Vše, co potřebujete vědět o zaslepování nekovových materiálů a založení sekcí zaslepovacích dílů

Předpokládaná doba čtení: 11 minut
Děrování z nekovových materiálů
Pro nekovové materiály lze také použít stejný proces děrování jako u kovových materiálů. Protože se však organizace a mechanické vlastnosti nekovových materiálů velmi liší od vlastností kovových materiálů, existují určité zvláštní požadavky na jejich proces vysekávání a formy.
Podle odlišné struktury a mechanických vlastností nekovových materiálů patří mezi běžně používané metody stříhání stříhání ostrohranným děrováním a běžné stříhání.
Razník s ostrými hranami zatemnění
Lidé používají děrování s ostrými hranami k děrování vláknitých a elastických materiálů, jako je kůže, plsť, lepenka, vláknité tkaniny, azbestové tkaniny a různé termoplastické fólie. Obecně mají tyto materiály určitou „měkkost“.
Obrázek 1-1 ukazuje strukturu ostrohranné děrovací matrice. Z obrázku je vidět, že směr zkosení ostrohranné hrany směřuje k odpadu. Při děrování obsluha umístí pod plech tvrdé dřevo nebo překližku nebo karton, aby chránila řeznou hranu před prasknutím, aniž by bylo nutné použít matrici. Lze jej provádět na malotonážním lisu nebo přímo ručně.
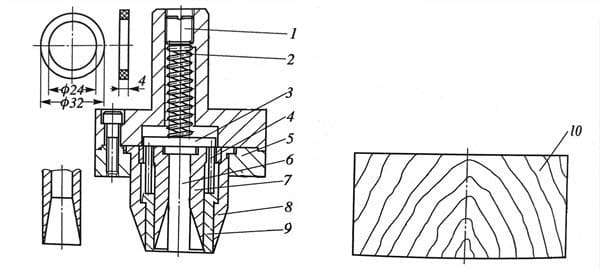
1-šroub; 2-pružina; 3-Přítlačná deska; 4-Tlačnice; 5-Pevná deska; 6-Tlačnice; 7-děrovací děrovač; 8-Vyrovnávací matrice; 9-Potlačovací deska; 10-Podložka z tvrdého dřeva
Obyčejné děrování
Pro některé tvrdší nekovové materiály, jako je slída, list fenolového papíru, list fenolové tkaniny, list epoxidové fenolové skleněné tkaniny atd., se pro děrovací zpracování obvykle používá běžný typ struktury děrovací matrice. Tyto materiály mají určitý stupeň tvrdosti a křehkosti.
Aby se omezily defekty, jako jsou trhliny v řezu a delaminace, měla by být příslušně zvýšena síla držáku předlisku a protivrchní síla a měla by se zmenšit mezera mezi formami. Hodnota překrytí je také větší než u obecných kovových materiálů. U různých papírových a látkových pryžových listů s tloušťkou materiálu větší než 1,5 mm a složitých tvarů je třeba polotovary před děrováním předehřát na určitou teplotu.
Zlepšení kvality a přesnosti průřezu zatemnění díly
Obrobek získaný běžným děrováním má hrubý smykový průřez a jsou zde také rohy, otřepy a sklony a rozměrová přesnost obrobku je také nízká. Když je požadováno, aby smyková plocha stříhacího dílu byla použita jako pracovní plocha nebo protilehlá plocha, obecný proces stříhání často nemůže splňovat technické požadavky dílu a další procesní metody ke zlepšení kvality a přesnosti průřezu. záslepky musí být přijata.
Renovovat
Renovace je použití metod řezání na matrici k odříznutí malé vrstvy kovu z okraje vysekávacího dílu, aby se odstranily rohy, otřepy a zlomové zóny, které zůstaly na průřezu při běžném vysekávání, čímž se zlepší průřez polotovaru Kvalita a přesnost obrábění. Po odříznutí okraje na zastřihovací sekci během renovace může obrobek obecně získat přesnost 8~6 a drsnost povrchu Ra může dosáhnout 0,8~0,4μm. Obrázek 1-2 ukazuje schematický diagram renovace.

1-Konkávní forma; 2-Prázdný; 3-děrovací forma; 4-Obrobek; 5-trosek
Renovace má následující vlastnosti.
- Při renovaci je okraj řezu malý a požadovaná síla nárazu je malá. Velikost obrobku je po renovaci stabilní a elastické zotavení obrobku je menší než u normálního hladkého stříhaného obrobku.
- Přídavek na oříznutí je asi 0,1~0,4 mm (oboustranný), plech je tlustý, tvar obrobku je složitý, materiál je tvrdý a přídavek by měl mít velkou hodnotu. Výpočet velikosti děrovacích, vysekávacích konvexních a konkávních dílů lisovnice před renovací by měl zohledňovat velikost přídavku na renovaci.
- Pokud je tloušťka plechu velká (t >3 mm) nebo je tvar obrobku složitý, je nutné pro postupné tvarování použít více způsobů ořezávání. Příspěvek na každou rekonstrukci by měl být rovnoměrný.
- Když je materiál tvrdý, tvar obrobku je komplikovaný a jiné metody nemohou zaručit rozměrovou přesnost a kvalitu řezu, lze toho dosáhnout procesem renovace.
- Během vícenásobné renovace je umístění obrobku obtížné, přesnost výroby formy je vysoká a počet forem je velký.
- Při renovaci musí být obrobek přesně umístěn, aby byla zajištěna rovnoměrná rezerva. Při umístění obrobku by měly být zaoblené rohy přivedeny směrem k matrici.
Hladký zatemnění
Malá mezera kulaté rohové děrování
Kulatý roh matrice je R0,1~0,3 mm a lze jej postupně zvětšovat a korigovat. Drsnost povrchu Ra hrany zápustky a zaoblení je 0,1~0,5. Mezera mezi samčí formou a samičí formou není větší než 0,01 mm. Při této metodě vysekávání má hrana zápustky zaoblené rohy a na hraně zápustky nevznikají žádné smykové trhliny.
Kov je rovnoměrně vtlačován do dutiny matrice a kovové vlákno je matricí prodlužováno a vyhlazeno. Povrch je zploštělý, aby vytvořil velmi lesklý povrch řezu.
Obrobky děrované tímto způsobem mají drsnost povrchu Ra 1,6~0,8 a rozměrovou přesnost 8~10. V důsledku děrování s malou mezerou se po vytlačení obrobku z dutiny dutiny zvětší velikost obrobku o 0,02~0,05 mm v důsledku elastického zotavení. Používá se hlavně pro neželezné kovy a měkkou ocel s dobrou plasticitou. Síla děrování je o 50% vyšší než u běžného děrování.
Negativní vůle děrování
Velikost razidla je větší než velikost raznice (0,1~0,2)t. Razník je stejný jako děrování malé mezery zaoblené matrice. Tato metoda je vhodná pro neželezné kovy s dobrou plasticitou. Při děrování, po uzavření formy, děrovač Udržujte vzdálenost 0,1~0,2 mm od horního povrchu raznice.
Drsnost povrchu Ra obrobku získaného touto metodou může dosáhnout 1,6~0,8 a rozměrová přesnost může dosáhnout 8~10, ale po děrování se velikost zvýší o 0,02-0,05 mm v důsledku elastického zotavení.
Děrujte otvory průbojníky se zaoblenými rohy
Používá se hlavně pro měkkou ocel a neželezné kovy. Průměr otvoru je obecně větší než 3t. Kvalita získaných děrovaných dílů je podobná výše uvedené metodě.
Zkouška a seřízení raznice
Po zpracování a sestavení formy podle technických požadavků výkresů je nutné ji otestovat v prostředí, které odpovídá skutečným podmínkám výroby. Vady v konstrukci a výrobě formy se dají zjistit pomocí zkušebního razníku, zjistí se příčina a forma se vhodně seřídí a opraví. Před oficiálním dodáním formy do výroby proveďte znovu zkušební děrování, dokud forma nebude fungovat normálně.
Účel testování forem
Zemřít soud děrování a úprava jsou zkráceny jako ladění a účely ladění jsou následující.
- Identifikujte kvalitu formy. Ověřte, zda kvalita produktu vyrobeného formou odpovídá požadavkům, a určete, zda lze formu dodat do výroby.
- Pomozte určit podmínky tvarování a procesní předpisy produktu. Poté, co byla forma otestována a upravena tak, aby produkovala kvalifikované produkty, lze během testu zvládnout a pochopit výkon formy, podmínky formování produktu, metody a pravidla, aby bylo možné poskytnout pomoc při formulaci procesních předpisů pro hromadnou výrobu produktů.
- Pomozte určit určité rozměry v procesu a návrhu formy. Pro lisování a tváření dílů se složitými tvary nebo požadavky na vysokou přesnost, v procesu a návrhu formy existují některé rozměry, které je obtížné určit výpočtovými metodami, jako je razník tažného nástroje, poloměr rohu nástroje atd. ., který je třeba vyzkoušet. Lze přesně určit.
- Pomozte určit tvar, velikost a materiálové normy tvářecích dílů. Při konstrukci matrice je u některých lisovaných dílů se složitými tvary nebo požadavky na vysokou přesnost obtížné přesně vypočítat velikost a tvar polotovaru před deformací. Aby bylo možné získat přesnější tvar, velikost a materiálové normy polotovaru, lze jej určit pouze metodou pokusu a omylu.
- Prostřednictvím testování najděte problémy, řešte problémy a shromažďujte zkušenosti, které pomohou dále zlepšovat návrh forem a úroveň výroby.
Je vidět, že proces odlaďování formy je velmi důležitý a nepostradatelný, ale čas na odlaďování a počet zkušebních razníků by měly být co nejmenší, což vyžaduje, aby design formy a kvalita výroby byly vynikající, a je nejlepší úspěšně ladit najednou. Během procesu uvádění do provozu by počet vzorků kvalifikovaného ražení měl být obecně mezi 20 a 1 000.
Zkouška a úprava zatemnění zemřít
- Hloubka spárování konvexních a konkávních forem. Obsluha může upravit hloubku spojení samčí formy a samičí formy změnou délky spojovací tyče lisu. Hloubka spojení razníku a matrice by měla být střední, ne příliš hluboká nebo příliš mělká, v závislosti na schopnosti vyrážet vhodné díly.
- Mezera mezi úderem a kostkou. Mezera mezi razníkem a matricí vysekávací matrice by měla být rovnoměrná. U vysekávacích matric s vodicími částmi je nastavení pohodlnější, pokud se vodicí části pohybují hladce; u nevedených děrovacích lisovnic lze okraj lisovnice pro nastavení lemovat čistou mědí nebo lepenkou, nebo lze použít světlo propouštějící a ucpávající.
- Zkouška pravítka a další metody se na lisu seřizují, dokud nejsou razník a matrice vzájemně vyrovnány a mezera je stejnoměrná, poté se matrice připevní k lisu šrouby pro zkušební děrování. Po zkušebním děrování zkontrolujte zkušební děrované díly, zda na nich nejsou zjevné otřepy, a posuďte kvalitu řezu. Pokud jsou zkušební děrované díly nekvalifikované, měly by být uvolněny a upraveny podle výše uvedené metody, dokud nebude mezera vhodná.
- Seřízení polohovacího zařízení. Zkontrolujte, zda polohovací části (polohovací čepy, polohovací bloky, polohovací desky) matrice splňují požadavky na polohování a zda je polohování spolehlivé. Pokud poloha není vhodná, měla by být během zkoušky formy oříznuta a v případě potřeby vyměněna.
- Seřízení vykládacího zařízení. Nastavení vykládacího zařízení zahrnuje především to, zda je vykládací deska nebo vyhazovač pružný; Pokud je zjištěna závada, měla by být seřízena a v případě potřeby vyměněna.
Běžné závady, příčiny a způsoby seřízení při zkušebním děrování vysekávacího lisu jsou uvedeny v následující tabulce.
| Běžné závady zkušebního proplachování | Příčiny | Metody úprav |
| Podávání není plynulé nebo se materiál zasekl | Velikost mezi dvěma vodícími deskami je příliš malá nebo má sklon. | Opilujte nebo znovu nainstalujte vodicí desku podle situace. |
| Mezera mezi razníkem a vykládací deskou je příliš velká, což způsobuje zkroucení přesahu. | Zmenšete mezeru mezi razníkem a vynášecí deskou. | |
| Záslepka s pevnou vzdáleností boční hrany, pracovní plocha vodící desky a boční hrana nejsou rovnoběžné, takže pásek je přilepený. | Opětovné vložení vodicí desky. | |
| Boční okraj a zarážka bočního okraje nedoléhají těsně, tvoří otřepy, což způsobuje zasekávání pásu. | Ořízněte boční okrajovou zarážku, abyste odstranili mezeru. | |
| Řezné hrany se zakousnou | Montážní povrchy horního sedla formy, spodního sedla formy, pevné desky, matrice, opěrné desky a dalších částí nejsou rovnoběžné. | Odřízněte příslušné díly a znovu nainstalujte horní nebo spodní formu. |
| Razník, vodicí sloupek a další díly nejsou instalovány svisle. | Znovu sestavte razník nebo vodicí sloupek. | |
| Vůle mezi vodicím sloupkem a vodicí objímkou je příliš velká, takže vodítko je nepřesné. | Vyměňte vodicí sloupek nebo vodicí pouzdro. | |
| Poloha otvoru výstupní desky je nesprávná nebo šikmá, což způsobuje pohyb děrovače. | Ořízněte nebo vyměňte výtlačnou desku. | |
| Abnormální vykládka | V důsledku nesprávné montáže se vykládací mechanismus nemůže pohybovat. Pokud je vykládací deska příliš těsně usazena s razníkem nebo je vykládací deska nakloněná a zaseknutá. | Ořízněte vykládací desky, horní desky a další díly. |
| Nedostatečná pružnost pružiny nebo pryže. | Vyměňte pružinu nebo gumu. | |
| Únikový otvor konkávní formy a spodní sedlo formy nejsou vyrovnány a materiál nemůže být vypuštěn. | Ořízněte netěsnící otvor. | |
| Konkávní forma má obrácený kužel, který způsobuje zablokování obrobku. | Ořízněte kostku. | |
| Kvalita děrovaných dílů není dobrá | Řezná hrana není ostrá nebo je tvrdost kalení nízká. | Rozumně upravte mezeru mezi razníkem a matricí a naostřete ostří pracovní části. |
| 1. Existují závady | Lícovací vůle je příliš velká nebo příliš malá. | Rozumně upravte mezeru mezi razníkem a matricí a naostřete ostří pracovní části. |
| 2. Díly nejsou ploché | Mezera není stejnoměrná, takže jedna strana děrovací části má výrazný úkosový otřep. | Rozumně upravte mezeru mezi razníkem a matricí a naostřete ostří pracovní části. |
| 3. Tvar zaslepení | Forma má obrácený kužel. | Ořízněte kostku. |
| Poloha vnitřního otvoru není správná a jedná se o jev mimo polohu | Kontaktní plocha vyhazovací tyče a obrobku je příliš malá. | Vyměňte vyhazovací tyč. |
| Vodicí kolík je příliš těsně slícován s předraženým otvorem, aby mohl vytlačit razník z vybrání. | Ořízněte vodicí kolík. | |
| Poloha zarážkového kolíku je nesprávná. | Ořízněte dorazový kolík. | |
| Velikost vodícího kolíku na razníku je příliš malá. | Vyměňte vodicí kolík. | |
| Vodicí deska a středová osa podávání matrice nejsou rovnoběžné, což způsobuje zkosení polohy otvoru. | Ořízněte vodítko. | |
| Nepřesná vzdálenost boční hrany. | Naostřete nebo vyměňte boční hranu. |





Hodně jsem se tu naučil! Mohu to sdílet se svými kolegy a přáteli?