Alles, was Sie über das Stanzen von nichtmetallischen Materialien und das Profilfundament von Stanzteilen wissen müssen

Geschätzte Lesezeit: 11 Protokoll
Stanzen aus nichtmetallischen Werkstoffen
Bei nichtmetallischen Werkstoffen kann auch der gleiche Stanzprozess wie bei metallischen Werkstoffen angewendet werden. Da sich die Organisation und die mechanischen Eigenschaften von nichtmetallischen Werkstoffen jedoch stark von denen metallischer Werkstoffe unterscheiden, gibt es einige besondere Anforderungen an deren Stanzverfahren und Formen.
Entsprechend der unterschiedlichen Struktur und mechanischen Eigenschaften nichtmetallischer Werkstoffe sind die gängigen Stanzverfahren das scharfkantige Stanzstanzen und das Normalstanzen.
Scharfkantiger Schlag Ausblenden
Mit dem scharfkantigen Lochstanzen werden faserige und elastische Materialien wie Leder, Filz, Pappe, Fasergewebe, Asbestgewebe und verschiedene thermoplastische Folien gestanzt. Im Allgemeinen haben diese Materialien eine gewisse „Weichheit“.
Bild 1-1 zeigt den Aufbau des scharfkantigen Stanzstempels. Aus der Figur ist ersichtlich, dass die Richtung der Abschrägung der scharfkantigen Kante dem Abfall zugewandt ist. Beim Stanzen legt der Bediener Hartholz oder Sperrholz oder Pappe unter das Blech, um die Schnittkante vor Rissen zu schützen, ohne dass eine Matrize verwendet werden muss. Es kann auf einer Presse mit niedriger Tonnage oder direkt von Hand durchgeführt werden.
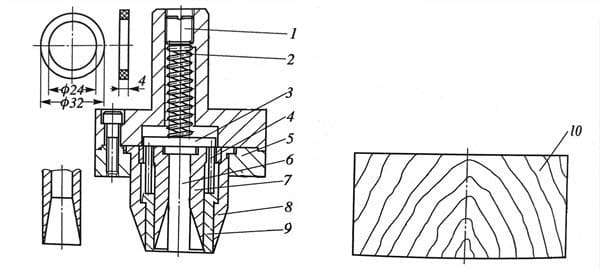
1-Schraube; 2-Frühling; 3-Druckplatte; 4-Schubstange; 5-feste Platte; 6-Schubstange; 7-Stanzstempel; 8-Stanzwerkzeug; 9-Schiebebrett; 10-Hartholzauflage
Gewöhnliches Stanzen
Für einige härtere nichtmetallische Materialien wie Glimmer, Phenolpapierblätter, Phenolgewebeblätter, Epoxid-Phenolglasgewebeblätter usw. wird normalerweise der übliche Strukturtyp des Stanzwerkzeugs für die Stanzverarbeitung verwendet. Diese Materialien haben eine gewisse Härte und Sprödigkeit.
Um Defekte wie Querschnittsrisse und Delaminierung zu reduzieren, sollten die Niederhalterkraft und die Gegenoberseitenkraft angemessen erhöht und der Spalt zwischen den Formen verringert werden. Der Überlappungswert ist auch größer als der von allgemeinen Metallmaterialien. Bei verschiedenen Papier- und Gewebegummiplatten mit einer Materialstärke von mehr als 1,5 mm und komplexen Formen müssen die Rohlinge vor dem Stanzen auf eine bestimmte Temperatur vorgewärmt werden.
Verbesserung der Qualität und Genauigkeit des Querschnitts von Ausblenden Teile
Das durch normales Stanzen erhaltene Werkstück hat einen rauen Scherabschnitt, und es gibt auch Ecken, Grate und Schrägen, und die Maßhaltigkeit des Werkstücks ist ebenfalls gering. Wenn die Scherfläche des Stanzteils als Arbeitsfläche oder Passfläche verwendet werden muss, kann der allgemeine Stanzprozess oft nicht die technischen Anforderungen des Teils und andere Prozessmethoden erfüllen, um die Qualität und Genauigkeit des Querschnitts zu verbessern des Ausblendteils übernommen werden.
Renovieren
Aufarbeitung ist die Verwendung von Schneidverfahren an der Matrize, um eine kleine Metallschicht von der Kante des Stanzteils abzuschneiden, um die Ecken, Grate und Bruchzonen zu entfernen, die beim gewöhnlichen Stanzen auf dem Querschnitt zurückgeblieben sind, wodurch der Querschnitt verbessert wird des Stanzteils Qualität und Bearbeitungsgenauigkeit. Nach dem Abschneiden des Randes am Stanzabschnitt während der Aufarbeitung kann das Werkstück im Allgemeinen eine Genauigkeit von 8 bis 6 erreichen, und die Oberflächenrauheit Ra kann 0,8 bis 0,4 μm erreichen. Abbildung 1-2 zeigt ein schematisches Diagramm der Renovierung.

1-konkave Form; 2-Leer; 3-Loch-Form; 4-Werkstück; 5-Späne
Die Renovierung hat die folgenden Merkmale.
- Bei der Sanierung ist der Schnittspielraum gering und die erforderliche Schlagkraft gering. Die Größe des Werkstücks ist nach der Aufarbeitung stabil, und die elastische Erholung des Werkstücks ist geringer als die des normalen glatten Stanzwerkstücks.
- Die Beschnittzugabe beträgt etwa 0,1 bis 0,4 mm (doppelseitig), das Blech ist dick, die Form des Werkstücks ist komplex, das Material ist hart und die Zulage sollte groß sein. Bei der Größenberechnung der Stanz-, Schneidkonvex- und Konkavwerkzeug-Werkstücke vor der Aufarbeitung sollte die Höhe der Aufarbeitungszulage berücksichtigt werden.
- Wenn die Dicke des Blechs groß ist (t > 3 mm) oder die Form des Werkstücks komplex ist, ist es notwendig, mehrere Trimmverfahren anzuwenden, um es allmählich zu formen. Die Vergütung für jede Renovierung sollte gleichmäßig sein.
- Wenn das Material hart ist, die Form des Werkstücks kompliziert ist und andere Methoden die Maßgenauigkeit und Schnittqualität nicht garantieren können, kann dies durch den Aufarbeitungsprozess erreicht werden.
- Während der Mehrfachüberholung ist die Positionierung des Werkstücks schwierig, die Formherstellungsgenauigkeit hoch und die Anzahl der Formen groß.
- Beim Aufarbeiten muss das Werkstück genau positioniert werden, um einen gleichmäßigen Rand zu gewährleisten. Beim Einlegen des Werkstücks sollten die abgerundeten Ecken an die Matrize herangeführt werden.
Glatt Ausblenden
Stanzen mit kleinen Lücken an runden Ecken
Die runde Ecke der Matrize beträgt R0,1 ~ 0,3 mm und kann schrittweise vergrößert und korrigiert werden. Die Oberflächenrauhigkeit Ra der Matrizenkante und -verrundung beträgt 0,1 bis 0,5. Der Spalt zwischen der männlichen Form und der weiblichen Form beträgt nicht mehr als 0,01 mm. Bei diesem Stanzverfahren hat die Werkzeugkante abgerundete Ecken, und an der Werkzeugkante werden keine Scherrisse erzeugt.
Das Metall wird gleichmäßig in den Hohlraum der Matrize gedrückt, und die Metallfaser wird durch die Matrize verlängert und geglättet. Die Oberfläche wird abgeflacht, um eine sehr glänzende Schnittfläche zu bilden.
Die mit diesem Verfahren gestanzten Werkstücke haben eine Oberflächenrauhigkeit Ra von 1,6~0,8 und eine Maßhaltigkeit von 8~10. Aufgrund des Stanzens mit kleinem Spalt nimmt die Größe des Werkstücks aufgrund der elastischen Erholung um 0,02 bis 0,05 mm zu, nachdem das Werkstück aus dem Hohlraum des Hohlraums herausgedrückt wurde. Hauptsächlich verwendet für Nichteisenmetalle und Baustahl mit guter Plastizität. Die Stanzkraft ist 50% höher als beim normalen Stanzen.
Stanzen mit negativem Abstand
Die Größe des Stempels ist größer als die Größe der Matrize (0,1 ~ 0,2) t. Der Stempel ist derselbe wie das Stanzen der abgerundeten Matrize mit kleinem Spalt. Dieses Verfahren eignet sich für Buntmetalle mit guter Plastizität. Beim Stanzen hält der Stempel nach dem Schließen der Form einen Abstand von 0,1 bis 0,2 mm von der oberen Oberfläche der Matrize.
Die Oberflächenrauheit Ra des durch dieses Verfahren erhaltenen Werkstücks kann 1,6 bis 0,8 erreichen, und die Maßgenauigkeit kann 8 bis 10 erreichen, aber nach dem Stanzen nimmt die Größe aufgrund der elastischen Erholung um 0,02 bis 0,05 mm zu.
Löcher mit Stempeln mit abgerundeten Ecken stanzen
Hauptsächlich für Weichstahl und Nichteisenmetalle verwendet. Der Lochdurchmesser ist in der Regel größer als 3t. Die Qualität der erhaltenen Stanzteile ist ähnlich wie bei obigem Verfahren.
Erprobung und Einstellung des Stanzwerkzeugs
Nachdem die Form gemäß den technischen Anforderungen der Zeichnungen bearbeitet und montiert wurde, muss sie in einer Umgebung getestet werden, die den tatsächlichen Produktionsbedingungen entspricht. Durch den Prüfstempel können die Mängel in der Konstruktion und Herstellung der Form gefunden, die Ursache gefunden und die Form entsprechend angepasst und repariert werden. Führen Sie das Probestanzen erneut durch, bis die Form normal funktionieren kann, bevor die Form offiziell an die Produktion geliefert wird.
Der Zweck der Schimmelpilzprüfung
Versuch sterben Stanzen und Anpassung werden als Debugging abgekürzt, und die Zwecke des Debugging sind wie folgt.
- Identifizieren Sie die Qualität der Form. Überprüfen Sie, ob die Qualität des von der Form hergestellten Produkts den Anforderungen entspricht, und bestimmen Sie, ob die Form für die Produktion geliefert werden kann.
- Helfen Sie mit, die Umformbedingungen und Prozessvorschriften des Produkts zu bestimmen. Nachdem die Form getestet und eingestellt wurde, um qualifizierte Produkte herzustellen, können die Formleistung, Produktformbedingungen, Methoden und Regeln während des Tests beherrscht und verstanden werden, um Hilfestellung bei der Formulierung von Prozessvorschriften für die Massenproduktion von Produkten zu leisten.
- Hilfe bei der Bestimmung bestimmter Abmessungen im Prozess- und Werkzeugdesign. Bei Stanz- und Umformteilen mit komplexen Formen oder hohen Präzisionsanforderungen gibt es in der Prozess- und Werkzeugauslegung einige rechnerisch schwer zu ermittelnde Abmessungen, wie z ., die getestet werden müssen. Kann genau bestimmt werden.
- Helfen Sie bei der Bestimmung von Form, Größe und Materialstandards der Formteile. Bei der Werkzeugkonstruktion ist es bei einigen Stanzteilen mit komplexen Formen oder hohen Präzisionsanforderungen schwierig, die Größe und Form des Rohlings vor der Verformung genau zu berechnen. Um genauere Rohlingform-, Größen- und Materialstandards zu erhalten, kann nur durch Versuch und Irrtum bestimmt werden.
- Finden Sie durch Tests Probleme, lösen Sie Probleme und sammeln Sie Erfahrungen, die dazu beitragen, die Formkonstruktion und das Fertigungsniveau weiter zu verbessern.
Es ist ersichtlich, dass der Werkzeug-Debug-Prozess sehr wichtig und unverzichtbar ist, aber die Zeit für das Debuggen und die Anzahl der Probestempel sollten so gering wie möglich sein, was eine hervorragende Formkonstruktion und Fertigungsqualität erfordert, und das ist am besten auf einmal erfolgreich debuggen. Bei der Inbetriebnahme sollte die Stichprobenanzahl der qualifizierten Prägungen in der Regel zwischen 20 und 1.000 liegen.
Test und Einstellung von Ausblenden sterben
- Die Stecktiefe der konvexen und konkaven Formen. Der Bediener kann die Eingriffstiefe der männlichen Form und der weiblichen Form einstellen, indem er die Länge der Verbindungsstange der Presse ändert. Die Passtiefe des Stempels und der Matrize sollte moderat sein, nicht zu tief oder zu flach, abhängig von der Fähigkeit, geeignete Teile auszustanzen.
- Spalt zwischen Stempel und Matrize. Der Spalt zwischen Stempel und Matrize des Stanzwerkzeugs sollte gleichmäßig sein. Bei Stanzwerkzeugen mit Führungsteilen ist die Einstellung bequemer, solange sich die Führungsteile leichtgängig bewegen; bei nicht geführten Stanzwerkzeugen kann zur Justierung der Stempelrand mit reinem Kupfer oder Karton unterfüttert oder lichtdurchlässig und gestopft werden.
- Der Linealtest und andere Methoden werden an der Presse angepasst, bis Stempel und Matrize zueinander ausgerichtet sind und der Spalt gleichmäßig ist, dann wird die Matrize zum Probestanzen mit Schrauben an der Presse befestigt. Prüfen Sie nach dem Probestanzen die Probestanzteile auf sichtbare Grate und beurteilen Sie die Schnittqualität. Wenn die Probestanzteile nicht geeignet sind, sollten sie gelöst und gemäß der oben genannten Methode eingestellt werden, bis der Spalt geeignet ist.
- Einstellung der Positionierungsvorrichtung. Prüfen Sie, ob die Positionierteile (Positionierstifte, Positionierklötze, Positionierplatten) der Matrize den Positionieranforderungen entsprechen und ob die Positionierung zuverlässig ist. Wenn die Position nicht geeignet ist, sollte es während der Formprobe gekürzt und gegebenenfalls ersetzt werden.
- Einstellung der Entladevorrichtung. Die Einstellung der Entladevorrichtung beinhaltet hauptsächlich, ob die Entladeplatte oder der Auswerfer flexibel ist; Wenn ein Fehler gefunden wird, sollte er eingestellt und gegebenenfalls ersetzt werden.
Die häufigsten Fehler, Ursachen und Einstellmethoden beim Probestanzen des Stanzwerkzeugs sind in der folgenden Tabelle aufgeführt.
| Häufige Fehler beim Testspülen | Ursachen | Anpassungsmethoden |
| Der Einzug ist nicht glatt oder das Material klemmt | Der Abstand zwischen den beiden Führungsplatten ist zu klein oder hat eine Neigung. | Leitblech je nach Situation feilen oder neu einbauen. |
| Der Spalt zwischen Stempel und Entladeplatte ist zu groß, wodurch die Überlappung verdreht wird. | Verringern Sie den Abstand zwischen dem Stempel und der Austragsplatte. | |
| Der Stanzstempel mit der Seitenkante festem Abstand, die Arbeitsfläche der Führungsplatte und die Seitenkante sind nicht parallel, so dass der Streifen feststeckt. | Nachladen der Führungsplatte. | |
| Die Seitenkante und der Seitenkantenanschlag passen nicht genau zusammen, bilden Grate und verursachen ein Verklemmen des Streifens. | Trimmen Sie den Seitenkantenanschlag, um die Lücke zu beseitigen. | |
| Schneiden beißen | Die Montageflächen des oberen Formsitzes, des unteren Formsitzes, der festen Platte, der Matrize, der Trägerplatte und anderer Teile sind nicht parallel. | Trimmen Sie die relevanten Teile und installieren Sie die obere Form oder die untere Form wieder. |
| Stempel, Führungspfosten und andere Teile sind nicht vertikal installiert. | Bauen Sie den Stempel oder Führungspfosten wieder zusammen. | |
| Das Spiel zwischen dem Führungspfosten und der Führungshülse ist zu groß, wodurch die Führung ungenau wird. | Ersetzen Sie den Führungspfosten oder die Führungshülse. | |
| Die Lochposition der Abwurfplatte ist falsch oder schief, wodurch sich der Stanzstempel bewegt. | Trimmen oder ersetzen Sie die Entladeplatte. | |
| Abnormales Entladen | Aufgrund einer falschen Montage kann sich der Entlademechanismus nicht bewegen. Wenn die Entladeplatte zu eng an den Stempel angepasst ist oder die Entladeplatte gekippt ist und festsitzt. | Entladebleche, Deckbleche und andere Teile zuschneiden. |
| Unzureichende Elastizität von Feder oder Gummi. | Ersetzen Sie die Feder oder den Gummi. | |
| Das Leckageloch der konkaven Form und der untere Formsitz sind nicht ausgerichtet und das Material kann nicht ausgetragen werden. | Schneiden Sie das undichte Loch. | |
| Die konkave Form hat eine umgekehrte Verjüngung, die bewirkt, dass das Werkstück blockiert. | Trimmen Sie den Würfel. | |
| Die Qualität der Stanzteile ist nicht gut | Die Schneide ist nicht scharf oder die Abschreckhärte ist gering. | Passen Sie den Spalt zwischen Stempel und Matrize angemessen an und schärfen Sie die Schneidkante des Arbeitsteils. |
| 1. Es gibt Störungen | Das Passungsspiel ist zu groß oder zu klein. | Passen Sie den Spalt zwischen Stempel und Matrize angemessen an und schärfen Sie die Schneidkante des Arbeitsteils. |
| 2. Die Teile sind nicht flach | Der Spalt ist nicht gleichmäßig, so dass eine Seite des Stanzteils einen deutlichen Fasengrat aufweist. | Passen Sie den Spalt zwischen Stempel und Matrize angemessen an und schärfen Sie die Schneidkante des Arbeitsteils. |
| 3. Stanzform | Die Matrize hat eine umgekehrte Verjüngung. | Trimmen Sie den Würfel. |
| Die Position des inneren Lochs ist nicht richtig und es handelt sich um ein Off-Position-Phänomen | Die Kontaktfläche der Auswerferstange zum Werkstück ist zu klein. | Ersetzen Sie die Auswerferstange. |
| Der Führungsstift ist zu eng an das vorgestanzte Loch angepasst, um den Stempel aus der Aussparung zu drücken. | Kürzen Sie den Führungsstift. | |
| Die Position des Anschlagstifts ist falsch. | Trimmen Sie den Anschlagstift. | |
| Die Größe des Führungsstifts am Stanzstempel ist zu klein. | Ersetzen Sie den Führungsstift. | |
| Die Führungsplatte und die Zuführungsmittellinie der Matrize sind nicht parallel, wodurch die Lochposition schief ist. | Trimmen Sie die Führung. | |
| Ungenauer Seitenkantenabstand. | Schärfen oder ersetzen Sie die Seitenkante. |





Hier viel gelernt! Kann ich es mit meinen Kollegen und Freunden teilen?