Все, что вам нужно знать о заглушках из неметаллических материалов и фундаменте секций заглушек

Приблизительное время прочтения: 11 минут
Штамповка неметаллических материалов
Для неметаллических материалов можно использовать тот же процесс штамповки, что и для металлических материалов. Однако, поскольку организация и механические свойства неметаллических материалов сильно отличаются от металлических материалов, существуют некоторые особые требования к процессу их вырубки и форм.
В соответствии с различной структурой и механическими свойствами неметаллических материалов, обычно используемые методы вырубки включают вырубку пуансона с острыми краями и обычную вырубку.
Пробойник с острыми краями гашение
Люди используют штамповку с острыми краями для штамповки волокнистых и эластичных материалов, таких как кожа, войлок, картон, волокнистая ткань, асбестовая ткань и различные термопластичные пленки. В целом эти материалы обладают определенной «мягкостью».
На рис. 1-1 показана конструкция штампа с острыми краями. Из рисунка видно, что направление скоса острой кромки обращено к отходам. При штамповке оператор кладет под лист твердую древесину, фанеру или картон, чтобы защитить режущую кромку от растрескивания, без использования штампа. Его можно проводить на малотоннажном прессе или непосредственно вручную.
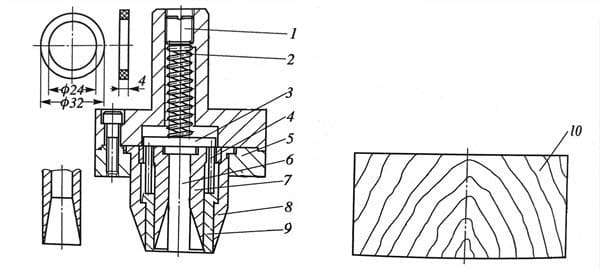
1-винт; 2-пружина; 3-толкающая пластина; 4-толкающий стержень; 5-фиксированная пластина; 6-толкающая штанга; 7-пробойник; 8-Вырубной штамп; 9-Толкающая доска; 10-подушка из твердой древесины
Обычная штамповка
Для некоторых более твердых неметаллических материалов, таких как слюда, фенольный бумажный лист, фенольный тканевый лист, эпоксидно-фенольный стеклотканый лист и т. Д., Для штамповки обычно используется штамповочный штамп обычного типа. Эти материалы обладают определенной твердостью и хрупкостью.
Чтобы уменьшить дефекты, такие как трещины в сечениях и расслоение, усилие держателя заготовки и усилие противовеса должны быть соответствующим образом увеличены, а зазор между формами должен быть уменьшен. Величина перекрытия также больше, чем у обычных металлических материалов. Для различных бумажных и тканевых резиновых листов с толщиной материала более 1,5 мм и сложной формы заготовки необходимо предварительно нагреть до определенной температуры перед штамповкой.
Повышение качества и точности поперечного сечения гашение части
Заготовка, полученная обычной штамповкой, имеет грубое срезанное сечение, а также есть углы, заусенцы и уклоны, а точность размеров заготовки также невысока. Когда необходимо использовать срезную поверхность вырубной детали в качестве рабочей или сопряженной поверхности, общий процесс вырубки часто не может соответствовать техническим требованиям детали и другим методам обработки для повышения качества и точности поперечного сечения. заглушки необходимо принять.
Восстановить
Ремонт - это использование методов резки на штампе для отрезания небольшого слоя металла с края вырубной детали для удаления углов, заусенцев и зон излома, оставшихся на поперечном сечении во время обычной вырубки, тем самым улучшая поперечное сечение. вырубной детали Качество и точность обработки. После обрезки запаса на участке вырубки во время ремонта заготовка обычно может получить точность 8 ~ 6, а шероховатость поверхности Ra может достигать 0,8 ~ 0,4 мкм. На Рисунке 1-2 представлена принципиальная схема ремонта.

1-вогнутая форма; 2-пустой; 3-пуансонная форма; 4-заготовка; 5-стружка
Ремонт имеет следующие характеристики.
- При ремонте край резания невелик, а требуемая сила удара мала. Размер заготовки остается стабильным после ремонта, а упругое восстановление заготовки меньше, чем у обычной гладкой заготовки для вырубки.
- Припуск на обрезку составляет около 0,1 ~ 0,4 мм (двусторонний), лист толстый, форма заготовки сложная, материал твердый, и припуск должен быть большим. При расчете размеров штамповочных деталей для штамповки, вырубки выпуклой и вогнутой формы перед ремонтом следует учитывать размер припуска на ремонт.
- Когда толщина листа велика (t> 3 мм) или форма заготовки сложная, необходимо использовать несколько методов обрезки для постепенного придания формы. Пособие на каждый ремонт должно быть равным.
- Когда материал твердый, форма заготовки сложная, а другие методы не могут гарантировать точность размеров и качество сечения, это может быть достигнуто в процессе ремонта.
- При многократном ремонте позиционирование заготовки затруднено, точность изготовления пресс-формы высокая, а количество пресс-форм велико.
- При ремонте заготовка должна быть точно расположена, чтобы обеспечить равномерный запас. При укладке заготовки закругленные углы необходимо подвести к штампу.
Гладкий; плавный гашение
Вырубка круглых углов с малым зазором
Круглый угол матрицы составляет R0,1 ~ 0,3 мм, и его можно постепенно увеличивать и исправлять. Шероховатость поверхности Ra кромки матрицы и галтеля составляет 0,1 ~ 0,5. Зазор между охватываемой и охватывающей формами составляет не более 0,01 мм. В этом методе вырубки кромка матрицы имеет закругленные углы, и на кромке матрицы не образуются трещины от сдвига.
Металл равномерно вдавливается в полость штампа, а металлическое волокно вытягивается и сглаживается штампом. Поверхность сглаживается, образуя очень блестящую поверхность среза.
Заготовки, штампованные этим методом, имеют шероховатость поверхности Ra 1,6 ~ 0,8 и точность размеров 8 ~ 10. Из-за малого зазора пробивки после выталкивания заготовки из полости полости размер заготовки увеличится на 0,02 ~ 0,05 мм за счет упругого восстановления. В основном используется для обработки цветных металлов и низкоуглеродистой стали с хорошей пластичностью. Усилие штамповки на 50% выше, чем у обычной штамповки.
Пробивка с отрицательным зазором
Размер пуансона больше размера матрицы (0,1 ~ 0,2) t. Пуансон такой же, как и штамповка закругленной матрицы с небольшим зазором. Этот метод подходит для цветных металлов с хорошей пластичностью. При штамповке, после закрытия формы, пуансон должен находиться на расстоянии 0,1 ~ 0,2 мм от верхней поверхности матрицы.
Шероховатость поверхности Ra заготовки, полученной этим методом, может достигать 1,6 ~ 0,8, а точность размеров - 8 ~ 10, но после штамповки размер увеличится на 0,02-0,05 мм за счет упругого восстановления.
Пробивать отверстия пуансонами с закругленными углами
В основном используется для низкоуглеродистой стали и цветных металлов. Диаметр отверстия обычно больше 3t. Качество получаемых штампованных деталей аналогично описанному выше методу.
Испытание и регулировка штампа
После того, как пресс-форма обработана и собрана в соответствии с техническими требованиями чертежей, она должна быть испытана в среде, соответствующей фактическим условиям производства. Дефекты конструкции и изготовления пресс-формы могут быть обнаружены с помощью пробного штампа, причина найдена, и пресс-форма соответствующим образом отрегулирована и отремонтирована. Выполните пробную штамповку еще раз, пока форма не сможет нормально работать, прежде чем форма будет официально отправлена в производство.
Цель испытания пресс-форм
Умереть испытание штамповка и настройка сокращенно обозначаются как отладка, а цели отладки заключаются в следующем.
- Определите качество формы. Убедитесь, что качество продукта, производимого с помощью пресс-формы, соответствует требованиям, и определите, может ли пресс-форма быть доставлена в производство.
- Помогите определить условия формования и технологические регламенты продукта. После того, как пресс-форма была протестирована и настроена для производства качественной продукции, ее характеристики, условия формования продукта, методы и правила могут быть усвоены и поняты во время испытания, чтобы оказать помощь в формулировании технологических регламентов для массового производства продуктов.
- Помогите определить определенные размеры в процессе и конструкции пресс-формы. Для штамповки и формовки деталей сложной формы или с высокими требованиями к точности в процессе и при проектировании пресс-формы существуют некоторые размеры, которые трудно определить методами расчета, например, пуансон волочильной матрицы, угловой радиус матрицы и т. Д. ., которые необходимо проверить. Можно точно определить.
- Помогите определить форму, размер и стандарты материала формовочных деталей. В конструкции штампа некоторые штампованные детали сложной формы или с высокими требованиями к точности трудно точно рассчитать размер и форму заготовки перед деформацией. Чтобы получить более точную форму, размер и стандарты материала заготовки, только методом проб и ошибок можно определить ее.
- Путем тестирования выявляйте проблемы, решайте проблемы и накапливайте опыт, который поможет еще больше улучшить конструкцию пресс-форм и уровень производства.
Можно видеть, что процесс отладки пресс-формы очень важен и незаменим, но время на отладку и количество пробных штампов должно быть как можно меньше, что требует, чтобы конструкция пресс-формы и качество изготовления были превосходными, и лучше всего успешно отлаживать за один раз. Во время процесса ввода в эксплуатацию количество квалифицированных штамповочных элементов должно быть от 20 до 1000.
Испытание и настройка гашение умереть
- Глубина стыковки выпуклой и вогнутой форм. Оператор может регулировать глубину стыковки охватываемой формы и охватывающей формы, изменяя длину шатуна пресса. Глубина сопряжения пуансона и матрицы должна быть умеренной, не слишком глубокой или слишком мелкой, в зависимости от возможности пробивать подходящие детали.
- Разрыв между пуансоном и матрицей. Зазор между пуансоном и матрицей вырубного штампа должен быть ровным. Для штампов с направляющими более удобна регулировка, если направляющие движутся плавно; для штампов без направляющих для перфорации можно использовать чистую медь или картон по краю штампа для регулировки, или можно использовать светопропускание и закупоривание.
- Тест с помощью линейки и другие методы регулируются на прессе до тех пор, пока пуансон и матрица не будут выровнены друг с другом и зазор не станет однородным, затем матрица прикрепляется к прессу винтами для пробной штамповки. После пробной штамповки проверьте детали с пробной штамповкой на наличие явных заусенцев и оцените качество профиля. Если штампованные детали не соответствуют требованиям, их следует ослабить и отрегулировать в соответствии с вышеупомянутым методом, пока зазор не станет подходящим.
- Регулировка позиционирующего устройства. Убедитесь, что позиционирующие детали (позиционирующие штифты, позиционирующие блоки, позиционирующие пластины) матрицы соответствуют требованиям позиционирования и является ли позиционирование надежным. Если положение не подходит, его следует обрезать во время испытания формы и при необходимости заменить.
- Регулировка разгрузочного устройства. Регулировка разгрузочного устройства в основном включает в себя гибкость разгрузочной плиты или выталкивателя; Если обнаружена неисправность, ее следует отрегулировать и при необходимости заменить.
Общие неисправности, причины и методы регулировки во время пробной штамповки вырубного штампа показаны в следующей таблице.
| Распространенные ошибки при тестовой промывке | Причины | Способы регулировки |
| Подача неровная или материал застрял | Размер между двумя направляющими пластинами слишком мал или имеет наклон. | Подпилите или переустановите направляющую пластину в зависимости от ситуации. |
| Зазор между пуансоном и разгрузочной пластиной слишком велик, что приводит к перекручиванию перекрытия. | Уменьшите зазор между пуансоном и разгрузочной пластиной. | |
| Вырубной штамп с фиксированным расстоянием между боковыми кромками, рабочая поверхность направляющей пластины и боковая кромка не параллельны, так что полоса прилипает. | Повторная загрузка направляющей пластины. | |
| Боковой край и ограничитель бокового края не прилегают вплотную, образуя заусенцы, что приводит к застреванию полосы. | Обрежьте боковой край упора, чтобы устранить зазор. | |
| Прикус режущих кромок | Монтажные поверхности верхней опоры формы, нижней опоры формы, неподвижной пластины, матрицы, опорной пластины и других деталей не параллельны. | Обрежьте соответствующие детали и установите на место верхнюю или нижнюю форму. |
| Пуансон, направляющая стойка и другие детали не устанавливаются вертикально. | Снова соберите пуансон или направляющую стойку. | |
| Зазор между направляющей стойкой и направляющей втулкой слишком велик, что делает направляющую неточной. | Замените направляющую стойку или направляющую втулку. | |
| Положение отверстия на разгрузочной пластине неправильное или перекошенное, что приводит к перемещению пробивного штампа. | Обрежьте или замените напорную пластину. | |
| Аномальная разгрузка | Из-за неправильной сборки разгрузочный механизм не может двигаться. Если разгрузочная пластина слишком плотно прилегает к пуансону, или если разгрузочная пластина наклоняется и застревает. | Обрезать разгрузочные плиты, верхние плиты и другие детали. |
| Недостаточная эластичность пружины или резины. | Заменить пружину или резину. | |
| Отверстие для утечки вогнутой формы и нижнее седло формы не совмещены, и материал не может быть выгружен. | Обрежьте протекающее отверстие. | |
| Вогнутая форма имеет перевернутый конус, из-за которого заготовка блокируется. | Обрежьте кубик. | |
| Качество перфорированных деталей плохое | Режущая кромка не острая или закалочная твердость низкая. | Разумно отрегулировать зазор между пуансоном и плашкой и заточить режущую кромку рабочей части. |
| 1. Есть глюки | Зазор для посадки слишком велик или слишком мал. | Разумно отрегулировать зазор между пуансоном и плашкой и заточить режущую кромку рабочей части. |
| 2. Детали не плоские | Зазор не является равномерным, поэтому на одной стороне штамповочной части имеется значительный заусенец под углом. | Разумно отрегулировать зазор между пуансоном и плашкой и заточить режущую кромку рабочей части. |
| 3. Форма заглушки | Матрица имеет перевернутый конус. | Обрежьте кубик. |
| Положение внутреннего отверстия неправильное, и это явление смещения | Контактная поверхность стержня выталкивателя и заготовки слишком мала. | Заменить шток выталкивателя. |
| Направляющий штифт слишком плотно прилегает к предварительно пробитому отверстию, чтобы вытолкнуть пуансон из углубления. | Обрежьте направляющий штифт. | |
| Положение стопорного штифта неправильное. | Обрежьте стопорный штифт. | |
| Размер направляющего штифта на вырубном штампе слишком мал. | Заменить направляющий штифт. | |
| Направляющая пластина и центральная линия подачи матрицы не параллельны, что приводит к перекосу положения отверстия. | Обрежьте направляющую. | |
| Неточное расстояние от края до края. | Заточите или замените боковую кромку. |





Здесь многому научились! Могу ли я поделиться им со своими коллегами и друзьями?