ทั้งหมดที่คุณต้องรู้เกี่ยวกับการปิดผิววัสดุอโลหะและส่วนพื้นฐานของส่วนปิด

เวลาอ่านโดยประมาณ: 11 นาที
ต่อย of non-metallic materials
For non-metallic materials, the same punching process as metal materials can also be used. However, because the organization and mechanical properties of non-metallic materials are very different from those of metal materials, there are some special requirements for their blanking process and molds.
According to the different structure and mechanical properties of non-metallic materials, the commonly used blanking methods include sharp-edged punch blanking and ordinary blanking.
Sharp-edged punch ว่างเปล่า
People use sharp-edged punch punching to punch fibrous and elastic materials, such as leather, felt, cardboard, fiber cloth, asbestos cloth and various thermoplastic films. In general, these materials have a certain “softness”.
Figure 1-1 shows the structure of the sharp-edged punching die. It can be seen from the figure that the direction of the bevel of the sharp-edged edge is facing the waste. When punching, the operator places a hardwood or plywood or cardboard under the sheet to protect the cutting edge from cracking, without the need to use a die. It can be carried out on a low-tonnage press or directly by hand.
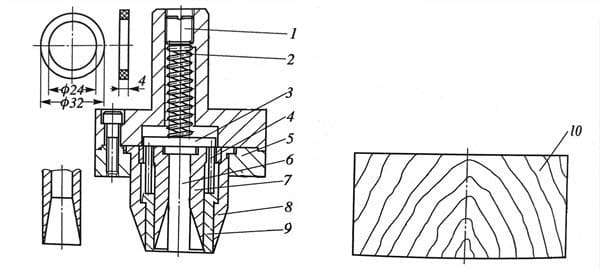
1-Screw; 2-Spring; 3-Pushing plate; 4-Pushing rod; 5-Fixed plate; 6-Pushing rod; 7-Punching punch; 8-Blanking die; 9-Pushing board; 10-Hardwood pad
Ordinary die punching
For some harder non-metallic materials such as mica, phenolic paper sheet, phenolic cloth sheet, epoxy phenolic glass cloth sheet, etc., the common structure type of punching die is usually used for punching processing. These materials have a certain degree of hardness and brittleness.
In order to reduce defects such as section cracks and delamination, the blank holder force and counter-top force should be appropriately increased, and the gap between the molds should be reduced. The overlap value is also larger than that of general metal materials. For various paper and cloth rubber sheets with a material thickness greater than 1.5mm and complex shapes, the blanks need to be preheated to a certain temperature before punching.
Improvement of the quality and accuracy of the cross-section of ว่างเปล่า parts
The workpiece obtained by ordinary punching has a rough shear section, and there are also corners, burrs, and slopes, and the dimensional accuracy of the workpiece is also low. When the shear surface of the blanking part is required to be used as the working surface or mating surface, the general blanking process often cannot meet the technical requirements of the part, and other process methods to improve the quality and accuracy of the cross-section of the blanking part must be adopted.
Refurbish
Refurbishment is the use of cutting methods on the die to cut off a small layer of metal from the edge of the blanking part to remove the corners, burrs and fracture zones left on the cross-section during ordinary blanking, thereby improving the cross-section of the blanking part Quality and machining accuracy. After cutting off the margin on the blanking section during refurbishment, the workpiece can generally obtain 8~6 accuracy, and the surface roughness Ra can reach 0.8~0.4μm. Figure 1-2 shows a schematic diagram of the renovation.

1-Concave mold; 2-Blank; 3-Punch mold; 4-Workpiece; 5-Swarf
The renovation has the following characteristics.
- In the refurbishment, the cutting margin is small, and the required impact force is small. The size of the workpiece is stable after refurbishment, and the elastic recovery of the workpiece is smaller than that of the normal smooth blanking workpiece.
- The trim allowance is about 0.1~0.4 mm (double-sided), the sheet is thick, the shape of the workpiece is complex, the material is hard, and the allowance should be a large value. The size calculation of the punching, blanking convex and concave die work parts before refurbishment should consider the size of the refurbishment allowance.
- When the thickness of the sheet is large (t >3 mm) or the shape of the workpiece is complex, it is necessary to use multiple trimming methods to gradually shape. The allowance for each refurbishment should be even.
- When the material is hard, the shape of the workpiece is complicated, and other methods cannot guarantee the dimensional accuracy and section quality, it can be achieved through the refurbishment process.
- During multiple refurbishment, the positioning of the workpiece is difficult, the mold manufacturing accuracy is high, and the number of molds is large.
- When refurbishing, the workpiece must be accurately positioned to ensure a uniform margin. When placing the workpiece, the rounded corners should be brought toward the die.
Smooth ว่างเปล่า
Small gap round corner die punching
The round corner of the die is R0.1~0.3 mm, and can be gradually increased and corrected. The surface roughness Ra of the die edge and fillet is 0.1~0.5. The gap between the male mold and the female mold is not more than 0.01 mm. In this blanking method, the die edge has rounded corners, and no shear cracks are generated at the die edge.
The metal is evenly squeezed into the cavity of the die, and the metal fiber is elongated and smoothed by the die. The surface is flattened to form a very shiny cut surface.
The workpieces punched by this method have a surface roughness Ra of 1.6~0.8 and a dimensional accuracy of 8~10. Due to the small gap punching, after the workpiece is pushed out from the cavity of the cavity, the size of the workpiece will increase by 0.02~0.05 mm due to the elastic recovery. Mainly used for non-ferrous metals and mild steel with good plasticity. The punching force is 50% higher than ordinary punching.
Negative clearance punching
The size of the punch is larger than the size of the die (0.1~0.2)t. The punch is the same as the punching of the small gap rounded die. This method is suitable for non-ferrous metals with good plasticity. When punching, after the mold is closed, the punch Keep a distance of 0.1~0.2 mm from the upper surface of the die.
The surface roughness Ra of the workpiece obtained by this method can reach 1.6~0.8, and the dimensional accuracy can reach 8~10, but after punching, the size will increase by 0.02-0.05 mm due to the elastic recovery.
Punch holes with punches with rounded corners
Mainly used for mild steel and non-ferrous metals. The hole diameter is generally greater than 3t. The quality of the punched parts obtained is similar to the above method.
Trial and adjustment of punching die
After the mold is processed and assembled according to the technical requirements of the drawings, it must be tested in an environment that meets the actual production conditions. The defects in the design and manufacture of the mold can be found through the test punch, the cause is found, and the mold is adjusted and repaired appropriately. Perform trial punching again until the mold can work normally before the mold is officially delivered to production.
The purpose of mold testing
Die trial ต่อย and adjustment are abbreviated as debugging, and the purposes of debugging are as follows.
- Identify the quality of the mold. Verify whether the quality of the product produced by the mold meets the requirements, and determine whether the mold can be delivered for production.
- Help determine the forming conditions and process regulations of the product. After the mold has been tested and adjusted to produce qualified products, the mold performance, product forming conditions, methods and rules can be mastered and understood during the test, so as to provide assistance in the formulation of process regulations for mass production of products.
- Help to determine certain dimensions in the process and mold design. For stamping and forming parts with complex shapes or high precision requirements, in the process and mold design, there are some dimensions that are difficult to determine by calculation methods, such as the punch of the drawing die, the corner radius of the die, etc., which must be tested. Can be accurately determined.
- Help to determine the shape, size and material standards of the forming parts. In die design, some stamping parts with complex shapes or high precision requirements are difficult to accurately calculate the size and shape of the blank before deformation. In order to obtain more accurate blank shape, size and material standards, only It can be determined by trial and error.
- Through testing, find problems, solve problems, and accumulate experience, which will help to further improve mold design and manufacturing level.
It can be seen that the mold debugging process is very important and indispensable, but the time for debugging and the number of trial punches should be as small as possible, which requires the mold design and manufacturing quality to be excellent, and it is best to successfully debug at one time. During the commissioning process, the sampling of the number of qualified stamping should generally be between 20 and 1,000.
Trial and adjustment of ว่างเปล่า ตาย
- The mating depth of the convex and concave molds. The operator can adjust the mating depth of the male mold and the female mold by changing the length of the connecting rod of the press. The mating depth of the punch and the die should be moderate, not too deep or too shallow, subject to the ability to punch out suitable parts.
- Gap between punch and die. The gap between the punch and the die of the blanking die should be even. For punching dies with guide parts, the adjustment is more convenient, as long as the guide parts move smoothly; for non-guided punching dies, pure copper or cardboard can be lined around the edge of the die for adjustment, or light-transmitting and plugging can be used.
- The ruler test and other methods are adjusted on the press until the punch and die are aligned with each other and the gap is uniform, then the die is fastened to the press with screws for trial punching. After the test punching, check the test punched parts to see if there are obvious burrs and judge the quality of the section. If the test-punched parts are unqualified, they should be loosened and adjusted according to the aforementioned method until the gap is suitable.
- Adjustment of positioning device. Check whether the positioning parts (positioning pins, positioning blocks, positioning plates) of the die meet the positioning requirements and whether the positioning is reliable. If the position is not suitable, it should be trimmed during mold trial and replaced if necessary.
- Adjustment of unloading device. The adjustment of the unloading device mainly includes whether the unloading plate or the ejector is flexible; If a fault is found, it should be adjusted and replaced if necessary.
The common faults, causes and adjustment methods during the trial punching of the blanking die is shown on the following table.
| Common faults in test flushing | สาเหตุ | Adjustment methods |
| Feeding is not smooth or the material is stuck | The size between the two guide plates is too small or has an inclination. | File or reinstall the guide plate according to the situation. |
| The gap between the punch and the unloading plate is too large, causing the overlap to be twisted. | Reduce the gap between the punch and the discharge plate. | |
| The blanking die with the side edge fixed distance, the working surface of the guide plate and the side edge are not parallel, so that the strip is stuck. | Reloading the guide plate. | |
| The side edge and the side edge stopper do not fit closely, forming burrs, causing the strip to jam. | Trim the side edge stop to eliminate the gap. | |
| Cutting edges bite | The mounting surfaces of the upper mold seat, lower mold seat, fixed plate, die, backing plate and other parts are not parallel. | Trim the relevant parts and reinstall the upper mold or lower mold. |
| Punch, guide post and other parts are not installed vertically. | Reassemble the punch or guide post. | |
| The clearance between the guide post and the guide sleeve is too large, making the guide inaccurate. | Replace the guide post or guide sleeve. | |
| The hole position of the discharge plate is incorrect or skewed, causing the punching punch to move. | Trim or replace the discharge plate. | |
| Abnormal unloading | Due to incorrect assembly, the unloading mechanism cannot move. If the unloading plate is too tightly matched with the punch, or the unloading plate is tilted and stuck. | Trim unloading plates, top plates and other parts. |
| Insufficient elasticity of spring or rubber. | Replace the spring or rubber. | |
| The leakage hole of the concave mold and the lower mold seat is not aligned, and the material cannot be discharged. | Trim the leaking hole. | |
| The concave mold has an inverted taper that causes the workpiece to block. | Trim the die. | |
| The quality of the punched parts is not good | The cutting edge is not sharp or the quenching hardness is low. | Reasonably adjust the gap between the punch and the die and sharpen the cutting edge of the working part. |
| 1. There are glitches | The fit clearance is too large or too small. | Reasonably adjust the gap between the punch and the die and sharpen the cutting edge of the working part. |
| 2. The parts are not flat | The gap is not uniform, so that one side of the punching part has a significant bevel burr. | Reasonably adjust the gap between the punch and the die and sharpen the cutting edge of the working part. |
| 3. Blanking shape | The die has an inverted taper. | Trim the die. |
| The position of the inner hole is not right, and it is off-position phenomenon | The contact surface of the ejector rod and the workpiece is too small. | Replace the ejector rod. |
| The guide pin is too tightly matched with the pre-punched hole to push the punch out of the recess. | Trim the guide pin. | |
| The position of the stopper pin is incorrect. | Trim the stop pin. | |
| The size of the guide pin on the blanking punch is too small. | Replace the guide pin. | |
| The guide plate and the feeding center line of the die are not parallel, which makes the hole position skewed. | Trim the guide. | |
| Inaccurate side edge distance. | Sharpen or replace the side edge. |





Learned a lot here! Can I share it with my colleagues and friends?