Tout ce que vous devez savoir sur le masquage de matériaux non métalliques et la fondation de section des pièces de masquage

Temps de lecture estimé : 11 minutes
Perforation de matériaux non métalliques
Pour les matériaux non métalliques, le même procédé de poinçonnage que les matériaux métalliques peut également être utilisé. Cependant, étant donné que l'organisation et les propriétés mécaniques des matériaux non métalliques sont très différentes de celles des matériaux métalliques, il existe des exigences particulières pour leur processus de découpage et leurs moules.
Selon la structure et les propriétés mécaniques différentes des matériaux non métalliques, les méthodes de découpage couramment utilisées comprennent le découpage par poinçonnage à arêtes vives et le découpage ordinaire.
Coup de poing tranchant effacement
Les gens utilisent le poinçonnage à arêtes vives pour perforer des matériaux fibreux et élastiques, tels que le cuir, le feutre, le carton, le tissu de fibres, le tissu d'amiante et divers films thermoplastiques. En général, ces matériaux ont une certaine "douceur".
La figure 1-1 montre la structure de la matrice de poinçonnage à arêtes vives. On peut voir sur la figure que la direction du biseau du bord tranchant est tournée vers les déchets. Lors du poinçonnage, l'opérateur place un bois dur ou un contreplaqué ou un carton sous la feuille pour protéger le tranchant de la fissuration, sans avoir besoin d'utiliser une matrice. Elle peut être réalisée sur une presse de faible tonnage ou directement à la main.
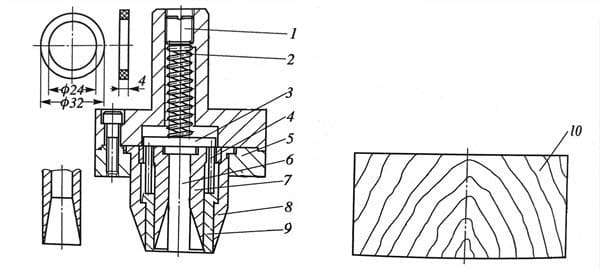
1-Vis; 2-ressort ; 3-Plaque de poussée ; 4-Barre de poussée ; 5-Plaque fixe ; 6-Barre de poussée ; 7-Poinçonnage ; 8-Matrice de suppression ; 9-Panneau de poussée ; 10-Tampon en bois dur
Poinçonnage ordinaire
Pour certains matériaux non métalliques plus durs tels que le mica, la feuille de papier phénolique, la feuille de tissu phénolique, la feuille de tissu de verre phénolique époxy, etc., le type de structure commun de matrice de poinçonnage est généralement utilisé pour le traitement de poinçonnage. Ces matériaux ont un certain degré de dureté et de fragilité.
Afin de réduire les défauts tels que les fissures de section et le délaminage, la force du serre-flan et la force du contre-plan doivent être augmentées de manière appropriée, et l'espace entre les moules doit être réduit. La valeur de chevauchement est également supérieure à celle des matériaux métalliques généraux. Pour diverses feuilles de caoutchouc en papier et en tissu d'une épaisseur de matériau supérieure à 1,5 mm et de formes complexes, les flans doivent être préchauffés à une certaine température avant le poinçonnage.
Amélioration de la qualité et de la précision de la section de effacement les pièces
La pièce obtenue par poinçonnage ordinaire a une section de cisaillement rugueuse, et il y a aussi des coins, des bavures et des pentes, et la précision dimensionnelle de la pièce est également faible. Lorsque la surface de cisaillement de la pièce de masquage doit être utilisée comme surface de travail ou surface de contact, le processus de masquage général ne peut souvent pas répondre aux exigences techniques de la pièce, et d'autres méthodes de processus pour améliorer la qualité et la précision de la section transversale de la pièce d'obturation doit être adopté.
Remettre à neuf
La remise à neuf est l'utilisation de méthodes de découpe sur la matrice pour couper une petite couche de métal du bord de la pièce de découpe afin d'éliminer les coins, les bavures et les zones de fracture laissés sur la section transversale lors de la découpe ordinaire, améliorant ainsi la section transversale de la pièce à découper Qualité et précision d'usinage. Après avoir coupé la marge sur la section de découpe lors de la remise à neuf, la pièce peut généralement obtenir une précision de 8 à 6 et la rugosité de surface Ra peut atteindre 0,8 à 0,4 μm. La figure 1-2 montre un diagramme schématique de la rénovation.

1-moule concave ; 2-vide ; Moule à 3 poinçons ; 4 pièces ; 5 copeaux
La rénovation a les caractéristiques suivantes.
- Lors de la remise à neuf, la marge de coupe est faible et la force d'impact requise est faible. La taille de la pièce est stable après la remise à neuf et la récupération élastique de la pièce est inférieure à celle de la pièce de découpe lisse normale.
- La tolérance de coupe est d'environ 0,1 ~ 0,4 mm (double face), la feuille est épaisse, la forme de la pièce est complexe, le matériau est dur et la tolérance doit être élevée. Le calcul de la taille des pièces de poinçonnage, de découpage des matrices convexes et concaves avant la remise à neuf doit tenir compte de la taille de l'allocation de remise à neuf.
- Lorsque l'épaisseur de la tôle est importante (t > 3 mm) ou que la forme de la pièce est complexe, il est nécessaire d'utiliser plusieurs méthodes de détourage pour façonner progressivement. L'allocation pour chaque remise à neuf doit être égale.
- Lorsque le matériau est dur, la forme de la pièce est compliquée et que d'autres méthodes ne peuvent pas garantir la précision dimensionnelle et la qualité de la section, cela peut être obtenu grâce au processus de remise à neuf.
- Lors de rénovations multiples, le positionnement de la pièce est difficile, la précision de fabrication des moules est élevée et le nombre de moules est important.
- Lors de la remise à neuf, la pièce doit être positionnée avec précision pour assurer une marge uniforme. Lors du placement de la pièce, les coins arrondis doivent être amenés vers la matrice.
Lisse effacement
Poinçonnage à coins ronds à petit espace
Le coin rond de la matrice est de R0,1 ~ 0,3 mm et peut être progressivement augmenté et corrigé. La rugosité de surface Ra du bord de la matrice et du congé est de 0,1 ~ 0,5. L'écart entre le moule mâle et le moule femelle n'est pas supérieur à 0,01 mm. Dans cette méthode de découpage, le bord de la matrice a des coins arrondis et aucune fissure de cisaillement n'est générée au niveau du bord de la matrice.
Le métal est pressé uniformément dans la cavité de la matrice et la fibre métallique est allongée et lissée par la matrice. La surface est aplatie pour former une surface de coupe très brillante.
Les pièces poinçonnées par cette méthode ont une rugosité de surface Ra de 1,6~0,8 et une précision dimensionnelle de 8~10. En raison du petit trou de poinçonnage, une fois la pièce à usiner sortie de la cavité de la cavité, la taille de la pièce à usiner augmentera de 0,02 à 0,05 mm en raison de la récupération élastique. Principalement utilisé pour les métaux non ferreux et l'acier doux avec une bonne plasticité. La force de poinçonnage est supérieure de 50% au poinçonnage ordinaire.
Poinçonnage à dégagement négatif
La taille du poinçon est supérieure à la taille de la matrice (0,1 ~ 0,2) t. Le poinçon est le même que le poinçonnage de la matrice arrondie à petit espace. Cette méthode convient aux métaux non ferreux avec une bonne plasticité. Lors du poinçonnage, après la fermeture du moule, le poinçon Gardez une distance de 0,1 ~ 0,2 mm de la surface supérieure de la matrice.
La rugosité de surface Ra de la pièce obtenue par cette méthode peut atteindre 1,6 ~ 0,8 et la précision dimensionnelle peut atteindre 8 ~ 10, mais après le poinçonnage, la taille augmentera de 0,02 à 0,05 mm en raison de la récupération élastique.
Percez des trous avec des poinçons aux coins arrondis
Principalement utilisé pour l'acier doux et les métaux non ferreux. Le diamètre du trou est généralement supérieur à 3t. La qualité des pièces découpées obtenues est similaire à la méthode ci-dessus.
Essai et réglage de matrice de poinçonnage
Une fois le moule traité et assemblé conformément aux exigences techniques des dessins, il doit être testé dans un environnement répondant aux conditions de production réelles. Les défauts de conception et de fabrication du moule peuvent être trouvés grâce au poinçon d'essai, la cause est trouvée et le moule est ajusté et réparé de manière appropriée. Effectuez à nouveau un essai de poinçonnage jusqu'à ce que le moule puisse fonctionner normalement avant que le moule ne soit officiellement livré à la production.
Le but des tests de moisissure
Die procès perforation et l'ajustement sont abrégés en débogage, et les objectifs du débogage sont les suivants.
- Identifiez la qualité du moule. Vérifiez si la qualité du produit fabriqué par le moule répond aux exigences et déterminez si le moule peut être livré pour la production.
- Aider à déterminer les conditions de formage et les réglementations de processus du produit. Une fois que le moule a été testé et ajusté pour produire des produits qualifiés, les performances du moule, les conditions de formation du produit, les méthodes et les règles peuvent être maîtrisées et comprises pendant le test, afin de fournir une assistance dans la formulation de réglementations de processus pour la production de masse de produits.
- Aide à déterminer certaines dimensions dans le processus et la conception du moule. Pour l'emboutissage et le formage de pièces aux formes complexes ou aux exigences de haute précision, dans le processus et la conception de moules, certaines dimensions sont difficiles à déterminer par des méthodes de calcul, telles que le poinçon de la matrice d'emboutissage, le rayon d'angle de la matrice, etc. ., qui doit être testé. Peut être déterminé avec précision.
- Aider à déterminer la forme, la taille et les normes matérielles des pièces de formage. Dans la conception de matrices, certaines pièces d'emboutissage aux formes complexes ou aux exigences de haute précision sont difficiles à calculer avec précision la taille et la forme de l'ébauche avant déformation. Afin d'obtenir des normes de forme, de taille et de matériau vierges plus précises, seules celles-ci peuvent être déterminées par essais et erreurs.
- Grâce à des tests, trouvez des problèmes, résolvez des problèmes et accumulez de l'expérience, ce qui contribuera à améliorer encore la conception des moules et le niveau de fabrication.
On peut voir que le processus de débogage du moule est très important et indispensable, mais le temps de débogage et le nombre de poinçons d'essai doivent être aussi petits que possible, ce qui nécessite que la conception du moule et la qualité de fabrication soient excellentes, et il est préférable de déboguer avec succès en même temps. Lors du processus de mise en service, l'échantillonnage du nombre d'emboutissages qualifiés doit généralement être compris entre 20 et 1 000.
Essai et ajustement de effacement mourir
- La profondeur d'accouplement des moules convexes et concaves. L'opérateur peut régler la profondeur d'accouplement du moule mâle et du moule femelle en modifiant la longueur de la bielle de la presse. La profondeur d'accouplement du poinçon et de la matrice doit être modérée, ni trop profonde ni trop peu profonde, sous réserve de la possibilité de poinçonner des pièces appropriées.
- Espace entre le poinçon et la matrice. L'écart entre le poinçon et la matrice de la matrice de découpage doit être égal. Pour les matrices de poinçonnage avec des pièces de guidage, le réglage est plus pratique, tant que les pièces de guidage se déplacent en douceur ; pour les matrices de poinçonnage non guidées, du cuivre pur ou du carton peut être doublé autour du bord de la matrice pour l'ajustement, ou la transmission de la lumière et le bouchage peuvent être utilisés.
- Le test de la règle et d'autres méthodes sont ajustés sur la presse jusqu'à ce que le poinçon et la matrice soient alignés l'un avec l'autre et que l'écart soit uniforme, puis la matrice est fixée à la presse avec des vis pour le poinçonnage d'essai. Après le poinçonnage d'essai, vérifiez les pièces poinçonnées d'essai pour voir s'il y a des bavures évidentes et jugez de la qualité de la section. Si les pièces poinçonnées d'essai ne sont pas qualifiées, elles doivent être desserrées et ajustées selon la méthode susmentionnée jusqu'à ce que l'écart soit approprié.
- Réglage du dispositif de positionnement. Vérifiez si les pièces de positionnement (broches de positionnement, blocs de positionnement, plaques de positionnement) de la matrice répondent aux exigences de positionnement et si le positionnement est fiable. Si la position ne convient pas, il doit être coupé pendant l'essai de moulage et remplacé si nécessaire.
- Réglage du dispositif de déchargement. Le réglage du dispositif de déchargement consiste principalement à savoir si la plaque de déchargement ou l'éjecteur est flexible ; Si un défaut est détecté, il doit être réglé et remplacé si nécessaire.
Les défauts, causes et méthodes de réglage courants lors du poinçonnage d'essai de la matrice de découpe sont indiqués dans le tableau suivant.
| Défauts courants dans le test de rinçage | causes | Méthodes d'ajustement |
| L'alimentation n'est pas régulière ou le matériau est coincé | La taille entre les deux plaques de guidage est trop petite ou présente une inclinaison. | Limez ou réinstallez la plaque de guidage selon la situation. |
| L'écart entre le poinçon et la plaque de déchargement est trop grand, ce qui entraîne une torsion du chevauchement. | Réduire l'écart entre le poinçon et la plaque de décharge. | |
| La matrice de découpe avec la distance fixe du bord latéral, la surface de travail de la plaque de guidage et le bord latéral ne sont pas parallèles, de sorte que la bande est collée. | Rechargement de la plaque de guidage. | |
| Le bord latéral et la butée de bord latéral ne s'emboîtent pas étroitement, formant des bavures, provoquant un bourrage de la bande. | Coupez la butée latérale pour éliminer l'écart. | |
| Les tranchants mordent | Les surfaces de montage du siège de moule supérieur, du siège de moule inférieur, de la plaque fixe, de la matrice, de la plaque de support et des autres pièces ne sont pas parallèles. | Découpez les pièces concernées et réinstallez le moule supérieur ou le moule inférieur. |
| Le poinçon, le poteau de guidage et les autres pièces ne sont pas installés verticalement. | Remontez le poinçon ou le poteau de guidage. | |
| Le jeu entre la tige de guidage et le manchon de guidage est trop important, ce qui rend le guidage imprécis. | Remplacez la tige de guidage ou la douille de guidage. | |
| La position du trou de la plaque de décharge est incorrecte ou inclinée, ce qui provoque le déplacement du poinçon. | Coupez ou remplacez la plaque de décharge. | |
| Déchargement anormal | En raison d'un montage incorrect, le mécanisme de déchargement ne peut pas bouger. Si la plaque de déchargement est trop serrée avec le poinçon, ou si la plaque de déchargement est inclinée et coincée. | Découpez les plaques de déchargement, les plaques supérieures et d'autres pièces. |
| Élasticité insuffisante du ressort ou du caoutchouc. | Remplacez le ressort ou le caoutchouc. | |
| Le trou de fuite du moule concave et le siège de moule inférieur ne sont pas alignés et le matériau ne peut pas être déchargé. | Coupez le trou qui fuit. | |
| Le moule concave a un cône inversé qui provoque le blocage de la pièce. | Coupez le dé. | |
| La qualité des pièces découpées n'est pas bonne | L'arête de coupe n'est pas tranchante ou la dureté de trempe est faible. | Ajustez raisonnablement l'écart entre le poinçon et la matrice et affûtez le tranchant de la pièce de travail. |
| 1. Il y a des problèmes | Le jeu d'ajustement est trop grand ou trop petit. | Ajustez raisonnablement l'écart entre le poinçon et la matrice et affûtez le tranchant de la pièce de travail. |
| 2. Les pièces ne sont pas plates | L'écart n'est pas uniforme, de sorte qu'un côté de la pièce de poinçonnage présente une bavure de biseau importante. | Ajustez raisonnablement l'écart entre le poinçon et la matrice et affûtez le tranchant de la pièce de travail. |
| 3. Forme d'obturation | La matrice a un cône inversé. | Coupez le dé. |
| La position du trou intérieur n'est pas correcte, et c'est un phénomène hors position | La surface de contact de la tige d'éjection et de la pièce est trop petite. | Remplacer la tige d'éjection. |
| La goupille de guidage est trop serrée avec le trou pré-perforé pour pousser le poinçon hors de l'évidement. | Coupez la goupille de guidage. | |
| La position de la goupille d'arrêt est incorrecte. | Coupez la goupille d'arrêt. | |
| La taille de la goupille de guidage sur le poinçon d'obturation est trop petite. | Remplacer la goupille de guidage. | |
| La plaque de guidage et la ligne centrale d'alimentation de la matrice ne sont pas parallèles, ce qui fausse la position du trou. | Coupez le guide. | |
| Distance des bords latéraux imprécise. | Affûtez ou remplacez le bord latéral. |





J'ai beaucoup appris ici! Puis-je le partager avec mes collègues et amis ?