| قطع حواف لدغة | أسطح التثبيت لمقعد القالب العلوي ، مقعد القالب السفلي ، اللوحة الثابتة ، القالب ، لوحة الدعم وأجزاء أخرى ليست متوازية. | قم بقص الأجزاء ذات الصلة وأعد تثبيت القالب العلوي أو القالب السفلي. |
| المثقاب ، عمود التوجيه والأجزاء الأخرى غير مثبتة عموديًا. | أعد تجميع المثقاب أو عمود التوجيه. | |
| الخلوص بين عمود التوجيه وغطاء التوجيه كبير جدًا ، مما يجعل الدليل غير دقيق. | استبدل عمود التوجيه أو جلبة التوجيه. | |
| موضع فتحة لوحة التفريغ غير صحيح أو منحرف ، مما يتسبب في تحريك المثقاب. | تقليم أو استبدال لوحة التفريغ. | |
| تفريغ غير طبيعي | بسبب التجميع غير الصحيح ، لا يمكن لآلية التفريغ التحرك. إذا كانت لوحة التفريغ متطابقة بإحكام شديد مع المثقاب ، أو إذا كانت لوحة التفريغ مائلة وتعلق. | تقليم لوحات التفريغ والألواح العلوية وأجزاء أخرى. |
| مرونة غير كافية للربيع أو المطاط. | استبدل الزنبرك أو المطاط. | |
| فتحة التسرب للقالب المقعر ومقعد القالب السفلي غير متوازيتين ، ولا يمكن تفريغ المواد. | تقليم ثقب التسريب. | |
| يحتوي القالب المقعر على تفتق مقلوب يتسبب في انسداد قطعة العمل. | تقليم يموت. | |
| جودة الأجزاء المثقوبة ليست جيدة | حافة القطع ليست حادة أو صلابة التبريد منخفضة. | اضبط الفجوة بشكل معقول بين الثقب والقالب وشحذ حافة القطع لجزء العمل. |
| 1. هناك اخطاء | الخلوص المناسب كبير جدًا أو صغير جدًا. | اضبط الفجوة بشكل معقول بين الثقب والقالب وشحذ حافة القطع لجزء العمل. |
| 2. الأجزاء ليست مسطحة | الفجوة ليست موحدة ، لذلك فإن أحد جوانب جزء التثقيب به نتوء شطبة كبير. | اضبط الفجوة بشكل معقول بين الثقب والقالب وشحذ حافة القطع لجزء العمل. |
| 3. تقطيع الشكل | القالب لديه تفتق مقلوب. | تقليم يموت. |
| موضع الثقب الداخلي غير صحيح ، وهي ظاهرة خارج الموضع | سطح التلامس لقضيب القاذف وقطعة العمل صغيرة جدًا. | استبدل قضيب القاذف. |
| يكون دبوس التوجيه متطابقًا بإحكام شديد مع الفتحة المثقوبة مسبقًا لدفع الثقب خارج التجويف. | تقليم دبوس الدليل. | |
| موضع دبوس السدادة غير صحيح. | تقليم دبوس التوقف. | |
| حجم دبوس التوجيه الموجود على لكمة المسح صغير جدًا. | استبدل دبوس التوجيه. | |
| لوحة التوجيه وخط مركز التغذية للقالب ليسا متوازيين ، مما يجعل موضع الثقب منحرفًا. | تقليم الدليل. | |
| مسافة حافة جانبية غير دقيقة. | شحذ أو استبدال الحافة الجانبية. |





تعلمت الكثير هنا! هل يمكنني مشاركتها مع زملائي وأصدقائي؟